一种涂布机光阻供应系统的泵保养质量的检测装置的制作方法
1.本发明涉及涂布机的保养技术领域,特别是一种涂布机光阻供应系统的泵保养质量的检测装置。
背景技术:
2.现有涂布机的注射泵为厂内自行保养,通常为人员手工保养及更换密封圈,保养受人为因素的影响,无法量化保养的效果,发生保养不当时会造成泵漏液或负载超出允许的范围。
3.而现有技术中,保养完成后,通常都是直接将泵安装回原位,对泵的保养质量是否符合要求,该要求通常为是否会漏液及负载是否合格,通常没有做检测,现有技术中也没有相应设备进行检测,这就造成泵只有在上机生产后,才能发现泵保养不合格,而此时既耽误生产,又造成生产浪费,不良率增加。
技术实现要素:
4.本发明要解决的技术问题,在于提供一种涂布机光阻供应系统的泵保养质量的检测装置,可检测泵保养的质量是否符合要求,减少产品不良或报废,且避免耽误生产。
5.本发明是这样实现的:一种涂布机光阻供应系统的泵保养质量的检测装置,包括:
6.支撑架;
7.泵固定支座,固定于所述支撑架上,用于固定保养后的泵;
8.马达,固定于所述支撑架上,用于驱动保养后的泵;
9.第一盛液盘,固定于所述支撑架,并位于所述泵固定支座下方;
10.第一漏液检测装置,固定于是第一盛液盘的内腔底面;
11.第一管路模块,用于和保养后的泵的上进液口和上出液口连接;
12.第二管路模块,用于和保养后的泵的下进液口和下出液口连接;
13.plc,固定于所述支撑架上,并分别和所述马达、第一漏液检测装置、第一管路模块、第二管路模块连接通讯。
14.进一步地,所述第一管路模块包括:
15.第一密封容器,设有第一泄压阀、第一接口、第二接口及第一加液口;所述第一加液口设有第一堵头;所述第一密封容器固定于所述支撑架上;
16.第一气控阀,固定连接于所述支撑架,进口和所述第一接口气密性连接,出口用于和所述上进液口气密性连接;
17.第一电磁阀,固定于所述支撑架上,并和所述第一气控阀的控制口气密性连接,且通信连接于所述plc;
18.第二气控阀,固定连接于所述支撑架,出口和所述第二接口气密性连接,进口用于和所述上出液口气密性连接;
19.第二电磁阀,固定于所述支撑架上,并和所述第二气控阀的控制口气密性连接,且
通信连接于所述plc;
20.第三电磁阀,固定于所述支撑架上,并和所述第一密封容器气密性连接,且通信连接于所述plc;
21.第一压力表,连接于所述第一密封容器和第三电磁阀之间,并通信连接于所述plc。
22.进一步地,所述第二管路模块包括:
23.第二密封容器,设有第二泄压阀、第三接口及第二加液口;所述第二加液口设有第二堵头;所述第二密封容器固定于所述支撑架上;
24.第三气控阀,固定连接于所述支撑架,进口和所述第三接口气密性连接,出口用于和所述下进液口气密性连接;
25.第四电磁阀,固定于所述支撑架上,并和所述第三气控阀的控制口气密性连接,且通信连接于所述plc;
26.第四气控阀,固定连接于所述支撑架,出口用于和排出容器连接,进口用于和所述下出液口气密性连接;
27.第五电磁阀,固定于所述支撑架上,并和所述第四气控阀的控制口气密性连接,且通信连接于所述plc;
28.第六电磁阀,固定于所述支撑架上,并和所述第二密封容器气密性连接,且通信连接于所述plc;
29.第二压力表,连接于所述第二密封容器和第六电磁阀之间,并通信连接于所述plc。
30.进一步地,还包括:
31.第一调压阀,固定于所述支撑架上,出口分别和所述第三电磁阀与第六电磁阀气密性连接,且通信连接于所述plc;
32.过滤调压阀,固定于所述支撑架上,出口分别气密性地连接于所述第一调压阀的进口、第一电磁阀、第二电磁阀、第四电磁阀及第五电磁阀,且通信连接于plc;
33.手动阀,固定于所述支撑架上,一端和所述过滤调压阀的进口气密性连接,另一端用于连接气源。
34.进一步地,还包括备用电磁阀,固定于所述支撑架,并和所述过滤调压阀的出口气密性连接,且通信连接于所述plc。
35.进一步地,还包括阀座,固定于所述支撑架,且和所述过滤调压阀的出口气密性连接;
36.其中,所述第一电磁阀、第二电磁阀、第四电磁阀、第五电磁阀及备用电磁阀并联连接于所述阀座。
37.进一步地,还包括:
38.第二盛液盘,固定于所述支撑架;其中,所述第一密封容器和第二密封容器分别固定于所述第二盛液盘内;
39.第二漏液检测装置,固定于是第一盛液盘的内腔底面,并通信连接于所述plc。
40.进一步地,所述泵固定座包括:
41.固定底板,固定于所述支撑架;所述马达固定于所述固定底板;
42.抱夹座,有两个,竖直间隔固定于所述固定底板;
43.丝杆,旋转地连接于所述固定底板,并呈竖直布置,且和所述马达的输出轴连接;
44.螺母,和所述丝杆螺纹连接;
45.接口卡盘,固定于所述固定底板,并位于所述抱夹座下方同轴布置;
46.滑轨,竖向固定于所述固定底板;
47.滑块,滑动连接于所述滑轨;
48.梅花螺栓,固定于所述滑块,并用于和保养后的泵的活塞杆连接。
49.进一步地,所述支撑架包括:
50.支撑脚架;
51.柜体,设有柜门,并固定于所述支撑脚架上;所述柜门上设有可视窗;
52.其中,所述泵固定座和第一盛液盘固定于所述柜体内;所述plc的控制面板固定于所述柜体的侧面。
53.进一步地,还包括:
54.报警装置,固定于所述支撑架上,并通信连接于所述plc。
55.电源开关,固定连接于所述支撑架上,并电连接于所述plc;
56.第一行程开关,固定于所述泵固定座上,并和plc通信连接,且用于检测泵的活塞杆伸出到位;
57.第二行程开关,固定于所述泵固定座上,并和plc通信连接,且用于检测泵的活塞杆缩回到位。
58.本发明具有如下优点:一种涂布机光阻供应系统的泵保养质量的检测装置,包括:支撑架;泵固定支座,固定于所述支撑架上,用于固定保养后的泵;马达,固定于所述支撑架上,用于驱动保养后的泵;第一盛液盘,固定于所述支撑架,并位于所述泵固定支座下方;第一漏液检测装置,固定于是第一盛液盘的内腔底面;第一管路模块,用于和保养后的泵的上进液口和上出液口连接;第二管路模块,用于和保养后的泵的下进液口和下出液口连接;plc,固定于所述支撑架上,并分别和所述马达、第一漏液检测装置、第一管路模块、第二管路模块连接通讯。漏液检测装置可检测泵是否漏液,通过检测马达的负载变化进而得出泵的负载变化是否符合要求,可减少产品不良或报废,且避免耽误生产。
附图说明
59.下面参照附图结合实施例对本发明作进一步的说明。
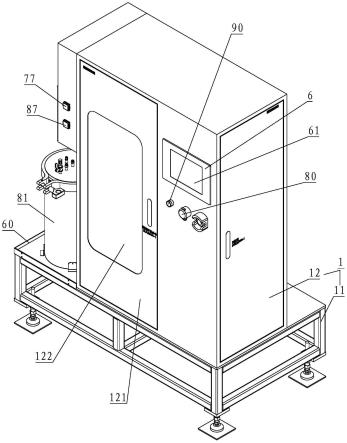
60.图1为本发明一种涂布机光阻供应系统的泵保养质量的检测装置的立体图。
61.图2为本发明一种涂布机光阻供应系统的泵保养质量的检测装置的主视图。
62.图3为本发明一种涂布机光阻供应系统的泵保养质量的检测装置的俯视图。
63.图4为本发明一种涂布机光阻供应系统的泵保养质量的检测装置的左视图。
64.图5为图4中a处的局部放大示意图。
65.图6为本发明一种涂布机光阻供应系统的泵保养质量的检测装置的右视图。
66.图7为图6中的b-b剖视图。
67.图8为图7中c处的局部放大示意图。
68.图9为本发明的泵固定支座的立体图。
69.图10为本发明的泵固定支座和泵的分解图。
70.图11为本发明的管路图。
71.附图标记说明:
72.支撑架1,支撑脚架11,柜体12,柜门121,可视窗122;
73.泵固定支座2,固定底板21,抱夹座22,丝杆23,螺母24,接口卡盘25,滑轨26,滑块27,梅花螺栓28;
74.马达3;
75.第一盛液盘4;
76.第一漏液检测装置5;
77.plc6,
78.第一密封容器71,第一泄压阀711,第一接口712,第二接口713,第一加液口714,第一堵头715,第一气控阀72,第一电磁阀73,第二气控阀74,第二电磁阀75,第三电磁阀76,第一压力表77;
79.第二密封容器81,第二泄压阀811,第三接口812,第二加液口813,第二堵头814,第三气控阀82,第四电磁阀83,第四气控阀84,第五电磁阀85,第六电磁阀86,第二压力表87;
80.排出容器9;
81.第一调压阀10;
82.过滤调压阀20;
83.手动阀30;
84.备用电磁阀40;
85.阀座50;
86.第二盛液盘60;
87.第二漏液检测装置70;
88.报警装置80;
89.电源开关90;
90.泵100,上进液口101,上出液口102,下进液口103,下出液口104,第一行程开关105,第二行程开关106。
具体实施方式
91.在对发明的描述中,需要理解的是,指示方位或位置关系的描述为基于附图所示的方位或位置关系,仅是为了便于描述发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对发明保护范围的限制。
