医用缝合线线径自动测试仪及其测试方法与流程
1.本发明涉及线径自动测试仪领域,具体是医用缝合线线径自动测试仪及其测试方法。
背景技术:
2.随着科学技术的发展,自动检测技术已在我国广泛使用,医疗水平的不断提高,各种新型医用材料也越来越多的被采用.可吸收性外科缝线目前在创伤缝合上大量采用,其质量的好坏关系到广大患者的切身利益,因此利用检测仪器来对这些缝线进行检测足很有必要的。
3.但是现有的医用缝合线线径测量时,自动化程度低,测量过程中,控制缝合线旋转时,精度较低,而且不能对缝合线的抗拉性能进行测量。因此,本领域技术人员提供了医用缝合线线径自动测试仪及其测试方法,以解决上述背景技术中提出的问题。
技术实现要素:
4.本发明的目的在于提供医用缝合线线径自动测试仪及其测试方法,以解决上述背景技术中提出的问题。
5.为实现上述目的,本发明提供如下技术方案:
6.医用缝合线线径自动测试仪,包括底座板,所述底座板上方一侧设置有测量位丝杠调节机构,所述测量位丝杠调节机构一侧设置有与平行设置的九十度调节位丝杠调节机构,所述测量位丝杠调节机构上的滑移组件上方通过螺钉安装有线径测量组件,所述线径测量组件外围设置有测量防护罩,所述九十度调节位丝杠调节机构上的滑移组件上通过螺钉安装有滑移底座,所述滑移底座上方通过螺钉连接有缝合线拉紧调节机构,所述缝合线拉紧调节机构外围设置有与所述滑移底座通过螺钉连接的支撑罩,所述底座板另一端中部设置有缝合线旋转测力组件,所述缝合线旋转测力组件外围设置有防护罩壳,所述防护罩壳一侧壁上开设有过孔。
7.作为本发明进一步的方案:所述防护罩壳顶端通过螺钉连接有打印机,所述防护罩壳一侧壁上通过螺钉安装有控制器,所述防护罩壳背部一侧设置有电源开关、电源插头和急停按钮,所述电源开关、所述电源插头以及所述急停按钮与所述防护罩壳均通过螺钉连接。
8.作为本发明进一步的方案:所述底座板底部外围通过螺钉安装有可调支撑脚,所述测量位丝杠调节机构以及所述九十度调节位丝杠调节机构与所述底座板均通过螺栓连接,所述测量位丝杠调节机构以及所述九十度调节位丝杠调节机构均自带用于带动丝杠转动的伺服电机。
9.作为本发明进一步的方案:所述缝合线拉紧调节机构包括电机支撑座一、设置在所述的电机支撑座一一侧的转动支撑座一、设置在所述电机支撑座一一侧的旋转舵机一、设置在所述转动支撑座一内部的旋转轴一、设置在所述旋转轴一远离所述旋转舵机一侧的
夹线基板一、设置在所述夹线基板一侧底部的两个导向柱一、设置在所述导向柱一另一端外围的活动夹板一和设置在所述活动夹板一上位于两个所述导向柱一中部的锁定螺钉一。
10.作为本发明进一步的方案:所述旋转舵机一与所述旋转轴一通过联轴器连接,所述旋转轴一与所述转动支撑座一通过轴承连接,所述夹线基板一与所述旋转轴一通过螺钉连接,所述导向柱一与所述活动夹板一滑动连接,所述锁定螺钉一与所述夹线基板一通过螺纹连接,且所述活动夹板一上位于锁定螺钉一外围开设有活动孔。
11.作为本发明进一步的方案:所述线径测量组件包括横向滑座板、设置在所述横向滑座板上方一侧的竖向丝杠传动机构、设置在所述竖向丝杠传动机构顶端的升降调节电机、设置在所述竖向丝杠传动机构一侧滑移组件上的竖向滑座、设置在所述竖向滑座一侧的千分表卡座、设置在所述千分表卡座上的电子千分表、设置在所述千分表卡座上的锁紧螺钉、设置在所述横向滑座板一侧的称重传感器、固定在所述千分表卡座上的压脚杆和固定在所述压脚杆上与所述电子千分表紧挨的支撑盘。
12.作为本发明进一步的方案:所述升降调节电机与所述竖向丝杠传动机构上的丝杠通过键连接,所述横向滑座板与所述竖向丝杠传动机构通过螺钉连接,所述电子千分表与所述千分表卡座通过锁紧螺钉进行固定,所述横向滑座板与所述称重传感器通过螺钉连接。
