测量焊条是否正常的焊条检查设备及使用其的检查方法与流程
1.本技术要求于2020年10月22日提交的韩国专利申请第2020-0137690号的优先权,其全部公开内容通过引用并入本文。
2.本发明涉及一种用于测量焊条是否正常的焊条检查设备及使用该焊条检查设备的检查方法,更具体地,涉及一种能够测量焊条是否正常以降低在使用焊条进行焊接作业时出现的缺陷率的用于测量焊条是否正常的焊条检查设备以及使用该焊条检查设备的检查方法。
背景技术:
3.随着因化石燃料的使用引起的空气污染和能量枯竭导致的替代能源的近期发展,对能够存储所产生的电能的二次电池的需求已经增加。能够充电和放电的二次电池在日常生活中被密切使用。例如,二次电池用于移动装置、电动汽车和混合动力电动车辆。
4.由于移动设备使用的增加、移动装置的复杂性增加以及电动汽车的发展,用作现代社会中不可避免地使用的各种电子装置的能源的二次电池所需的容量已经增加。为了满足用户的需求,将多个电池单体设置在小型装置中,而将包括彼此电连接的多个电池单体的电池模块或包括多个电池模块的电池组用于车辆中。
5.同时,多个电池单体彼此连接以提供装置所需的能量。此时,电池单体通过使用汇流条焊接而彼此连接。因此,已经进行了多次焊接操作的焊条可能变形,例如偏心,这可能导致电池模块或电池组的缺陷。
6.图1是示出传统的焊条偏心检测设备的透视图。如图1所示,传统的焊条偏心检测设备包括:涡流式距离传感器,所述涡流式距离传感器被配置为使用电磁感应来测量焊条芯部的位置;激光位置计,所述激光位置计被配置为测量焊条的位置;测量控制器,所述测量控制器被配置为根据由测量单元检测到的信息来确定焊条的偏心;以及监控电路。
7.由上述可以看出,传统的焊条偏心检测设备的优点在于,利用该焊条偏心检测设备检查焊条的偏心状态,并且当出现异常时,通过监控电路报告异常,从而可以检查焊条的状态。
8.然而,传统的焊条偏心检测设备存在以下问题:焊条偏心检测设备的结构复杂,并且仅确定焊条的偏心状态,而难以确定焊条的弯曲现象或在焊条端面发生的变形,例如磨损。
9.(现有技术文献)
10.(专利文献1)日本专利申请公开第2002-005644号
技术实现要素:
11.技术问题
12.本发明是鉴于上述问题而做出的,本发明的目的在于提供一种焊条检查设备以及使用该焊条检查设备的检查方法,该焊条检查设备具有简单的结构并且能够检查焊条的偏
心状态及焊条的各种变形(例如弯曲和磨损),从而保持规定水平的焊接质量。
13.技术方案
14.为了实现上述目的,根据本发明的用于检查焊条是否正常的焊条检查设备包括:多个测量单元,所述多个测量单元被配置为与焊条的下端的规定位置紧密接触;以及支撑模具(300),所述支撑模具(300)被配置为支撑多个测量单元,其中,多个测量单元被定位为彼此间隔开规定距离,并且多个测量单元中的每一个或支撑模具(300)设置有被配置为测量传递到测量单元的压力的压力传感器。
15.此外,在根据本发明的焊条检查设备中,多个测量单元可以包括:第一测量单元(100),包括第一接触部(110)和第一支撑轴(120);以及第二测量单元(200),包括第二接触部(210)和第二支撑轴(220),并且压力传感器可以安装在第一接触部(110)和第二接触部(210)中的每一个中。
16.此外,在根据本发明的焊条检查设备中,第一接触部(110)和第二接触部(210)中的每一个可以形成为宽度向上逐渐减小的锥形。
17.此外,在根据本发明的焊条检查设备中,第一接触部(110)和第二接触部(210)中的每一个可以具有上下长的椭圆形。
18.此外,在根据本发明的焊条检查设备中,第一接触部(110)和第二接触部(210)中的每一个可以具有圆筒形状。
19.此外,在根据本发明的焊条检查设备中,与焊条(400)的下端紧密接触的第一接触部(110)与第二接触部(210)之间的距离(l1)可以等于或小于焊条的直径(l2)。
20.另外,使用根据本发明的焊条检查设备的检查方法包括:将第一测量单元(100)和第二测量单元(200)定位在规定坐标处;将焊条垂直定位在第一测量单元(100)和第二测量单元(200)的上方;使第一测量单元(100)和第二测量单元(200)或焊条在垂直方向上移动到规定位置;以及测量第一测量单元(100)和第二测量单元(200)的压力。
21.此外,在使用根据本发明的焊条检查设备的检查方法中,当第一测量单元(100)和第二测量单元(200)的压力偏离规定范围时,可以确定焊条异常。
