一套测量金属波纹管膨胀节及其组装结构刚度的工装夹具
1.本发明属于夹具技术领域,尤其涉及用于万能力试验机测量金属波纹管膨胀节及其组装结构轴向及横向带压或不带压刚度的工装夹具。
背景技术:
2.金属波纹管膨胀节及其组装结构的轴向及横向带压或不带压刚度测量实验,是测量金属波纹管膨胀节及其组装结构在特定内压条件下工件的轴向拉伸/压缩刚度,以及横向刚度。要求在测量的过程中保持工件内存在特定的气压,同时进行轴向拉伸、压缩或者横向运动,测量载荷-位移曲线。
3.金属波纹管膨胀节及其组装结构的轴向刚度k定义如式(1)所示:
4.k=f/δ
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
(1)
5.其中f为施加的载荷,δ为金属波纹管膨胀节及其组装结构在轴向载荷作用下产生的位移量。
6.金属波纹管膨胀节及其组装结构的横向刚度ky定义如式(2)所示:
7.ky=fy/y
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
(2)
8.其中fy为在垂直于轴向的y方向上施加的载荷,y为金属波纹管膨胀节及其组装结构在y方向载荷作用下产生的位移量。
9.万能力试验机是一种常用于材料的拉伸、压缩、弯曲、剪切、撕裂、剥离等力学性能试验的试验机,操作方式是将工件与特定的工装夹具进行装配,随后将其整体与万能力试验机进行装配,通过控制万能力试验机的横梁对工件进行拉伸、压缩处理,得到对应的载荷-位移曲线。
10.目前对于测量一般金属标准尺寸的棒材等工件的轴向拉伸、压缩刚度通常使用万能力试验机进行,通过工件与万能力试验机横梁的相互作用,从而得到工件的刚度。但是由于缺少配套的工装夹具,以及万能力试验机的移动方向仅为纵向的往复运动,横向刚度的测量很难用万能力试验机进行。
11.针对金属波纹管膨胀节及其组装结构轴向及横向的带压或不带压刚度测量,目前暂无合适的工装夹具,现有的工装夹具主要存在以下缺点:
12.1、用于拉伸试验的常规工装夹具常用于一般金属标准尺寸棒材、管材、板材的夹持,例如φ10mm*55mm的圆棒,工件被夹持的尺寸范围(例如直径、厚度等)通常在0-14mm,金属波纹管膨胀节及其组装结构试样可近似看作空心圆柱体,直径通常在30mm以上,无法通过一般的工装夹具进行夹持。
13.2、用于拉伸/压缩实验的常规工装夹具,没有预留进气孔和密封设计,无法对工件内部进行充气加压,无法测量金属波纹管膨胀节及其组装结构轴向及横向的带压刚度。
14.3、没有合适的夹具可以使用万能力试验机对金属波纹管膨胀节及其组装结构的横向刚度进行测量。
15.4、由于万能力试验机与夹具连接处,精度较高,装配较为紧密,现有的常用夹具连
接柱设计均为完整均匀的圆柱,配合面的加工精度要求高,且常有装配不顺畅的现象。
技术实现要素:
16.本发明的目的在于提供一套用于万能力试验机测量金属波纹管膨胀节及其组装结构轴向及横向带压或不带压刚度的工装夹具,以解决上述背景技术中万能力试验机的夹具中存在的问题。实现仅使用一套工装夹具,同时可以满足金属波纹管膨胀节及其组装结构轴向及横向带压或不带压刚度测量试验条件,降低成本。
17.为实现上述目的,本发明提供的技术方案是:一套用于万能力试验机测量金属波纹管膨胀节及其组装结构轴向及横向带压或不带压刚度的工装夹具,其特征在于,包括独立的两个部分,分别为固定端夹具和移动端夹具。
18.移动端夹具包括移动端夹具夹具主体(1)、移动端夹具连接柱(3)、气嘴弯头(6)、固定夹板(7);
19.所述移动端夹具夹具主体(1)为圆盘结构,移动端夹具夹具主体(1)上设有多个第一工件法兰连接孔(2),移动端夹具夹具主体(1)底部粗糙度要求不大于3.2。
