磁体单元及其制造方法与流程
1.本发明涉及用于测量旋转体等的旋转位置的磁体单元及其制造方法。
背景技术:
2.具有磁体的磁场检测装置(磁性传感器)广泛应用于测量旋转体等的旋转位置。磁场检测装置包括固定到旋转体的磁体和从固定在旋转体上的磁体测量磁场强度的磁场检测器。
3.作为将磁体固定到旋转体的方法,例如,如下面的专利文献1中所述,使用圆筒形、非磁性保持件(此后为圆筒形保持件),将磁体固定到旋转体上。在组装之前,磁体放置在圆筒形保持件的内部区域。
4.专利文献1:日本专利申请第2016-153765号
技术实现要素:
5.磁场检测器和固定到旋转体的磁体之间的相对位置是非常重要的以精确地测量旋转体的旋转位置。在旋转体是汽车部件的一部分的情况下,发动机振动或者驱动振动可以是长时间对圆筒形保持件和磁体二者的外力和应力因素。因此,圆筒形保持件和磁体之间需要足够的强度以防止由于长期应力引起的变形或卡嗒声。另一方面,在一些情况下,由于诸如尺寸限制、小型化和成本降低的要求,认为难以确保足够的强度。
6.本发明是鉴于上述情况做出的,并且本发明的目的是提供一种磁体单元及其制造方法,该磁体单元可以增加保持件和形成在保持件内部区域的磁体之间的粘结强度。
7.作为解决上述问题的深入研究的结果,本发明人构思了本发明如下。
8.(1)一种磁体单元,包括:
9.管状保持件,其具有中心轴线;以及
10.磁体,其形成在管状保持件的一个端所在侧的内部区域,
11.其中,磁体包括在角(corner)部分处的突出部分,在角部分处,磁体的在中心轴线方向上的端表面与磁体的外周表面相交,磁体的外周表面沿着管状保持件的内周表面设置,并且突出部分沿中心轴线方向突出。
12.根据该方面的磁体单元,可以增加保持件和磁体之间的接触面积,而不会大幅改变构成磁体单元的保持件和磁体的形状,并且可以增加保持件和磁体之间的粘结(bonding)强度。
13.(2)在(1)限定的磁体单元中,突出部分可以包括:在沿着中心轴线方向的截面图中,沿中心轴线方向延伸并与管状保持件接触的外表面;和随着从端表面朝向突出部分的前端前进而与中心轴线分离的锥形内表面。
14.通过使用具有与突出部分对应的锥形部分的模具,锥形部分设置在注射成型期间在插入保持件中的模具的一部分的顶端角部分处,可以实现这种形式的突出部分。在模具插入保持件时,锥形部分还起到引导部的功能,并且可以防止模具与保持件之间的干涉以
改善注射成型期间磁体单元的可制造性。
15.(3)在(1)或(2)限定的磁体单元中,突出部分可以沿着管状保持件的内周表面具有无端环状。
16.根据该方面的磁体单元,保持件和磁体之间的接触面积可以在圆周方向上最大化。
17.(4)在(1)至(3)中的任一项限定的磁体单元中,管状保持件可以包括沿着中心轴线方向延伸并在管状保持件的另一端所在侧开口的槽。
18.根据该方面的磁体单元,当旋转体装配到保持件中时,槽起到将保持件中的空气排放到外部的通气口的作用。
19.(5)在(1)至(3)中的任一项限定的磁体单元中,管状保持件可以包括多个槽,每个槽均沿着中心轴线方向延伸并且在管状保持件的另一端所在侧开口。
20.根据该方面的磁体单元,当旋转体装配到保持件中时,槽起到更有效地将保持件中的空气排放到外部的通气口的作用。
21.(6)在(1)至(5)中的任一项限定的磁体单元中,管状保持件可以包括凸出部分,凸出部分从磁体的在中心轴线方向上的大致中间部分处的内周表面径向向内突出。
22.根据该方面的磁体单元,防止磁体从保持件滑落。
23.(7)在(6)中限定的磁体单元中,凸出部分可以沿着管状保持件的内周表面具有无端环状。
24.根据该方面的磁体单元,更有效地防止了磁体从保持件滑落。