13.作为本发明进一步的方案:所述缝合线旋转测力组件包括电机支撑座二、设置在所述电机支撑座二一侧的转动支撑座二、设置在所述电机支撑座二一侧的旋转舵机二、设置在所述转动支撑座二内部的旋转轴二、设置在所述旋转轴二一端部的拉力传感器、设置在所述拉力传感器一侧的夹线基板二、设置在所述夹线基板二侧底部的两个导向柱二、设置在所述导向柱二另二端外围的活动夹板二和设置在所述活动夹板二上位于两个所述导向柱二中部的锁定螺钉二。
14.作为本发明进一步的方案:所述旋转舵机二与所述旋转轴二通过联轴器连接,所述旋转轴二与所述转动支撑座二通过轴承连接,所述夹线基板二以及所述旋转轴二与所述拉力传感器均通过螺钉连接,所述导向柱二与所述活动夹板二滑动连接,所述锁定螺钉二与所述夹线基板二通过螺纹连接,且所述活动夹板二上位于锁定螺钉二外围开设有活动孔,所述夹线基板一以及所述夹线基板二上均开设有锁紧防滑槽。
15.医用缝合线线径自动测试仪的测试方法,包括如下步骤:
16.s101、在使用此设备时,先将外部的电源插线插入到所述电源插头内部,通过所述电源开关开启此装置,使其进入运行状态;
17.s102、然后通过所述控制器控制所述九十度调节位丝杠调节机构端部的伺服电机工作,带动所述缝合线拉紧调节机构动作,使得所述缝合线拉紧调节机构与所述缝合线旋转测力组件之间的距离与需要测量的缝合线长度匹配,然后通过转动所述锁定螺钉一和所述锁定螺钉二,将缝合线的两端部卡紧在夹线基板一和活动夹板一和夹线基板二和活动夹板二之间;
18.s103、然后调节所述线径测量组件中的千分表卡座,将电子千分表的测量针头对准缝合线,然后通过所述锁紧螺钉进行固定;
19.s104、在测量过程中,可以通过所述控制器控制所述九十度调节位丝杠调节机构端部的伺服电机工作,带动所述缝合线拉紧调节机构动作,将缝合线拉紧,所述拉力传感器
可以实时的测量缝合线的抗拉性能;
20.s105、通过所述控制器控制所述旋转舵机一和所述旋转舵机二旋转一定的角度,然后通过所述电子千分表实时的测量各个不同角度出的测量位高度,实现对线的四分之一处点位,0度测,90度测;二分之一处点位,0度测,90度测;四分之三处点位,0度测,90度测,避免人为检测产生的误差,即得出缝合线上同一截面上不同的三个点尺寸坐标,可以换算出缝合线的直径尺寸,进而实现对缝合线的线径进行快速测量。
21.与现有技术相比,本发明的有益效果是:
22.本发明可以实现对缝合线直径的自动化测量,效率极高,通过舵机实现对缝合线的旋转调节,调节角度更加精准,且可以大大的节省成本,而且可以通过拉力传感器实时的测量缝合线的拉紧力,对其抗拉强度进行测量,测量范围广,极其实用,通过称重传感器实时的检测压紧力,代替现有的采用砝码施加压力时操作不便的问题,自动化程度高,测量时实现对线的四分之一处点位,0度测,90度测;二分之一处点位,0度测,90度测;四分之三处点位,0度测,90度测,避免人为检测产生的误差,测量精度高。
附图说明
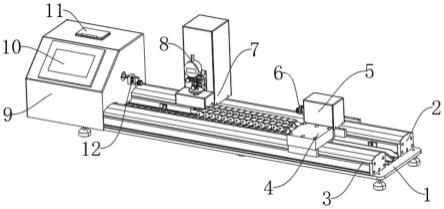
23.图1为本发明的结构示意图;
24.图2为本发明的背视结构图;
25.图3为本发明的爆炸视图一;
26.图4为本发明的爆炸视图二;
27.图5为本发明中a处的局部放大图;
28.图6为本发明中b处的局部放大图;
29.图7为本发明中c处的局部放大图。
30.图中:1、底座板;2、测量位丝杠调节机构;3、九十度调节位丝杠调节机构;4、滑移底座;5、支撑罩;6、缝合线拉紧调节机构;601、电机支撑座一;602、转动支撑座一;603、旋转舵机一;604、旋转轴一;605、夹线基板一;606、活动夹板一;607、导向柱一;608、锁定螺钉一;7、测量防护罩;8、线径测量组件;801、横向滑座板;802、竖向丝杠传动机构;803、竖向滑座;804、升降调节电机;805、千分表卡座;806、电子千分表;807、锁紧螺钉;808、称重传感器;809、压脚杆;810、支撑盘;9、防护罩壳;10、控制器;11、打印机;12、缝合线旋转测力组件;1201、电机支撑座二;1202、转动支撑座二;1203、旋转舵机二;1204、旋转轴二;1205、拉力传感器;1206、夹线基板二;1207、活动夹板二;1208、导向柱二;1209、锁定螺钉二;13、过孔;14、电源开关;15、电源插头;16、急停按钮。