20.所述移动端夹具连接柱(3)同轴位于移动端夹具夹具主体(1)上表面的中心,移动端夹具连接柱(3)两侧偏上部有两个第一平面(5),移动端夹具连接柱(3)侧面设有第一连接孔(4),第一连接孔(4)为通孔,长度方向或中心轴垂直移动端夹具连接柱(3)的轴向;在第一连接孔(4)两侧对应的移动端夹具连接柱(3)侧面对应的为第一平面(5),两个第一平面(5)平行,第一平面(5)为移动端夹具连接柱(3)侧面除去弧形表面形成的截平面,第一平面(5)平行移动端夹具连接柱(3)中心轴和第一连接孔(4)中心轴;
21.移动端夹具夹具主体(1)上配有气嘴弯头(6),气嘴弯头(6)为弯曲的中空管结构;气嘴弯头(6)一端无螺纹,一端为内螺纹;在移动端夹具夹具主体(1)上开有通孔,将无螺纹端插入,与移动端夹具夹具主体(1)形成紧密连接。
22.在移动端夹具夹具主体(1)的侧面设有固定夹板(7),固定夹板(7)的厚度方向与移动端夹具夹具主体(1)的轴向方向一致,移动端夹具夹具主体(1)的轴向也即移动端夹具夹具主体(1)的厚度方向。移动端夹具夹具主体(1)垂直厚度方向的中心截面与固定夹板(7)垂直厚度方向的中心截面共平面。
23.固定端夹具包括固定端夹具夹具主体(8)和固定端夹具连接柱(10),
24.固定端夹具夹具主体(8)为为圆盘结构,固定端夹具夹具主体(8)上设有多个第二工件法兰连接孔(9),底部粗糙度要求不大于3.2。
25.所述固定端夹具连接柱(10)同轴位于夹具主体(8)上表面中心位置,固定端夹具连接柱(10)两侧偏上部有第二平面(12),固定端夹具连接柱(10)上设有第二连接孔(11),第二连接孔(11)为通孔,长度方向或中心轴垂直固定端夹具连接柱(10)的轴向;在第二连接孔(11)两侧对应的固定端夹具连接柱(10)侧面对应的为第二平面(12),两个第二平面(12)平行,第二平面(12)为固定端夹具连接柱(10)侧面除去弧形表面形成的截平面,第二平面(12)平行固定端夹具连接柱(10)中心轴和第二连接孔(11)中心轴。
26.本发明提供了一套用于万能力试验机测量金属波纹管膨胀节及其组装结构轴向及横向带压或不带压刚度的工装夹具,其具备以下有益效果:
27.(1)使用本套夹具可以使用万能力试验机的常规拉伸夹具与固定夹板进行夹持,
实现了横向带压或不带压刚度的测量实验,试验过程简单。
28.(2)在金属波纹管膨胀节及其组装结构轴向及横向的带压或不带压刚度测量试验中,拉伸、压缩和横向试验都可以使用同一套夹具,减少了夹具的数量,降低成本。
29.(3)使用本套夹具可以对工件内进行充气加压(气压范围为:0-1.5mpa),保证试验条件,气嘴弯头上端预留有螺纹,可以很方便的连接气嘴快速接头,对工件进行充气加压。
30.(4)本套夹具可以同时满足向金属波纹管膨胀节及其组装结构内加压或不加压的实验。若移动端夹具上的气嘴弯头不与气管快插等设备连接进气,可保持内外气压连通,满足金属波纹管膨胀节及其组装结构轴向及横向的0内压刚度测量试验的需求。
31.(5)本套夹具的连接柱两侧设置了平面,可以使得夹具装夹过程中空气顺利排出,装夹顺畅。
附图说明
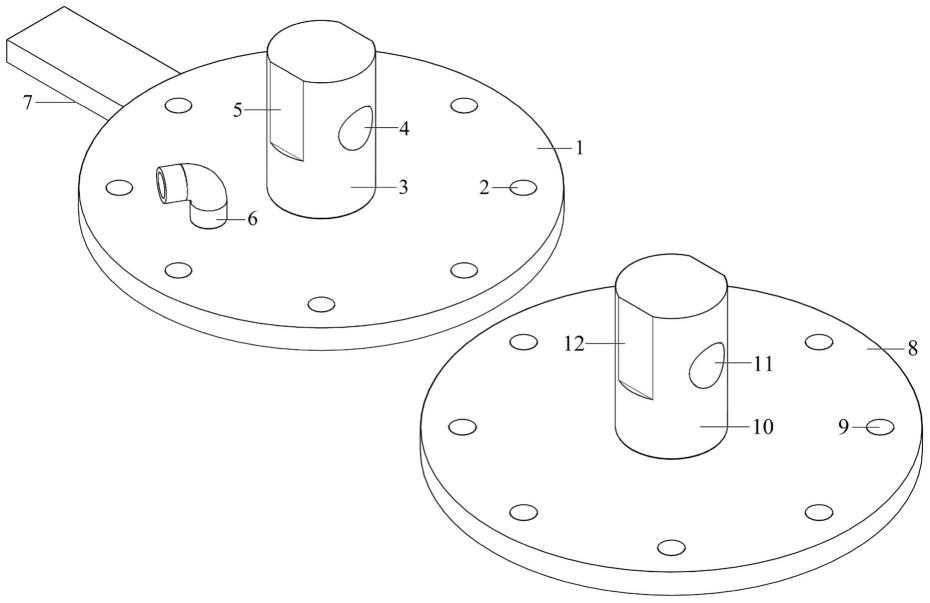
32.图1是本发明夹具结构立体视图;
33.图2是本发明夹具用来测量金属波纹管膨胀节-网套组装结构轴向带压刚度的组装示意图;
34.图3是本发明夹具用来测量金属波纹管膨胀节-网套组装结构轴向带压刚度的测量过程示意图;
35.图4是本发明夹具用来测量金属波纹管膨胀节-网套组装结构横向带压刚度的过程示意图;
36.图5是本发明夹具用来测量金属波纹管膨胀节-网套组装结构横向带压刚度的测量过程示意图;
