识别造成玻璃瓶缺陷的制瓶机夹头的识别方法及识别装置与流程
1.本公开涉及制瓶机技术领域,具体地,涉及一种识别造成玻璃瓶缺陷的制瓶机夹头的识别方法及识别装置。
背景技术:
2.在玻璃瓶的制造过程中,玻璃瓶可能会产生拉底、歪肩、斜底、波浪底等缺陷,然而作为一种商品,这些缺陷都不被允许。产生这些缺陷的原因有很多,制瓶机夹头是造成的这些缺陷的主要原因之一。现有技术中,一般是通过人工检测的方式对夹头进行直接检测,然而,由于夹头的缺陷(如缺陷位于夹头内侧、夹头出现轻微变形、夹头的位置未完全归零等)不易被人工检测发现,在采用人工的方式对夹头进行检测的过程中,存在对缺陷夹头的错检、漏检的问题。
技术实现要素:
3.本公开的目的是提供一种识别造成玻璃瓶缺陷的制瓶机夹头的识别方法及识别装置,以解决相关技术中存在的技术问题。
4.为了实现上述目的,根据本公开的第一个方面,提供一种识别造成玻璃瓶缺陷的制瓶机夹头的识别方法,所述识别方法包括:
5.获取玻璃瓶的图像信息;
6.根据所述玻璃瓶的图像信息,判断所述玻璃瓶是否有缺陷;
7.若所述玻璃瓶有缺陷,则确定夹取该玻璃瓶的制瓶机夹头为缺陷夹头。
8.可选地,所述识别方法还包括:
9.依次对经过制瓶机夹头夹取后的玻璃瓶进行计数,并将每一玻璃瓶对应的计数作为玻璃瓶的编号;
10.确定夹取该玻璃瓶的制瓶机夹头为缺陷夹头,包括:
11.根据制瓶机夹头的总数量、各制瓶机夹头夹取玻璃瓶的顺序以及该玻璃瓶对应的编号,确定夹取该玻璃瓶的制瓶机夹头,并将该制瓶机夹头确定为缺陷夹头。
12.可选地,所述识别方法应用于识别装置,所述识别装置包括位置传感器、与所述位置传感器相连的计数器以及相机;
13.所述获取玻璃瓶的图像信息包括:
14.响应于所述位置传感器检测到经过制瓶机夹头夹取后的玻璃瓶,触发所述相机对所述玻璃瓶进行拍摄;
15.依次对经过制瓶机夹头夹取后的玻璃瓶进行计数,并将每一玻璃瓶对应的计数作为玻璃瓶的编号,包括:
16.响应于所述位置传感器检测到经过制瓶机夹头夹取后的玻璃瓶,触发所述计数器进行计数,并将每一玻璃瓶对应的计数作为玻璃瓶的编号。
17.可选地,所述图像信息包括:相机针对所述玻璃瓶的瓶口、瓶颈、瓶身以及瓶底中
的至少两者拍摄的图像信息。
18.可选地,所述识别方法还包括:将被确定为缺陷夹头的制瓶机夹头推出制瓶机。
19.根据本公开的第二个方面,提供一种识别造成玻璃瓶缺陷的制瓶机夹头的识别装置,包括控制器和相机,所述识别装置具有拍摄工位,所述相机设置在所述拍摄工位处,所述相机用于对到达所述拍摄工位的玻璃瓶进行拍摄,所述控制器与所述相机电连接,所述控制器用于:
20.获取所述相机拍摄的玻璃瓶的图像信息;
21.根据所述玻璃瓶的图像信息,判断所述玻璃瓶是否有缺陷;
22.若所述玻璃瓶有缺陷,则确定夹取该玻璃瓶的制瓶机夹头为缺陷夹头。
23.可选地,所述识别装置还包括计数器,所述计数器与所述控制器电连接,所述计数器用于对经过所述拍摄工位的玻璃瓶进行计数;
24.所述控制器用于:
25.将每一玻璃瓶对应的计数作为玻璃瓶的编号;
26.根据制瓶机夹头的总数量、各制瓶机夹头夹取玻璃瓶的顺序以及该玻璃瓶对应的编号,确定夹取该玻璃瓶的制瓶机夹头,并将该制瓶机夹头确定为缺陷夹头。
27.可选地,所述识别装置还包括位置传感器,所述位置传感器用于检测所述玻璃瓶是否到达所述拍摄工位,所述位置传感器与所述控制器电连接;
