回转窑托轮安装调整的测量辅具及其测量方法与流程
1.本发明涉及回转窑安装技术领域,具体涉及一种回转窑托轮安装调整的测量辅具及其测量方法。
背景技术:
2.回转窑是有气体流动、燃料燃烧、热量传递和物料运动等过程所组成的大型回转设备,如图1所示,回转窑主要由窑体1,齿圈2、托轮3、托圈4等部分组成,托圈4与齿圈2固定在窑体1上,托圈4及窑体1支撑在托轮3上,正常工作时电机带动齿圈2和窑体1进行转动,窑体1上的托圈4与托轮3接触转动,因此托轮3在整个系统中不仅起着支撑窑体作用,而且还起到了限位作用,保障了窑体的平稳转动。回转窑虽然在各行业中运用广泛,常常出现以下问题:
3.1、回转窑因托轮3自身中心线偏差导致窑体1产生轴向力,出现的窜动问题,需检查确定托轮中心线与窑体是否平行;
4.2、回转窑因前后托轮3中心线偏差导致窑体1产生轴向力,出现的窜动问题,需检查前后托轮3中心线是否共线;
5.3、一般新托辊安装是依靠底座中心放线进行定位安装,但因精准度低,不能一次确保安装到位,往往后期需要进行多次调整,费时耗力。
6.因窑体1及窑内物料都较重,窜动过程中产生的轴向力很大,使得设备安装调试及维护较难,因此托轮3的安装及检测的精准度尤为重要。
技术实现要素:
7.本发明的一个目的是提供一种能够方便、准确地检测托轮辊面中心线与窑体中心线平行度的回转窑托轮安装调整的测量辅具。
8.为了实现上述目的,本发明采用的技术方案为:一种回转窑托轮安装调整的测量辅具,底座上设置螺杆,螺杆的杆芯为铅垂方向布置,螺杆上螺纹连接有滑块,滑块上设置有检测板,所述的检测板整体呈y形,包括长度方向位于水平方向的固定板,固定板上设置有数字水平仪,固定板的一端向外延伸有夹角式布置的上卡板和下卡板,固定板上还设置有游标卡尺。
9.本发明的另一个目的是提供一种准确地检测托轮辊面中心线与窑体中心线平行度的回转窑托轮安装调整的测量方法。
10.为了实现上述目的,本发明采用的技术方案为:回转窑托轮安装调整的测量辅具的测量方法,包括以下步骤:
11.a)根据托轮高度通过电机驱动螺杆周向转动调节滑块的高度,将检测板放在连接板的卡槽内,推动检测板靠近托轮直至上卡板和下卡板的检测面与托轮表面接触;
12.b)微调检测板的位置使得数字水平仪显示水平,此时即保证检测板在量任一托轮时对称中心线延长线经过托轮圆心;
13.c)依照窑体底座中心点架好全站仪,并使用全站仪查看前、后托轮处游标卡尺上的数据x、y;
14.d)依照x和y差值指导安装调整托轮的位置,保证前后两托轮托轮轮面共线。
15.上述方案中,通过检测板的上卡板、下卡板和数字水平仪来测量托轮辊面的中心线,当上卡板、下卡板同时与托轮辊面接触且数字水平仪显示水平时,说明托轮的中心线与窑体中心线平行,然后在通过观察游标卡尺位置情况来确认前、后托轮中心线是否共线,如果前后游标卡尺上的数字相同,说明前、后托轮中心线共线,反之不共线,但是可以根据前后游标卡尺的差值来调整,可有效解决大型回转窑支撑托轮安装调整偏差问题。
附图说明
16.图1为回转窑的结构示意图;
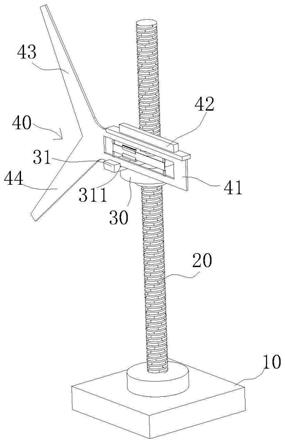
17.图2、图3为安装辅具的整体结构示意图;
18.图4为检测板的结构示意图;
19.图5为安装辅具使用状态示意图;
20.图6为测量示意图。
具体实施方式