具体实施方式
31.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
32.请参阅图1~7,本发明实施例中,医用缝合线线径自动测试仪,包括底座板1,底座板1上方一侧设置有测量位丝杠调节机构2,测量位丝杠调节机构2一侧设置有与平行设置
的九十度调节位丝杠调节机构3,测量位丝杠调节机构2上的滑移组件上方通过螺钉安装有线径测量组件8,线径测量组件8外围设置有测量防护罩7,九十度调节位丝杠调节机构3上的滑移组件上通过螺钉安装有滑移底座4,滑移底座4上方通过螺钉连接有缝合线拉紧调节机构6,缝合线拉紧调节机构6外围设置有与滑移底座4通过螺钉连接的支撑罩5,底座板1另一端中部设置有缝合线旋转测力组件12,缝合线旋转测力组件12外围设置有防护罩壳9,防护罩壳9一侧壁上开设有过孔13。
33.其中,防护罩壳9顶端通过螺钉连接有打印机11,防护罩壳9一侧壁上通过螺钉安装有控制器10,防护罩壳9背部一侧设置有电源开关14、电源插头15和急停按钮16,电源开关14、电源插头15以及急停按钮16与防护罩壳9均通过螺钉连接,电源插头15与外部电源进行连接,急停按钮16可以在应急时候紧急停机操作,打印机11可以将测量的数据进行书面打印,方便查看。
34.其中,底座板1底部外围通过螺钉安装有可调支撑脚,测量位丝杠调节机构2以及九十度调节位丝杠调节机构3与底座板1均通过螺栓连接,测量位丝杠调节机构2以及九十度调节位丝杠调节机构3均自带用于带动丝杠转动的伺服电机,伺服电机可以带动测量位丝杠调节机构2以及九十度调节位丝杠调节机构3进行动作。
35.其中,缝合线拉紧调节机构6包括电机支撑座一601、设置在的电机支撑座一601一侧的转动支撑座一602、设置在电机支撑座一601一侧的旋转舵机一603、设置在转动支撑座一602内部的旋转轴一604、设置在旋转轴一604远离旋转舵机一603侧的夹线基板一605、设置在夹线基板一605侧底部的两个导向柱一607、设置在导向柱一607另一端外围的活动夹板一606和设置在活动夹板一606上位于两个导向柱一607中部的锁定螺钉一608,旋转舵机一603与旋转轴一604通过联轴器连接,旋转轴一604与转动支撑座一602通过轴承连接,夹线基板一605与旋转轴一604通过螺钉连接,导向柱一607与活动夹板一606滑动连接,锁定螺钉一608与夹线基板一605通过螺纹连接,且活动夹板一606上位于锁定螺钉一608外围开设有活动孔,可以通过旋转锁定螺钉一608,带动活动夹板一606沿着导向柱一607滑动,通过活动夹板一606和夹线基板一605将缝合线进行夹紧,操作方便,极其快捷,通过设置旋转舵机一603带动旋转轴一604转动,实现对缝合线的旋转调节,通过舵机实现对缝合线的旋转调节,调节角度更加精准,且可以大大的节省成本。
36.其中,线径测量组件8包括横向滑座板801、设置在横向滑座板801上方一侧的竖向丝杠传动机构802、设置在竖向丝杠传动机构802顶端的升降调节电机804、设置在竖向丝杠传动机构802一侧滑移组件上的竖向滑座803、设置在竖向滑座803一侧的千分表卡座805、设置在千分表卡座805上的电子千分表806、设置在千分表卡座805上的锁紧螺钉807、设置在横向滑座板801一侧的称重传感器808、固定在千分表卡座805上的压脚杆809和固定在压脚杆809上与电子千分表806紧挨的支撑盘810,升降调节电机804与竖向丝杠传动机构802上的丝杠通过