92.在发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“设置”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在发明中的具体含义。
93.本发明的发明构思如下:通过马达驱动泵进行工作,模拟泵实际工作情况,从而对
泵进行检测,得出保养后的泵质量是否符合要求。
94.(1)若保养后的泵100会漏液,则液体漏到第一盛液盘4,从而被第一漏液检测装置5检测到,反馈给plc6,从而可检测泵100发生漏液;
95.(2)由于泵100是由马达3驱动进行工作的,因此,泵100的负载变化会传递给马达3,因此,通过检测马达3的负载变化进而可得出泵100的负载变化,可预先设定马达3的负载变化范围,检测到的数据和预设的范围进行对比,当超出预设的范围时,表明泵100的负载不合格,即保养不合格,若在预设的范围内,则表明泵100的负载合格。
96.而预设的马达3的负载变化范围,可事先用合格的泵100进行测试,检测出该预设的范围,其中,马达3和实际生产选用相同的型号,向泵100输送的液体也和实际相同,如第一密封容器71内装光阻液体,第二密封容器72内装pgmea液体,其它运行参数也模拟实际生产。
97.(3)第二漏液检测装置70的作用是检测第一密封容器71或第二密封容器81是否会漏液,确保两个容器本身的质量没问题,起安全保护的作用,这是因为两个容器在检测过程中会充气加压,若漏液则容器内的液体会渗透出来,影响测试效果。
98.请参阅图1至图11所示。
99.本发明的一种涂布机光阻供应系统的泵保养质量的检测装置,包括:
100.支撑架1;
101.泵固定支座2,固定于所述支撑架1上,用于固定保养后的泵100;
102.马达3,固定于所述支撑架1上,用于驱动保养后的泵100;可选用和实际生产型号相同的马达3,使得测试更准确;
103.第一盛液盘4,固定于所述支撑架1,并位于所述泵固定支座2下方;当泵100因保养不当而发生漏液时,由第一盛液盘4将漏液收集,避免漏到机台或地板上而造成污染。
104.第一漏液检测装置5,固定于是第一盛液盘4的内腔底面,当发生漏液时,可通过第一漏液检测装置5感应到,及时反馈给plc,plc控制各电气设备停止检测工作;
105.第一管路模块,用于和保养后的泵100的上进液口101和上出液口102连接;第一管路模块向泵100的上腔体输送第一种液体,如光阻液体,模拟泵100的实际生产状态。
106.第二管路模块,用于和保养后的泵100的下进液口103和下出液口104连接;第二管路模块向泵100的下腔体输送第二种液体,如pgmea液体,模拟泵100的实际生产状态。
107.plc6,固定于所述支撑架1上,并分别和所述马达3、第一漏液检测装置5、第一管路模块、第二管路模块连接通讯。
108.所述第一管路模块包括:
109.第一密封容器71,设有第一泄压阀711、第一接口712、第二接口713及第一加液口714;所述第一加液口714设有第一堵头715;所述第一密封容器71固定于所述支撑架1上;在具体实施中,所述第一密封容器71可采用光阻桶,用于装光阻液体,模拟泵100的实际工作状态。所述第一泄压阀711和第一密封容器71连通,在检测完成后,用于泄压。所述第一加液口714用于向第一密封容器71内添加测试用液体,添加完成后用所述第一堵头715堵住密封。
110.第一气控阀72,固定连接于所述支撑架1,进口和所述第一接口712气密性连接,出口用于和所述上进液口101气密性连接;所述第一气控阀72用于控制泵100的上进液口101
和第一密封容器71连接管路的开闭,如型号为amd01-6up-4-1,其为单向阀,液体流向为:第一密封容器71
→
第一气控阀72
→
上进液口101。
111.第一电磁阀73,固定于所述支撑架1上,并和所述第一气控阀72的控制口气密性连接,且通信连接于所述plc6;所述第一电磁阀73用于控制所述第一气控阀72的通断,从而控制管路的开闭。如型号为sy5120-5lzd-01。
112.第二气控阀74,固定连接于所述支撑架1,出口和所述第二接口713气密性连接,进口用于和所述上出液口102气密性连接;所述第二气控阀74用于控制泵100的上出液口102和第一密封容器71连接管路的开闭,如型号为amd01-6up-4-1,其为单向阀,液体流向为:上出液口102
→
第二气控阀74
→
第一密封容器71。