37.图中:1、移动端夹具夹具主体;2、第一工件法兰连接孔;3、移动端夹具连接柱;4、第一连接孔;5、第一平面;6、气嘴弯头;7、固定夹板;8、固定端夹具夹具主体;9、第二工件法兰连接孔;10、固定端夹具连接柱;11、第二连接孔;12、第二平面;13、金属波纹管膨胀节-网套组装结构工件;14、金属波纹管膨胀节-网套组装结构工件上端法兰;15、金属波纹管膨胀节-网套组装结构工件下端法兰;16、密封垫;17、螺栓;18、气管快插接头;19、气管;20、万能力试验机底部固定柱;21、万能力试验机固定端连接孔;22、万能力试验机固定端连接销钉;23、万能力试验机可移动横梁;24、万能力试验机移动端固定柱;25、万能力试验机移动端固定连接孔;26、万能力试验机移动端连接销钉;27、横向刚度测试专用固定装置;28、横向刚度测试专用固定装置固定柱;29、横向刚度测试专用固定装置连接孔;30、横向刚度测试专用固定装置连接销钉;31、万能力试验机常规拉伸夹具;32、万能力试验机常规拉伸夹具连接柱;33、万能力试验机常规拉伸夹具连接孔;34、万能力试验机常规拉伸夹具紧固手柄。
具体实施方式
38.下面将结合本发明专利实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述。
39.如图1所示,一套用于万能力试验机测量金属波纹管膨胀节及其组装结构轴向及横向带压或不带压刚度的工装夹具,主要特征在于包含分离的两个部分,分别为固定端夹具和移动端夹具。
40.移动端夹具包括移动端夹具夹具主体1、移动端夹具连接柱3、气嘴弯头6、固定夹板7。
41.所述移动端夹具夹具主体1上均匀的设有第一工件法兰连接孔2,可以通过螺栓与金属波纹管膨胀节及其组装结构上的法兰孔对应形成可靠装配,移动端夹具夹具主体1底部粗糙度要求不大于3.2,使用过程中可以更好的与密封垫结合,气密性良好。
42.所述移动端夹具连接柱3位于夹具主体中部,垂直于移动端夹具夹具主体1,在移动端夹具连接柱3上设有第一连接孔4,方便与万能力试验机进行装配,在移动端夹具连接柱3两侧偏上部有第一平面5,可以使得夹具装夹过程中空气顺利排出,装夹顺畅,提高工作效率。
43.所述气嘴弯头6内部为中空,气嘴弯头满足了对于金属波纹管膨胀节及其组装结构测试过程中内部充气加压的需求,气嘴弯头6一端无螺纹,一端为内螺纹,内螺纹方便其与气管快插接头进行连接,优化气路组装时间,在移动端夹具夹具主体1上开洞,将无螺纹端插入,与夹具形成紧密连接,气嘴弯头6露出的螺纹端朝外,避免气管与万能力试验机的组件装配影响。
44.所述固定夹板7沿厚度方向的中截面与移动端夹具夹具主体1沿厚度方向的中截面在同一平面。在横向刚度的测试过程中使用万能力试验机的常规拉伸夹具夹住固定夹板,从而改变顶端夹具的移动方向,完成横向带压刚度的测试。
45.固定端夹具包括固定端夹具夹具主体8和固定端夹具连接柱10。
46.所述固定端夹具夹具主体8上均匀的设有第二工件法兰连接孔9,可以通过螺栓与金属波纹管膨胀节及其组装结构上的法兰孔对应形成可靠装配,固定端夹具夹具主体8底部粗糙度要求不大于3.2,使用过程中可以更好的与密封垫结合,气密性良好。
47.所述固定端夹具连接柱10位于夹具主体中部,垂直于固定端夹具夹具主体8,在固定端夹具连接柱10上设有第二连接孔11,方便与万能力试验机进行装配,在固定端夹具连接柱10两侧偏上部有第二平面12,可以使得夹具装夹过程中空气顺利排出,装夹顺畅,提高工作效率。
48.图2为本发明夹具在测量金属波纹管膨胀节-网套组装结构轴向带压刚度时的组装示意图。