22.此外,在使用根据本发明的焊条检查设备的检查方法中,当第一测量单元(100)和第二测量单元(200)的压力中的每一个压力超过0pa并且第一测量单元(100)与第二测量单元(200)之间的压力差偏离规定范围时,可以确定焊条弯曲或焊条的端面变形。
23.此外,在使用根据本发明的焊条检查设备的检查方法中,当第一测量单元(100)和第二测量单元(200)的压力中的一个压力超过0pa并且第一测量单元(100)和第二测量单元(200)的压力中的另一个压力为0pa时,可以确定焊条偏心。
24.有益效果
25.从以上描述明显看出,根据本发明的用于测量焊条是否正常的焊条检查设备和使用该焊条检查设备的检查方法的优点在于,一对测量单元彼此间隔开规定距离并且设置压力传感器,从而焊条检查设备的结构非常简单。
26.另外,根据本发明的用于测量焊条是否正常的焊条检查设备和使用该焊条检查设备的检查方法具有以下优点:可以确定焊条是否弯曲或焊条的端面是否变形以及焊条的偏心,从而可以降低电池模块或电池组的焊接缺陷率。
附图说明
27.图1是示出传统的焊条偏心检测设备的透视图。
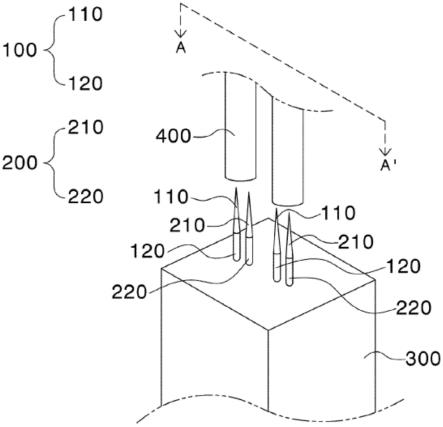
28.图2是根据本发明的第一优选实施例的焊条检查设备的透视图。
29.图3是沿图2的线a-a’截取的焊条检查设备的剖视图。
30.图4是根据本发明的第二优选实施例的焊条检查设备的剖视图。
31.图5是根据本发明的第三优选实施例的焊条检查设备的剖视图。
32.图6是示出使用根据本发明的焊条检查设备检查焊条是否偏心的剖视图。
33.图7是示出使用根据本发明的焊条检查设备检查焊条的弯曲现象的剖视图。
34.图8是示出使用根据本发明的焊条检查设备检查焊条的端面的变形状态的剖视图。
具体实施方式
35.现在,将参照附图详细描述本发明的优选实施例,使得本发明所属领域的普通技术人员可以容易地实施本发明的优选实施例。然而,在详细描述本发明的优选实施例的工作原理时,当对包含在本文中的已知功能和配置的详细描述可能使本发明的主题模糊时,将省略该详细描述。
36.另外,在所有附图中将使用相同的附图标记来指代执行相似功能或操作的部件。在整个说明书中,在提及一个部分与另一部分连接的情况下,不仅该一个部分可以直接连接到另一部分,而且该一个部分可以通过又一部分间接连接到另一部分。另外,除非另有说明,否则包含某个元件并不意味着排除其他元件,而是意味着可以进一步包含这些元件。
37.在下文中,将参照附图描述根据本发明的用于测量焊条是否正常的焊条检查设备和使用该焊条检查设备的检查方法。
38.图2是根据本发明的第一优选实施例的焊条检查设备的透视图,图3是沿图2的线a-a’截取的焊条检查设备的剖视图。
39.参照图2和图3,根据本发明的焊条检查设备包括第一测量单元100、第二测量单元200和支撑模具300。
40.在附图中,各自包括第一测量单元100和第二测量单元200的两个测量单元并排设置,然而这仅仅是示例。可以设置单个测量单元,或者可以以彼此隔开规定距离的状态连续地布置三个以上的测量单元。
41.首先,第一测量单元100包括第一接触部110和被配置为支撑第一接触部110的第一支撑轴120。
42.第一接触部110是在检查时与焊条400的下端紧密接触的部分。作为示例,第一接触部可以形成为宽度向上逐渐减小的锥形。
43.这里,被配置为在第一接触部110与焊条400紧密接触时测量压力的压力传感器(未示出)安装在第一接触部110中。
44.第一支撑轴120在位于第一接触部110下方的状态下连接到支撑模具300。由第一接触部110和第一支撑轴120构成的第一测量单元100能够通过已知的驱动装置(未示出)在垂直方向上移动。
45.接下来,第二测量单元200包括第二接触部210和被配置为支撑第二接触部210的
第二支撑轴220。
46.这里,第二接触部210和第二支撑轴220分别在结构上与第一接触部110和第一支撑轴120相同,因此将省略对其的重复描述。
47.接下来,将描述支撑模具300。支撑模具300位于第一测量单元100和第二测量单元200下方,并且支撑第一测量单元100和第二测量单元200。同时,被配置为在垂直方向上向上和向下移动第一测量单元和第二测量单元的驱动装置(未示出)安装在支撑模具中。