28.所述控制器用于:
29.在所述位置传感器检测到所述玻璃瓶到达所述拍摄工位时,控制所述相机对所述玻璃瓶进行拍摄,并控制所述计数器进行计数。
30.可选地,所述拍摄工位包括第一拍摄工位和第二拍摄工位,所述相机包括瓶底相机、瓶脖相机、瓶身相机以及瓶口相机,所述瓶底相机用于对所述玻璃瓶的瓶底进行拍摄,所述瓶脖相机用于对所述玻璃瓶的瓶脖进行拍摄,所述瓶身相机用于对所述玻璃瓶的瓶身进行拍摄,所述瓶口相机用于对所述玻璃瓶的瓶口进行拍摄,所述瓶底相机和所述瓶脖相机设置在所述第一拍摄工位,所述瓶口相机和所述瓶身相机设置在所述第二拍摄工位;
31.所述位置传感器包括第一位置传感器和第二位置传感器,所述第一位置传感器用于检测所述玻璃瓶是否到达所述第一拍摄工位,所述第二位置传感器用于检测所述玻璃瓶是否到达所述第二拍摄工位;
32.所述控制器用于:
33.在所述第一位置传感器检测到所述玻璃瓶到达所述第一拍摄工位时,控制所述瓶底相机和所述瓶脖相机对所述玻璃瓶进行拍摄;在所述第二位置传感器检测到所述玻璃瓶到达所述第二拍摄工位时,控制所述瓶口相机和所述瓶身相机对所述玻璃瓶进行拍摄,并控制所述计数器进行计数。
34.可选地,所述识别装置还包括电机,所述电机与所述控制器电连接,所述控制器用于:
35.控制所述电机将被确定为缺陷夹头的制瓶机夹头推出制瓶机。
36.通过上述技术方案,能够根据玻璃瓶的图像信息,快速判断出玻璃瓶是否具有缺陷,然后再通过玻璃瓶来确定夹取玻璃瓶的制瓶机夹头是否为缺陷夹头,也就是说,根据玻璃瓶的图像信息来实现对夹头的间接检测,无需直接对夹头进行检测,可以避免对夹头造
成的漏检、错检的情况,检测结果的可靠性更高。
37.本公开的其他特征和优点将在随后的具体实施方式部分予以详细说明。
附图说明
38.附图是用来提供对本公开的进一步理解,并且构成说明书的一部分,与下面的具体实施方式一起用于解释本公开,但并不构成对本公开的限制。在附图中:
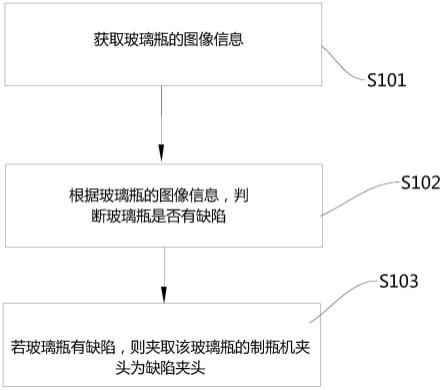
39.图1是本公开一种示例性实施方式提供的识别造成玻璃瓶缺陷的制瓶机夹头的识别方法的流程示意图;
40.图2是本公开另一种示例性实施方式提供的识别造成玻璃瓶缺陷的制瓶机夹头的识别方法的流程示意图;
41.图3是本公开一种示例性实施方式提供的识别造成玻璃瓶缺陷的制瓶机夹头的识别装置的结构示意图;
42.图4是本公开一种示例性实施方式提供的识别造成玻璃瓶缺陷的制瓶机夹头的控制器与相机、电机以及位置传感器的连接示意图。
43.附图标记说明
44.1-控制器;10-相机;11-瓶底相机;12-瓶脖相机;13-瓶身相机;14-瓶口相机;20-计数器;30-位置传感器;31-第一位置传感器;32-第二位置传感器;40-电机;50-玻璃瓶;60第一拍摄工位;70-第二拍摄工位;80-第一光源;81-第二光源;82-第三光源。
具体实施方式
45.以下结合附图对本公开的具体实施方式进行详细说明。应当理解的是,此处所描述的具体实施方式仅用于说明和解释本公开,并不用于限制本公开。
46.在本公开中,在未作相反说明的情况下,使用的方位词如在本公开中,在未作相反说明的情况下,使用的方位词如“远、近”是指以距离具体结构的远、近为基准进行定义的。“内、外”是指相应结构或部件轮廓的内、外。