21.如图2-图4所示,一种回转窑托轮安装调整的测量辅具,底座10上设置螺杆20,螺杆20的杆芯为铅垂方向布置,螺杆20上螺纹连接有滑块30,滑块30上设置有检测板40,所述的检测板40整体呈y形,包括长度方向位于水平方向的固定板41,固定板41上设置有数字水平仪42,固定板41的一端向外延伸有夹角式布置的上卡板43和下卡板44,固定板41上还设置有游标卡尺45。因配套的托轮3外圆加工面偏差小可忽略,在安装调试过程中若能够有效检测单个托轮3辊面与窑体1中心线平行,则该托轮3安装位置更为准确,同理若检测出前后托轮3轮面共线,则前后托轮3中心线也共线,因此通过检测板40的上卡板43、下卡板44和数字水平仪42来测量托轮3辊面的中心线,当上卡板43、下卡板44同时与托轮3辊面接触且数字水平仪42显示水平时,说明托轮3的中心线与窑体1中心线平行,然后在通过观察游标卡尺45位置情况来确认前、后托轮3中心线是否共线,如果前后游标卡尺45上的数字相同,说明前、后托轮3中心线共线,反之不共线,但是可以根据前后游标卡尺45的差值来调整,可有效解决大型回转窑支撑托轮3安装调整偏差问题。
22.由于人是从固定板41的上方来观察数字水平仪42的,为了方便观察,固定板41的板面位于铅垂方向布置,数字水平仪42固定在固定板41的上表面,固定板41的中部沿其长度方向开设有条形孔411,所述的游标卡尺45设置在该有条形孔411内,数字水平仪42与传统水平仪相比更加精确,进一步减小误差。
23.优选的,上卡板43和下卡板44相对于固定板41的水平中心线对称布置,上卡板43和下卡板44的夹角为钝角,上卡板43和下卡板44的检测面能够同时与托轮3的外表面贴靠,所述的固定板41、上卡板43和下卡板44位于同一铅垂面内。检测板40上起主要作用的三个面(图中a、b、c面)需加工打磨,表面粗糙度为6.3,其直线度及平面度要求都为0.05;a、b两面主要与圆形托辊面接触,c面固定数字水平仪42。
24.为了便于收纳,将检测板40和滑块30设置成可拆卸式的,滑块30上固定连接有连
接板31,连接板31的板面位于水平面内,连接板31的一端向外悬伸且悬置端的上板面开设有卡槽311,卡槽311为开口向上的u形槽状且槽长与连接板31的长度方向垂直,固定板41的下板边卡置于卡槽311内构成可拆卸式连接。连接板31可以沿着卡槽311的槽长方向移动,使之用以调整托轮3的位置。
25.底座10内设置有电机,电机驱动螺杆20周向转动,丝杆螺杆20转动通过底座10内部的直流电机驱动带轮实现,简便快捷。
26.游标卡尺45的两面均刻有刻度,使得设备在测量左右两侧托轮3时都能很好使用,避免因为托轮3位置反向时设备需要倒置的情况,且游标卡尺45较普通钢板尺读数更加精确。
27.如图5、图6所示,回转窑托轮安装调整的测量辅具的测量方法,包括以下步骤:
28.a)根据托轮3高度通过电机驱动螺杆20周向转动调节滑块30的高度,将检测板40放在连接板31的卡槽311内,推动检测板40靠近托轮3直至上卡板43和下卡板44的检测面与托轮3表面接触;
29.b)微调检测板40的位置使得数字水平仪42显示水平,此时即保证检测板40在量任一托轮3时对称中心线延长线经过托轮3圆心;
30.c)依照窑体1底座中心点架好全站仪,并使用全站仪查看前、后托轮3处游标卡尺45上的数据x、y;
31.d)依照x和y差值指导安装调整托轮3的位置,保证前后两托轮托轮3轮面共线。
32.上述测量辅具应用于大型回转窑的安装及日常维护,测量简单,误差控制精度高,有效解决了回转窑异常窜动情况,保证了设备的稳定性能。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1