25.(8)在(1)至(5)中的任一项限定的磁体单元中,管状保持件可以包括多个凸出部分,每个凸出部分均从磁体的在中心轴线方向上的大致中间部分处的内周表面径向向内凸出。
26.根据该方面的磁体单元,有效地防止了磁体从保持件滑落以及沿圆周方向旋转。
27.(9)如(2)或(3)中说明的磁体单元的制造方法,包括:
28.将模具插入管状保持件中以在管状保持件中限定腔体;以及
29.将磁体的材料注射到腔体中以获得磁体成型体,
30.其中,模具在插入管状保持件中的一部分的顶端角部分处包括与磁体的突出部分相对应的锥形部分。
31.根据该方面的制造方法,当将模具插入保持件中时,设置在模具顶端角部分处的用于形成磁体中的突出部分的锥形部分起到引导部的作用,这可以防止模具和保持件之间的干涉,并改善注射成型期间磁体单元的可制造性。
附图说明
32.图1是根据本发明的实施方式的磁体单元的立体图。
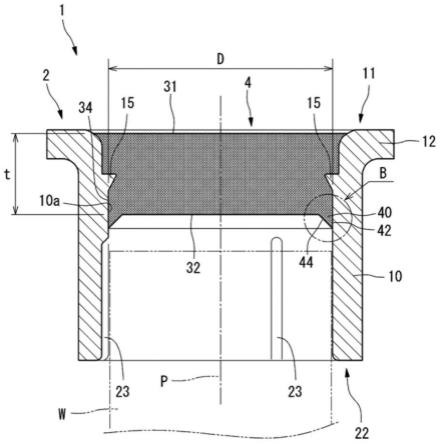
33.图2a是图1中的磁体单元的纵向截面图。
34.图2b是图2a中的部分b的放大图。
35.图3a是图1中的单独的保持件的平面图。
36.图3b是图3a中的保持件的纵向截面图。
37.图3c是沿着图3b中的线c-c截取的截面图。
38.图4a及图4b是说明图1中的磁体单元的制造方法的示意图。
39.图5是说明跟随图4b之后的磁体单元的制造方法的示意图。
40.图6a是凸出部分具有无端环状的变型的平面图。
41.图6b是图6a中的变型的凸出部分的纵向截面图。
具体实施方式
42.接下来,将参照附图详细说明根据本发明的实施方式的磁体单元。
43.图1是根据本发明的实施方式的磁体单元1的立体图。图2a和图2b是磁体单元1的纵向截面图。
44.本实施方式的磁体单元1在测量旋转体w的旋转位置时固定到旋转体w。磁体单元1包括圆筒形保持件2和形成在保持件2内部区域的磁体4。磁体4以n极和s极存在于围绕中心轴线p的圆周方向上的不同位置的方式被磁化。或者,磁体4可以以n极和s极存在于厚度方向上的不同位置的方式被磁化,这取决于各种情况。
45.当旋转体w旋转时,固定到旋转体w的磁体单元1与旋转体w一起旋转。此时磁力的变化由直接布置在磁体4的上端表面31上方的磁场检测器(未示出)检测,从而测量旋转体w的旋转位置。
46.图3a至图3c单独示出了构成磁体单元1的一部分的保持件2。如图3a至图3c所示,保持件2是在轴线方向(中心轴线方向)上两端开口的圆筒形构件。保持件2包括周壁部分10,周壁部分10具有外径和内径沿着轴线方向不变化的笔直形状。保持件2(具体地,周壁部分10)包括在一端11上径向向外延伸的环形凸缘部分12。凸缘部分12具有增加保持件2的强度的效果,并且对于维持保持件2的圆筒形形状是有效的。
47.保持件2的设置有凸缘部分12的一端11所在侧是形成磁体4的一侧,并且用于形成和保持磁体4的空间限定在一端11所在侧的内部。沿圆周方向间隔地设置多个(在此为4个)凸出部分15。凸出部分15从周壁部分10的在一端11所在侧的内周表面10a径向向内(即,朝向中心轴线p)凸出。凸出部分15被设置为用于防止磁体4滑落。凸出部分15设置在形成磁体4的空间的轴线方向上的大致中间位置。
48.另一方面,保持件2的另一端22所在侧是装配到旋转体w的一侧,并且用于容纳旋转体w的空间限定在另一端22所在侧的内部。在周壁部分10的位于另一端22所在侧的内周表面10a中,沿圆周方向间隔地设置多个(在此为3个)槽23。槽23在轴线方向上朝向位于另一端22所在侧的开口边缘延伸并且在另一端22所在侧开口。当旋转体w装配到保持件2中时,槽23用作将保持件2中的空气排出到外部的通气口。保持件2可以仅具有一个槽23,或者可以具有多个槽23。