47.参考图1-4图所示,根据本公开的第一个方面,提供一种识别造成玻璃瓶缺陷的制瓶机夹头的识别方法,识别方法包括:
48.s101、获取玻璃瓶50的图像信息;
49.s102、根据玻璃瓶50的图像信息,判断玻璃瓶50是否有缺陷;
50.s103、若玻璃瓶50有缺陷,则确定夹取该玻璃瓶50的制瓶机夹头为缺陷夹头。
51.通过上述技术方案,能够根据玻璃瓶50的图像信息,快速判断出玻璃瓶50是否具有缺陷,然后再通过玻璃瓶50来确定夹取玻璃瓶50的制瓶机夹头是否为缺陷夹头,也就是说,根据玻璃瓶50的图像信息来实现对夹头的间接检测,无需直接对夹头进行人工检测,可以避免对夹头造成漏检、错检的情况,检测结果的可靠性更高。
52.为了确定夹取玻璃瓶50并导致该玻璃瓶50缺陷的制瓶机夹头为缺陷夹头,可选地,上述识别方法还包括:
53.依次对经过制瓶机夹头夹取后的玻璃瓶50进行计数,并将每一玻璃瓶50对应的计数作为玻璃瓶50的编号;
54.确定夹取该玻璃瓶50的制瓶机夹头为缺陷夹头,可以包括:
55.根据制瓶机夹头的总数量、各制瓶机夹头夹取玻璃瓶50的顺序以及该玻璃瓶50对应的编号,确定夹取该玻璃瓶50的制瓶机夹头,并将该制瓶机夹头确定为缺陷夹头。
56.通过对制瓶机夹头夹取后的玻璃瓶50进行计数、编号,以及根据制瓶机夹头的总数量、各制瓶机夹头夹取玻璃瓶50的顺序以及该玻璃瓶50对应的编号,可以在根据玻璃瓶50的图像信息确认了玻璃瓶50是否有缺陷后,找到与具有缺陷的玻璃瓶50相对应(即夹取了有缺陷的玻璃瓶50)的制瓶机夹头,从而在确认玻璃瓶50是否有缺陷的同时,即可获取缺陷夹头的信息,一方面,能够快速识别并找到缺陷夹头,提高识别效率及准确率,另一方面,还能减少或避免经该缺陷夹头加工后形成的有缺陷的玻璃瓶50流入到下一道工序,增加玻璃品的合格率。
57.可选地,上述识别方法应用于识别装置,识别装置可以包括位置传感器30、与位置传感器30相连的计数器20以及相机10;
58.上述获取玻璃瓶50的图像信息可以包括:
59.响应于位置传感器30检测到经过制瓶机夹头夹取后的玻璃瓶50,触发相机10对玻璃瓶50进行拍摄;
60.依次对经过制瓶机夹头夹取后的玻璃瓶50进行计数,并将每一玻璃瓶50对应的计数作为玻璃瓶50的编号,可以包括:
61.响应于位置传感器30检测到经过制瓶机夹头夹取后的玻璃瓶50,触发计数器20进行计数,并将每一玻璃瓶50对应的计数作为玻璃瓶50的编号。
62.具体的,在位置传感器30检测到经过制瓶机夹头夹取后的玻璃瓶50后,触发相机10对玻璃瓶50进行拍摄,计数器对玻璃瓶50进行计数,并将每一玻璃瓶50对应的计数作为玻璃瓶50的编号,在根据玻璃瓶50的图像信息确认了玻璃瓶50是否有缺陷后,可以确定该玻璃瓶50的编号,并根据玻璃瓶50的编号得到与具有缺陷的玻璃瓶50相对应(即夹取了有缺陷的玻璃瓶50)的制瓶机夹头,从而实现快速获取缺陷夹头的目的。
63.在对玻璃瓶50的生产加工过程中,制瓶机夹头往往会夹住玻璃瓶50的不同位置对玻璃瓶50进行加工,那么,这将会导致不同玻璃瓶50所出现缺陷可能会位于玻璃瓶50的不同区域,基于此,在本公开中,可选地,图像信息可以包括:相机10针对玻璃瓶50的瓶口、瓶颈、瓶身以及瓶底中的至少两者拍摄的图像信息。也就是说,相机10至少会从每个玻璃瓶50的两个不同角度对玻璃瓶50进行拍摄,避免在拍摄过程中留下拍摄死角,造成漏检的问题,提升对玻璃瓶50缺陷识别的准确性,从而提升识别造成玻璃瓶50缺陷的制瓶机夹头的准确性。
