一种汽车微波雷达支架快速检具和检测方法
:
1.本发明涉及汽车零部件检测技术领域,特别是涉及一种汽车微波雷达支架快速检具和检测方法。
背景技术:
2.汽车微波雷达是一种电学器具,它由电磁波往返时间,测得阻波物的距离。这种雷达通过汽车微波雷达支架安装在汽车车身上,雷达在支架上的安装精度直接影响到其测量精度。这对汽车微波雷达支架相关区域的空间位置提出更严格的要求。
3.如图8所示,汽车微波雷达支架设有主定位孔、次定位孔以及异形孔,其中主定位孔、次定位孔的位置,特别是异型孔相对主、副定位孔的位置,三个异型孔之间的相对位置都需要检测控制以满足装配和雷达性能的需求。现有技术中,大多通过三坐标测量上述孔的位置,即利用将被测零件放入三坐标测量机允许的测量空间范围内,精确地测出被测零件表面的点在空间三个坐标位置的数值,将这些点的坐标数值经过计算机处理,拟合形成测量元素,如圆、球、圆柱、圆锥、曲面等,经过数学计算的方法得出其形状、位置公差及其他几何量数据,这种检测方式效率低、成本高,无法满足批量检测的要求。
技术实现要素:
4.本发明所要解决的技术问题是现有技术汽车微波雷达支架的异形孔检测方式效率低、成本高,无法满足批量检测的要求,提供一种结构简单,操作方便,能够快速有效地检测雷达支架上孔的空间位置,满足批量检测的要求的汽车微波雷达支架快速检具和检测方法。
5.为实现上述目的,本发明提供一种汽车微波雷达支架快速检具,包括微波雷达支架本体和快速检具,所述快速检具包括底座、检具型体、仿形检测销、孔组检测工具、主定位销、次定位销以及把手,其中所述微波雷达支架通过主定位销和次定位销定位在检具型体上,所述检具型体的底部固定在底座上。
6.作为优选,所述检具型体主体部分为检具型面,所述检具型面的上表面外形根据所述微波雷达支架理论外形仿形设计,以便雷达支架能够放置在检具上而不与检具发生干涉。
7.进一步地,所述检具型面上设有用于引导主定位销的导向孔,且此孔为圆孔;所述检具型面上还设有用于引导次定位销6的导向孔,且此孔为“d”形孔;检具型面上还设有用于引导仿形检测销的导向孔,此孔为“d”形孔;所述检具型面上还均匀设有三个基准块,用于支撑雷达支架;所述基准块具有磁性,在磁力的作用下,所述微波雷达支架被吸在检具上,达到固定夹紧的功能。
8.进一步地,所述主定位销包括手柄a、定位轴a、导向轴a,其中定位轴a与导向轴a均为圆销,所述导向轴a与检具型体上的导向孔间隙配合,实现主定位销在检具型体上的导向与定位;所述定位轴a与微波雷达支架的主定位孔配合,实现微波雷达支架在检具上主定
位。
9.进一步地,所述次定位销包括手柄b、定位轴b、导向轴b,其中所述导向轴b为“d”形销,用于与检具型体上的“d”形导向孔间隙配合,实现次定位销b在检具型体上的导向与定位,所述定位轴b设计为长圆形销,便于与微波雷达支架的长圆形次定位孔配合,实现雷达支架在检具上次定位。
10.进一步地,所述仿形检测销包括手柄c、异型轴、导向轴c,所述导向轴c为“d”形销,用于与检具型体上的“d”形导向孔间隙配合,实现仿形检测销在检具型体上的导向与定位,所述异型轴的外形根据微波雷达支架上异型孔理论外形而仿形设计,其外形尺寸略小于异型孔的尺寸。
11.进一步地,所述孔组检测工具包括l板,l板上固定设置有三个检测轴,检测轴的外形根据微波雷达支架上异型孔理论外形而仿形设计,其外形尺寸略小于异型孔的尺寸。
12.本发明还提供另一种技术方案:一种权利要求1-7所述的汽车微波雷达支架快速检具的检测方法,包括如下步骤:
13.(1)孔径检测:采用常规通止规检测,合格后利用检具检测位置度,即把微波雷达支架放在检具上,依靠检具上的三个基准块支撑,调整微波雷达支架的位置使得微波雷达支架的主定位孔与次定位孔尽可能分别对准检具上的导向孔与导向孔,主定位销与次定位销分别对准微波雷达支架的主定位孔与次定位孔插入,若主定位销能插入主定位孔和导向孔,并且次定位销能插入次定位孔和导向孔,则主、次定位孔位置度合格,否则,为不合格;当这两个孔位置度合格后,依靠磁铁吸住雷达支架,这样就实现了雷达支架在检具上的定位与固定;
14.(2)异型孔位置度检测:仿形检测销插入雷达支架异型孔,若导向轴c通过导向孔,并且异型轴能够通过异型孔则为位置度合格,否则,为不合格;
15.(3)三个异型孔之间的相对位置检测:手持孔组检测工具的l板,三个检测轴(42)对准雷达支架的三个异型孔同时插入,若均能插入,则为三个异型孔之间的相对位置合格,否则,为不合格。
16.采用以上结构后与现有技术相比,本发明具有以下优点:本发明结构简单,操作方便,能够快速有效地检测雷达支架上孔的空间位置,满足批量检测的要求。