49.具有上述构造的保持件2优选地是由金属制成的非磁性材料。非磁性材料的示例包括铝、铜、黄铜和不锈钢。或者,当意在磁路时,可以使用诸如spcc(冷商用钢板)或sus420等钢铁作为保持件2。
50.形成于保持件2上的凸出部分15的长度和数量可以适当地改变。图6a和图6b示出了保持件2的凸出部分的变型。在该变型中,一个凸出部分15b在保持件2的内周表面10a的整个圆周上以无端环形状设置。凸出部分15的凸出形状也可以适当地改变,并且凸出部分的数量可以根据需要增加或减少。只要可以确保保持件2和磁体4之间的强度和固定,就可
以不设置凸出部分。
51.接下来,将说明磁体4。根据本实施方式的磁体4是通过将磁体材料和树脂混合并将混合物注射成型在保持件2内部而获得的粘结磁体。磁体材料的示例包括含有一种或多种稀土元素的磁性材料,所述稀土元素诸如是sm、nd和pr,并且例如可以使用smfen稀土磁粉、ndfeb稀土磁粉、铁氧体磁粉或其混合物。
52.用于与磁体材料混合的树脂的示例包括热塑性聚酰胺12、聚酰胺6、聚苯硫醚(pps)、聚对苯二甲酸丁二醇酯(pbt)、乙烯乙烯醇(ethylene-vinylalcohol(eva))、聚丙烯等。
53.磁体4具有大致盘形形状,并且如图2a和图2b所示,具有沿轴线方向间隔设置的第一端表面31和第二端表面32。第一端表面31和第二端表面32在与中心轴线p相交的方向(图2a中的左右方向)上延伸。在此,第一端表面31是轴向外侧上的端表面并且设置在一端11所在侧的端部开口附近,第二端表面32是轴向内侧上的端表面并且相对于第一端表面31设置在另一端22所在侧。与保持件2的内周表面10a接触的外周表面34设置在第一端表面31和第二端表面32之间。
54.在磁体4中,保持件2的凸出部分15在轴线方向上大致嵌入外周表面34的中间。在本实施方式中,通过凸出部分15和磁体4之间的装配,防止磁体4沿轴线方向滑落并且防止磁体4沿圆周方向旋转。
55.另外,在轴线方向上位于内侧的第二端表面32与外周表面34相交的角部分处,沿着保持件2的内周表面10a以无端环状设置突出部分40。突出部分40沿轴线方向突出并且使磁体4和保持件2之间的接触部分扩展。
56.如图2b所示,突出部分40包括:在沿着中心轴线p的截面图中,沿轴线方向延伸并且与保持件2接触的外表面42;和随着从第二端表面32朝向突出部分40的前端前进而与中心轴线p分离的锥形内表面44。突出部分40具有大致三角形截面,并且突出部分40的厚度从基端朝向其前端逐渐减小。
57.在根据本实施方式的包括具有突出部分40的磁体4的磁体单元1中,与没有设置突出部分40的虚拟情况相比,磁体4和保持件2之间的接触部分在图2b所示的轴线方向上扩展了长度δ。因此,可以增加保持件2和磁体4之间的粘结强度。例如,在磁体4具有7mm至10mm的直径d以及2mm至4mm的厚度t的情况下,在本实施方式中,突出部分40的轴线方向长度δ可以设定在0.3mm至2.0mm的范围内,并且更优选地在0.5mm至1.0mm的范围内。
58.将参考图4a、图4b和图5说明根据本实施方式的磁体单元1的制造方法。在图4a、图4b和图5中,附图标记50表示模具。模具50被分成沿磁体单元1的轴线方向分开的第一开模50a和第二开模50b。
59.第一开模50a是位于保持件2下方并支撑保持件2的模具。第一开模50a包括用于定位的环形凹槽52和位于第一开模50a内部并从凹槽52向上突出的底面部分53。第二开模50b包括柱状成型部分55,柱状成型部分55从保持件2的上方(从另一端22所在侧)插入到保持件2中。柱状成型部分55在顶端角部分包括与设置在磁体4上的突出部分40对应的锥形部分57。