64.在本公开提供的一种实施方式中,相机10可以对玻璃瓶50的瓶口、瓶颈、瓶身以及瓶底均进行拍摄,得到四个不同角度的图像信息,再根据该图像信息判断对玻璃瓶50进行全方位分析,判断玻璃瓶50是否具有缺陷。
65.在对玻璃瓶50进行生产过程中,瓶颈和瓶底为制瓶机夹头的主要夹取区域,因此,在瓶颈和瓶底处也是玻璃瓶50出现缺陷的高发区域,因此,本公开提供的另一种实施方式中,相机10可以对玻璃瓶50的瓶颈和瓶底两个角度对玻璃瓶50进行拍摄,得到两个不同角度的图像信息,并根据该图像信息来判断玻璃瓶50是否具有缺陷。
66.可选地,识别方法还可以包括:将被确定为缺陷夹头的制瓶机夹头推出制瓶机。在根据玻璃瓶50的图像信息判断了玻璃瓶50具有缺陷后,识别出夹取该具有缺陷的玻璃瓶50
的缺陷夹头,再将该缺陷夹头从所有制瓶机夹头中推出,从而更加便于作业人员对该缺陷夹头进行区分、检修。
67.为了使本领域技术人员更清楚的理解本公开提供的技术方案,本公开一种示例性实施例中提供了一种识别造成玻璃瓶缺陷的制瓶机夹头的识别方法,如图2所示,该识别方法包括:
68.s201、响应于位置传感器30检测到经过制瓶机夹头夹取后的玻璃瓶50,触发相机10对玻璃瓶50进行拍摄,以获取玻璃瓶50的图像信息;
69.s202、响应于位置传感器30检测到经过制瓶机夹头夹取后的玻璃瓶50,触发计数器20进行计数,并将每一玻璃瓶50对应的计数作为玻璃瓶50的编号;
70.s203、根据玻璃瓶50的图像信息,判断玻璃瓶50是否有缺陷;
71.s204、若玻璃瓶50有缺陷,则根据制瓶机夹头的总数量、各制瓶机夹头夹取玻璃瓶50的顺序以及该玻璃瓶50对应的编号,确定夹取该玻璃瓶50的制瓶机夹头,并将该制瓶机夹头确定为缺陷夹头;
72.s205、将被确定为缺陷夹头的制瓶机夹头推出制瓶机。
73.值得说明的是,对于上述方法实施例,为了简单描述,故将其都表述为一系列的动作组合,但是本领域技术人员应该知悉,本公开并不受所描述的动作顺序的限制。其次,本领域技术人员也应该知悉,说明书中所描述的实施例均属于优选实施例,所涉及的动作并不一定是本公开所必须的。
74.根据本公开的第二个方面,参考图3-4所示,提供一种识别造成玻璃瓶缺陷的制瓶机夹头的识别装置,包括控制器1和相机10,识别装置具有拍摄工位,相机10设置在拍摄工位处,相机10用于对到达拍摄工位的玻璃瓶50进行拍摄,控制器1与相机10电连接,控制器1用于:
75.获取相机10拍摄的玻璃瓶50的图像信息;
76.根据玻璃瓶50的图像信息,判断玻璃瓶50是否有缺陷;
77.若玻璃瓶50有缺陷,则确定夹取该玻璃瓶50的制瓶机夹头为缺陷夹头。
78.通过上述技术方案,通过相机10对到达了拍摄工位处的玻璃瓶50进行拍摄,以得到玻璃瓶50的图像信息,控制器1获取了相机10拍摄的玻璃瓶50的图像信息后,对图像信息进行分析识别,从而识别出具有缺陷的玻璃瓶50,再通过该玻璃瓶50来确定夹取玻璃瓶50的制瓶机夹头为缺陷夹头,也就是说,根据玻璃瓶50的图像信息来实现对夹头的间接检测,无需直接对夹头进行检测,可以避免对夹头造成漏检、错检的情况,并且,与通过人工直接对夹头进行检测的方式相比,本方案具有更高的检测效率,能有效降低人工成本,并该检测方法受外界因素的干扰较小,检测结果的可靠性更高。