48.因此,虽然图中未示出,但显然支撑模具300在其中设置有空间,在该空间中第一测量单元100和第二测量单元200向上和向下移动并且容纳有驱动装置。
49.设置为向支撑模具300上方突出的第一测量单元100和第二测量单元200彼此间隔规定距离,以构成单个测量单元。此时,优选地,第一接触部110的上端和第二接触部120的上端(即,第一接触部和第二接触部的与焊条400邻接的端部)之间的距离l1等于或小于焊条的直径l2,使得可以确定焊条400的偏心、焊条的弯曲现象或焊条的端面是否变形。
50.同时,在上述描述中,压力传感器安装在接触部中,然而,本发明不限于此。
51.例如,压力传感器可以设置在支撑轴处,可以设置在接触部与支撑轴之间,或者可以设置在支撑轴的下端处。也就是说,压力传感器的位置没有特别限制,只要压力传感器能够在焊条400和测量单元彼此紧密接触时测量压力即可。
52.图4是根据本发明的第二优选实施例的焊条检查设备的剖视图。参照图4,除了第一接触部110和第二接触部210中的每一个的形状是上下长的椭圆形之外,根据第二实施例的焊条检查设备与参照图2和图3描述的根据第一实施例的焊条检查设备相同,因此将省略对相同结构的描述。
53.图5是根据本发明的第三优选实施例的焊条检查设备的剖视图。参照图5,除了第一接触部110和第二接触部210中的每一个的形状是椭圆筒形之外,根据第三实施例的焊条检查设备与参照图2和图3描述的根据第一实施例的焊条检查设备相同,因此省略相同结构的说明。
54.接下来,将描述使用根据本发明的焊条检查设备检查焊条的方法。
55.根据本发明的确定焊条是否正常的检查方法包括:将第一测量单元100和第二测量单元200设置在规定坐标处的第一步骤;将焊条垂直定位在第一测量单元100和第二测量单元200上方的第二步骤;使第一测量单元100和第二测量单元200或焊条400在垂直方向上移动到规定位置的第三步骤;测量第一测量单元100和第二测量单元200的压力的第四步骤;以及基于测量结果确定焊条400是否正常的第五步骤。
56.图6是示出使用根据本发明的焊条检查设备检查焊条是否偏心的剖视图。将参照图6描述检查焊条是否偏心的方法。在第一测量单元100和第二测量单元200位于规定坐标之后,第一测量单元100和第二测量单元200向上移动,直至第一测量单元100和第二测量单元200与焊条400的下端面紧密接触为止。
57.当由第一测量单元100和第二测量单元200测量的压力彼此相等或彼此相差误差范围内时,确定焊条400正常。
58.然而,当第一测量单元100和第二测量单元200的压力中的一个压力超过0pa并且另一个压力为0pa时,可以确定焊条400偏心,因此执行重新调整焊条400的坐标的过程。
59.同时,在以上描述中,第一测量单元100和第二测量单元200在焊条400静止的状态
下移动以进行检查。或者,可以在第一测量单元100和第二测量单元200静止的状态下焊条400向下移动以进行检查,或者第一测量单元100、第二测量单元200和焊条400可以同时在垂直方向上移动以进行检查。
60.图7是示出使用根据本发明的焊条检查设备检查焊条的弯曲现象的剖视图,图8是示出使用根据本发明的焊条检查设备检查焊条的端面的变形状态的剖视图。
61.将参照图7和图8描述检查焊条的弯曲现象或焊条的端面是否变形的方法。在第一测量单元100和第二测量单元200位于规定坐标之后,第一测量单元100和第二测量单元200向上移动,直到第一测量单元100和第二测量单元200与焊条400的下端面紧密接触为止。
62.当由第一测量单元100和第二测量单元200测量的压力彼此相等或彼此相差误差范围内时,确定焊条400正常。
63.然而,当第一测量单元100和第二测量单元200的压力中的一个压力超过0pa并且另一个压力为0pa时,可以确定焊条400偏心,因此更换焊条400或执行端面研磨工序。
64.本发明所属领域的技术人员将理解,基于以上描述,在本发明的范围内可以进行各种应用和修改。
65.(附图标记的说明)
66.100:第一测量单元
67.110:第一接触部
68.120:第一支撑轴
69.200:第二测量单元
70.210:第二接触部
71.220:第二支撑轴
72.300:支撑模具
73.400:焊条
74.l1:第一接触部与第二接触部之间的距离
75.l2:焊条的直径
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1