键连接,横向滑座板801与竖向丝杠传动机构802通过螺钉连接,电子千分表806与千分表卡座805通过锁紧螺钉807进行固定,横向滑座板801与称重传感器808通过螺钉连接,可以通过调节线径测量组件8中的千分表卡座805,将电子千分表806的测量针头对准缝合线,然后通过锁紧螺钉807进行固定,在不使用电子百分表时,可以通过控制器10控制升降调节电机804带动竖向丝杠传动机构802动作,使得所述压脚杆将缝合线压紧,可以通过称重传感器实时的检测压紧力,代替现有的采用砝码施加压力时操作不便的问题,自
动化程度高,自动完成。
37.其中,缝合线旋转测力组件12包括电机支撑座二1201、设置在电机支撑座二1201一侧的转动支撑座二1202、设置在电机支撑座二1201一侧的旋转舵机二1203、设置在转动支撑座二1202内部的旋转轴二1204、设置在旋转轴二1204一端部的拉力传感器1205、设置在拉力传感器1205一侧的夹线基板二1206、设置在夹线基板二1206侧底部的两个导向柱二1208、设置在导向柱二1208另二端外围的活动夹板二1207和设置在活动夹板二1207上位于两个导向柱二1208中部的锁定螺钉二1209,旋转舵机二1203与旋转轴二1204通过联轴器连接,旋转轴二1204与转动支撑座二1202通过轴承连接,夹线基板二1206以及旋转轴二1204与拉力传感器1205均通过螺钉连接,导向柱二1208与活动夹板二1207滑动连接,锁定螺钉二1209与夹线基板二1206通过螺纹连接,且活动夹板二1207上位于锁定螺钉二1209外围开设有活动孔,夹线基板一605以及夹线基板二1206上均开设有锁紧防滑槽,可以通过旋转锁定螺钉二1209,带动活动夹板二1207沿着导向柱二1208滑动,通过活动夹板二1207和夹线基板二1206将缝合线进行夹紧,操作方便,极其快捷,通过设置旋转舵机二1203带动旋转轴二1204转动,实现对缝合线的旋转调节,通过舵机实现对缝合线的旋转调节,调节角度更加精准,且可以大大的节省成本,而且可以通过拉力传感器1205实时的测量缝合线的拉紧力,对其抗拉强度进行测量,测量范围广,极其实用。
38.医用缝合线线径自动测试仪的测试方法,包括如下步骤:
39.s101、在使用此设备时,先将外部的电源插线插入到电源插头15内部,通过电源开关14开启此装置,使其进入运行状态;
40.s102、然后通过控制器10控制九十度调节位丝杠调节机构3端部的伺服电机工作,带动缝合线拉紧调节机构6动作,使得缝合线拉紧调节机构6与缝合线旋转测力组件12之间的距离与需要测量的缝合线长度匹配,然后通过转动锁定螺钉一608和锁定螺钉二1209,将缝合线的两端部卡紧在夹线基板一605和活动夹板一606和夹线基板二1206和活动夹板二1207之间;
41.s103、然后调节线径测量组件8中的千分表卡座805,将电子千分表806的测量针头对准缝合线,然后通过锁紧螺钉807进行固定;
42.s104、在测量过程中,可以通过控制器10控制九十度调节位丝杠调节机构3端部的伺服电机工作,带动缝合线拉紧调节机构6动作,将缝合线拉紧,拉力传感器1205可以实时的测量缝合线的抗拉性能;
43.s105、通过控制器10控制旋转舵机一603和旋转舵机二1203旋转一定的角度,然后通过电子千分表806实时的测量各个不同角度出的测量位高度,实现对线的四分之一处点位,0度测,90度测;二分之一处点位,0度测,90度测;四分之三处点位,0度测,90度测,避免人为检测产生的误差,即得出缝合线上同一截面上不同的三个点尺寸坐标,可以换算出缝合线的直径尺寸,进而实现对缝合线的线径进行快速测量。
44.本实施例中,可以实现对缝合线直径的自动化测量,效率极高。
45.以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1