79.这里,需要说明的是,在相机10采集到的玻璃瓶50的图像信息中,正常的玻璃瓶50由于透光性很好,因此相机10拍摄到的玻璃瓶50的瓶体呈现为均匀的灰白色,如果玻璃瓶50的瓶体上存在缺陷,则会改变玻璃瓶50的透光性,在这些缺陷部位就会形成阴影,通过专用的处理软件就可以基于识别这些阴影来判定玻璃瓶50是否具有缺陷,从而实现对玻璃瓶50的区分。
80.可选地,识别装置还可以包括计数器20,如图3、图4所示,计数器20与控制器1电连接,计数器20用于对经过拍摄工位的玻璃瓶50进行计数;
81.控制器1用于:
82.将每一玻璃瓶50对应的计数作为玻璃瓶50的编号;
83.根据制瓶机夹头的总数量、各制瓶机夹头夹取玻璃瓶50的顺序以及该玻璃瓶50对应的编号,确定夹取该玻璃瓶50的制瓶机夹头,并将该制瓶机夹头确定为缺陷夹头。
84.可选地,如图3、图4所示,识别装置还可以包括位置传感器30,位置传感器30用于检测玻璃瓶50是否到达拍摄工位,位置传感器30与控制器1电连接;
85.控制器1用于:在位置传感器30检测到玻璃瓶50到达拍摄工位时,控制相机10对玻璃瓶50进行拍摄,并控制计数器20进行计数。也就是说,计数器20在位置传感器30检测到玻璃瓶50到达拍摄工位后开始计数,而相机10在位置传感器30检测到玻璃瓶50到达拍摄工位后开始拍摄,从而使得相机10所拍摄的照片与计数器20所统计的玻璃瓶50相对应,避免拍摄于计数之间出现错乱,影响对缺陷玻璃瓶50的判断,导致对缺陷夹头的识别出现错误。
86.可选地,如图3所示,拍摄工位可以包括第一拍摄工位和第二拍摄工位70,相机10可以包括瓶底相机11、瓶脖相机12、瓶身相机13以及瓶口相机14,瓶底相机11用于对玻璃瓶50的瓶底进行拍摄,瓶脖相机12用于对玻璃瓶50的瓶脖进行拍摄,瓶身相机13用于对玻璃瓶50的瓶身进行拍摄,瓶口相机14用于对玻璃瓶50的瓶口进行拍摄,瓶底相机11和瓶脖相机12设置在第一拍摄工位,瓶口相机14和瓶身相机13设置在第二拍摄工位70;
87.位置传感器30可以包括如图3所示,第一位置传感器31和第二位置传感器32,第一位置传感器31用于检测玻璃瓶50是否到达第一拍摄工位,第二位置传感器32用于检测玻璃瓶50是否到达第二拍摄工位70;
88.控制器1用于:在第一位置传感器31检测到玻璃瓶50到达第一拍摄工位时,控制瓶底相机11和瓶脖相机12对玻璃瓶50进行拍摄;在第二位置传感器32检测到玻璃瓶50到达第二拍摄工位70时,控制瓶口相机14和瓶身相机13对玻璃瓶50进行拍摄,并控制计数器20进行计数。在对玻璃瓶50进行拍摄过程中,当第一位置传感器31检测到玻璃瓶50到达第一拍摄工位时,控制瓶底相机11和瓶脖相机12对玻璃瓶50进行拍摄,第二位置传感器32检测到玻璃瓶50到达第二拍摄工位70时,控制瓶口相机14和瓶身相机13对玻璃瓶50进行拍摄,这样,通过瓶底相机11、瓶脖相机12、瓶身相机13以及瓶口相机14可以实现对玻璃瓶50部不同角度的拍摄,避免在拍摄过程中留下拍摄死角,造成漏检的问题,提升对玻璃瓶50缺陷识别的准确性,从而提升识别造成玻璃瓶50缺陷的制瓶机夹头的准确性。