60.首先,如图4a所示,将加工成预定形状的保持件2放置在凸缘部分12面朝下,并且凸缘部分12装配到设置在第一开模50a中的凹槽52中的状态。此时,保持件2的位于一端11
所在侧的端部开口被第一开模50a的底面部分53阻挡。
61.随后,将第二开模50b的柱状成型部分55从保持件2的向上开口的位于另一端22所在侧上的端部开口插入到保持件2中。然后,在第一开模50a和第二开模50b闭合的状态下,如图4b所示,由保持件2、第一开模50a的底面部分53和第二开模50b的成型部分55限定腔体58。
62.第二开模50b的成型部分55在其中间部分设置有用于注射磁体材料(用于粘结磁体的材料)的通道56。当磁体材料通过通道56注射到腔体58中时,如图5所示,在保持件2内部获得磁体成型体4a。可在所形成的磁体成型体4a的第二端表面32与通道56之间的连接部分处形成由于剩余浇口而产生的隆起部分(未示出)。
63.此后,所获得的磁体成型体4a被磁化以获得磁体4,从而获得根据本实施方式的磁体单元1。
64.如上所述,根据本实施方式的磁体单元1,沿轴线方向突出并扩展保持件2和磁体4之间的接触部分的突出部分40设置在磁体4的角部分处,在该角部分处,在与中心轴线p相交的方向上延伸的第二端表面32与沿着保持件2的内周表面10a设置的外周表面34相交。因此,可以增加保持件2和磁体4之间的接触面积,而不会大幅改变构成磁体单元1的保持件2和磁体4的形状,并且可以增加保持件2和磁体4之间的粘结强度。
65.在本实施方式的磁体单元1中,在沿着中心轴线p的截面图中,突出部分40包括沿轴线方向延伸并且与保持件2接触的外表面42以及随着从第二端表面32朝向突出部分40的前端前进而与中心轴线p分离的锥形内表面44。
66.这种形式的突出部分40可以通过在注射成型期间插入保持件2中的第二开模50b的成型部分55的顶端角部分处设置与突出部分40对应的锥形部分57来实现。当第二开模50b插入保持件2中时,锥形部分57还起到引导部的功能,并且可以防止第二开模50b与保持件2之间的干涉,改善注射成型期间的可制造性。
67.在本实施方式的磁体单元1中,保持件2和磁体4之间的接触面积可以通过沿着保持件2的内周表面10a设置呈无端环状的突出部分40而在圆周方向上最大化。
68.尽管上面详细说明了本发明的实施方式,但是本发明不限于此,并且可以在不脱离本发明的精神的情况下进行各种变型。例如,尽管在上述实施方式中使用了圆筒形保持件,但是可以使用具有多边形截面的管状构件或椭圆的圆筒形构件作为保持件。在管状构件具有除圆形之外的截面的情况下,磁体具有与管状构件的截面对应的截面。此外,在不脱离权利要求的范围的情况下,本发明还包括其它各种变型,并且例如,保持件可以具有要装配到旋转体的另一端所在侧相对于一端所在侧直径减小或增加的形状。
69.本技术基于2021年5月19日提交的日本专利申请no.2021-084460,其内容通过引用合并于此。
70.附图标记列表
71.1 磁体单元
72.2 保持件
73.4 磁体(粘结磁体)
74.4a 磁体成型体
75.10a 内周表面
76.15 凸出部分
77.32 第二端表面
78.34 外周表面
79.40 突出部分
80.42 外表面
81.44 内表面
82.50a、50b 开模(模具)
83.57 锥形部分
84.58 腔体
85.p 中心轴线
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1