附图说明:
17.下面对本说明书各附图所表达的内容及图中的标记作简要说明
18.图1为一种汽车微波雷达支架快速检具示意图;
19.图2为检具型体示意图;
20.图3为主定位销示意图;
21.图4为次定位销示意图;
22.图5为仿形检测销示意图;
23.图6为孔组检测工具示意图;
24.图7为雷达支架在检具上检测时的示意图;
25.图8为汽车微波雷达支架示意图。
具体实施方式:
26.下面结合附图和具体实施方式对本发明作进一步说明:
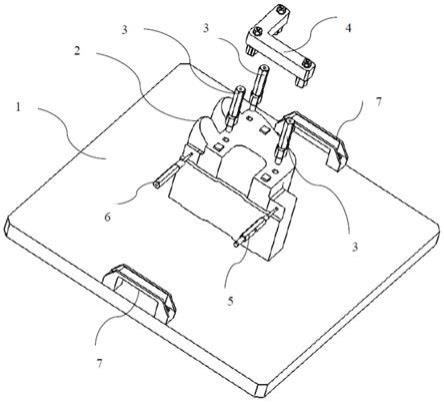
27.如图1所示,一种汽车微波雷达支架快速检具包括底座1、检具型体2、仿形检测销3(共3个)、孔组检测工具4、主定位销5、次定位销6、把手7(共2个),其中所述微波雷达支架通过主定位销5和次定位销6定位在检具型体上,所述检具型体2的底部固定在底座1上。
28.如图2所示,检具型体2主体部分为检具型面21。检具型面21的上表面外形根据微波雷达支架理论外形仿形设计,以便雷达支架能够放置在检具上而不与检具发生干涉。检具型面21底部固定在底座1上。检具型面21上设有用于引导主定位销5的导向孔22,此孔为圆孔。检具型面21上还设有用于引导次定位销6的导向孔23,此孔为“d”形孔。检具型面21上还设有用于引导仿形检测销3的导向孔25(共3个),此孔为“d”形孔。检具型面21上还均匀设有三个基准块24,用于支撑雷达支架。基准块具有磁性,在磁力的作用下,雷达支架被吸在检具上,达到固定夹紧的功能。
29.如图3所示,主定位销5主要分为三个部分:手柄a 51、定位轴a 52、导向轴a 53。定位轴a52与导向轴a53均为圆销。导向轴a 53与检具型体2上的导向孔22间隙配合,实现主定位销5在检具型体2上的导向与定位。定位轴a 52与微波雷达支架的主定位孔配合,实现雷达支架在检具上主定位。
30.如图4所示,次定位销6主要分为三个部分:手柄b61、定位轴b62、导向轴b63。导向轴b63为“d”形销,用于与检具型体2上的“d”形导向孔23间隙配合,实现次定位销6在检具型体2上的导向与定位(位置唯一,不存在转动)。定位轴b62设计为长圆形销,便于与雷达支架的长圆形次定位孔配合,实现雷达支架在检具上次定位。
31.如图5所示,仿形检测销3主要分为三个部分:手柄c31、异型轴32、导向轴c33。导向轴c33为“d”形销,用于与检具型体2上的“d”形导向孔25间隙配合,实现仿形检测销3在检具型体2上的导向与定位(位置唯一,不存在转动)。异型轴32的外形根据雷达支架上异型孔理论外形而仿形设计,其外形尺寸略小于异型孔的尺寸,相当于把异型孔缩小,具体缩小量由异型孔的位置度公差来确定。异型轴32用于检测异型孔的位置度是否满足设计要求。
32.如图6所示,孔组检测工具4包括l板41,l板41上固定设置有三个检测轴42,检测轴42的外形根据雷达支架上异型孔理论外形而仿形设计,其外形尺寸略小于异型孔的尺寸,相当于把异型孔缩小,具体缩小量由“三个异型孔之间的相对位置度公差”来确定。检测轴42用于检测“三个异型孔之间的相对位置度”是否满足设计要求。
33.结合图1~8,一种汽车微波雷达支架快速检具检测方法如下:
34.(1)孔径检测:采用常规通止规检测。合格后利用检具检测位置度,方法如下:把雷达支架放在检具上,依靠检具上的三个基准块24支撑,调整雷达支架的位置使得雷达支架的主定位孔与次定位孔尽可能分别对准检具上的导向孔22与导向孔23,主定位销5与次定位销6分别对准雷达支架的主定位孔与次定位孔插入。若主定位销5能插入主定位孔和导向孔22,并且次定位销6能插入次定位孔和导向孔23,则主、次位孔位置度合格,否则,为不合格。当这两个孔位置度合格后,依靠磁铁吸住雷达支架,这样就实现了雷达支架在检具上的定位与固定。
35.(2)异型孔位置度检测:仿形检测销3插入雷达支架异型孔,若导向轴33通过导向孔25,并且异型轴32能够通过异型孔则为位置度合格,否则,为不合格。
36.(3)三个异型孔之间的相对位置检测:手持孔组检测工具4的l板41,三个检测轴42对准雷达支架的三个异型孔同时插入,若均能插入,则为三个异型孔之间的相对位置合格,否则,为不合格。
37.以上仅就本发明较佳的实施例作了说明,但不能理解为是对权利要求的限制。凡是利用本发明说明书及附图内容所做的等效结构或等效流程变换,均包括在本发明的专利保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1