89.另外,在瓶底相机11、瓶脖相机12、瓶身相机13以及瓶口相机14对玻璃瓶50进行拍摄的过程中,控制器1同时控制计数器20对玻璃瓶进行计数,对玻璃瓶50进行编号,可以避免相机10所拍摄的图像与玻璃瓶50不对应的问题,进一步提升对缺陷夹头识别的准确性。
90.另外,如图3所示,该识别造成玻璃瓶缺陷的制瓶机夹头的识别装置还可以包括光源,在相机10对玻璃瓶50进行拍摄的过程中,通过光源对玻璃瓶50进行打光,从而得到更加清晰、更高质量的图片,以降低控制器1在对图像信息识别过程中的难度,进而提升对玻璃瓶50缺陷识别及判断的准确率。
91.具体的,如图3所示,光源可以包括第一光源80、第二光源81以及第三光源82,其中,第一光源80可以设置在第一拍摄工位的下方,并用于在瓶底相机11和瓶脖相机12对位于第一拍摄工位上的玻璃瓶50时打光;第二光源81可以设置在第二拍摄工位70的一侧,并用于在瓶身相机13对位于第二拍摄工位70上的玻璃瓶50进行拍摄时打光;第三光源82可以
设置在第二拍摄工位70的另一侧,以使玻璃瓶50位于第二拍摄工位70上时,第三光源82能够直射该玻璃瓶50的瓶底,并用于在瓶口相机14对位于第二拍摄工位70上的玻璃瓶50进行拍摄时打光。
92.进一步的,为了节省第一光源80、第二光源81以及第三光源82的耗能,如图3、所示,第一光源80、第二光源81以及第三光源82可以分别与控制器1电连接,并且控制器1用于在玻璃瓶50到达第一拍摄工位时,控制第一光源80对玻璃瓶50进行打光,控制器1用于在玻璃瓶50到达第二拍摄工位70时,控制第二光源81和第三光源82对玻璃瓶50进行打光。
93.可选地,如图3、图4所示,识别装置还可以包括电机40,电机40与控制器1电连接,控制器1用于:控制电机40将被确定为缺陷夹头的制瓶机夹头推出制瓶机。控制器1在根据相机10拍摄的图片得到玻璃瓶50的图像信息后,对玻璃瓶50是否具有缺陷进行判断,判断处具有缺陷的玻璃瓶50后,识别出夹取该具有缺陷的玻璃瓶50的缺陷夹头,再控制电机40将该缺陷夹头从所有制瓶机夹头中推出,从而更加便于作业人员对该缺陷夹头进行区分、检修。
94.为了便于作业人员对相机10所采集信息的即时查看,识别装置还可以包括显示屏,显示屏与控制器1电连接,并用于显示经控制器1识别后的图像信息,对于有缺陷的图片,会将该缺陷图片的错误类型、错误面积和错误区域以红色显示在图片上。
95.另外,作业人员在通过显示屏查看图像信息时,默认为每个相机10显示两张图像(如果此相机10只采集一张图像则显示一张图像),当开启检测后,这两张图像将优先显示有缺陷的图像,其次显示无缺陷的图像。
96.以上结合附图详细描述了本公开的优选实施方式,但是,本公开并不限于上述实施方式中的具体细节,在本公开的技术构思范围内,可以对本公开的技术方案进行多种简单变型,这些简单变型均属于本公开的保护范围。
97.另外需要说明的是,在上述具体实施方式中所描述的各个具体技术特征,在不矛盾的情况下,可以通过任何合适的方式进行组合,为了避免不必要的重复,本公开对各种可能的组合方式不再另行说明。
98.此外,本公开的各种不同的实施方式之间也可以进行任意组合,只要其不违背本公开的思想,其同样应当视为本公开所公开的内容。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1