49.首先将密封垫16置于金属波纹管膨胀节-网套组装结构工件下端法兰15与固定端夹具夹具主体8之间,使用螺栓17通过第二工件法兰连接孔9与金属波纹管膨胀节-网套组装结构工件下端法兰15上留有的对应的工件法兰连接孔形成紧固连接;将装配好的整体向下插入万能力试验机底部固定柱20中,将第二连接孔11与万能力试验机固定端连接孔21对齐,将万能力试验机固定端连接销钉22插入对齐的孔中,使金属波纹管膨胀节-网套组装结构工件13一端与万能力试验机形成连接。
50.之后将密封垫16置于金属波纹管膨胀节-网套组装结构工件上端法兰14与移动端夹具夹具主体1之间,使用螺栓17通过第一工件法兰连接孔2与金属波纹管膨胀节-网套组装结构工件上端法兰14上留有的对应的工件法兰连接孔形成紧固连接;将气管快插接头18与气嘴弯头6内螺纹端形成紧固连接;调整万能力试验机可移动横梁23,使移动端夹具连接柱3插入万能力试验机移动端固定柱24中,将万能力试验机移动端固定连接孔25与第一连接孔4对齐,插入万能力试验机移动端连接销钉26,使金属波纹管膨胀节-网套组装结构工
件13另一端与万能力试验机形成连接。
51.最后通过气管19向金属波纹管膨胀节-网套组装结构工件13内充入实验所需的压力,完成装配。
52.图3为本发明夹具在测量金属波纹管膨胀节-网套组装结构轴向带压刚度的测量过程示意图。
53.通过程序控制万能力试验机可移动横梁23定速向上或向下运动,对工件进行拉伸、压缩操作,记录载荷-位移曲线,从而获得金属波纹管膨胀节-网套组装结构的带压轴向刚度。
54.图4为本发明夹具用来测量金属波纹管膨胀节-网套组装结构横向带压刚度的过程示意图。
55.首先将密封垫16置于金属波纹管膨胀节-网套组装结构工件下端法兰15与固定端夹具主体8之间,使用螺栓17通过第二工件法兰连接孔9与金属波纹管膨胀节-网套组装结构工件下端法兰15上留有的对应的工件法兰连接孔形成紧固连接;将密封垫16置于金属波纹管膨胀节-网套组装结构工件上端法兰14与移动端夹具夹具主体1之间,使用螺栓17通过第一工件法兰连接孔2与金属波纹管膨胀节-网套组装结构工件上端法兰14上留有的对应的工件法兰连接孔形成紧固连接;将气管快插接头18与气嘴弯头6内螺纹端形成紧固连接;将装配好的金属波纹管膨胀节-网套组装结构工件固定端夹具连接柱10插入横向刚度测试专用固定装置固定柱28中,将第二连接孔11与横向刚度测试专用固定装置连接孔29对齐,将横向刚度测试专用固定装置连接销钉30插入对齐的孔中,使金属波纹管膨胀节-网套组装结构工件13一端与横向刚度测试专用固定装置形成连接。
56.随后将万能力试验机常规拉伸夹具31的万能力试验机常规拉伸夹具连接柱32插入万能力试验机移动端固定柱24中,使万能力试验机移动端固定连接孔25与万能力试验机常规拉伸夹具连接孔33对齐,将万能力试验机移动端连接销钉26插入对齐的连接孔中,使得万能力试验机常规拉伸夹具31与万能拉伸机可移动横梁23形成连接。
57.之后调整横向刚度测试专用固定装置的位置,使移动端夹具固定夹板7处于万能力试验机常规拉伸夹具31正下方,调整万能拉伸机可移动横梁23的位置,使万能力试验机常规拉伸夹具31夹持住移动端夹具固定夹板7,转动万能力试验机常规拉伸夹具紧固手柄34,使得万能力试验机常规拉伸夹具31与移动端夹具固定夹板7形成紧固连接。
58.最后通过气管19向金属波纹管膨胀节-网套组装结构工件13内充入实验所需的压力,完成装配。
59.图5是本发明夹具用来测量金属波纹管膨胀节-网套组装结构横向带压刚度的测量过程示意图;
60.通过程序控制万能力试验机可移动横梁23定速向下运动,记录载荷-位移曲线,从而获得金属波纹管膨胀节-网套组装结构的带压横向刚度(轴向位移x=0)。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1