113.第二电磁阀75,固定于所述支撑架1上,并和所述第二气控阀74的控制口气密性连接,且通信连接于所述plc6;所述第二电磁阀75用于控制所述第二气控阀74的通断,从而控制管路的开闭。如型号为sy5120-5lzd-01。
114.第三电磁阀76,固定于所述支撑架1上,并和所述第一密封容器71气密性连接,且通信连接于所述plc6;所述第三电磁阀76入口端和气源连接,控制向第一密封容器71内输送压缩气体的管路的开闭,对第一密封容器71内进行加压,将第一密封容器内的液体从上进液口101输送进泵100的上腔体,最后从上出液口102排出,回流到第一密封容器71内。所述第三电磁阀76的型号可采用vt307v-5g1-01。
115.第一压力表77,连接于所述第一密封容器71和第三电磁阀76之间,并通信连接于所述plc6。所述第一压力表77用于检测从第三电磁阀76向第一密封容器71输送的压缩气体的气压。
116.所述第二管路模块包括:
117.第二密封容器81,设有第二泄压阀811、第三接口812及第二加液口813;所述第二加液口813设有第二堵头814;所述第二密封容器81固定于所述支撑架1上;在具体实施中,所述第二密封容器81可采用桶,用于装pgmea液体。所述第二泄压阀811用于检测完后,对第二密封容器81进行泄压。所述第二加液口813用于向第二密封容器81内添加液体,添加完成后用所述第二堵头814堵住密封。
118.第三气控阀82,固定连接于所述支撑架1,进口和所述第三接口812气密性连接,出口用于和所述下进液口103气密性连接;所述第三气控阀82用于控制泵100的下进液口103和第二密封容器81连接管路的开闭,如型号为amd01-6up-4-1,其为单向阀,液体流向为:第二密封容器81
→
第三气控阀82
→
下进液口101。
119.第四电磁阀83,固定于所述支撑架1上,并和所述第三气控阀82的控制口气密性连接,且通信连接于所述plc6;所述第四电磁阀83用于控制所述第三气控阀82的通断,从而控制管路的开闭。如型号为sy5120-5lzd-01。
120.第四气控阀84,固定连接于所述支撑架1,出口用于和排出容器9连接,进口用于和所述下出液口104气密性连接;所述第四气控阀84用于控制泵100的下出液口104和排出容器9连接管路的开闭,如型号为amd01-6up-4-1,其为单向阀,液体流向为:下出液口104
→
第四气控阀84
→
排出容器9。
121.第五电磁阀85,固定于所述支撑架1上,并和所述第四气控阀84的控制口气密性连接,且通信连接于所述plc6;所述第五电磁阀85用于控制所述第四气控阀84的通断,从而控
制管路的开闭。如型号为sy5120-5lzd-01。
122.第六电磁阀86,固定于所述支撑架1上,并和所述第二密封容器81气密性连接,且通信连接于所述plc6;所述第六电磁阀86入口端和气源连接,控制向第二密封容器81内输送压缩气体的管路的开闭,对第二密封容器81内进行加压,将第二密封容器内的液体从下进液口103输送进泵100的下腔体,最后从下出液口104排出,排到排出容器9内。所述第六电磁阀86的型号可采用vt307v-5g1-01。
123.第二压力表87,连接于所述第二密封容器81和第六电磁阀86之间,并通信连接于所述plc6。所述第二压力表87用于检测从第六电磁阀86向第二密封容器81输送的压缩气体的气压。
124.所述第一管路模块和第二管路模块的区别在于:第一管路模块中,第一密封容器71、上进液口101、上出液口102形成液体循环回路。而第二管路模块中,第一密封容器81向下进液口103输送液体,而下出液口104排出的液体则进入排出容器9中,并不是循环回路,因此,需要向第二密封容器71及时补充液体。
125.还包括:
126.第一调压阀10,固定于所述支撑架1上,出口分别和所述第三电磁阀76与第六电磁阀86气密性连接,且通信连接于所述plc6;
127.过滤调压阀20,固定于所述支撑架1上,出口分别气密性地连接于所述第一调压阀10的进口、第一电磁阀73、第二电磁阀75、第四电磁阀83及第五电磁阀85,且通信连接于plc6;
128.手动阀30,固定于所述支撑架1上,一端和所述过滤调压阀20的进口气密性连接,另一端用于连接气源。手动阀30起双重保护作用,在断电或电磁阀损坏时可通过手动阀30控制气路的开闭。
129.厂内气源从所述手动阀30接入,经过过滤调压阀20进行过滤并调压,再经过第一调压阀10调节气体压力至所需的气压,然后输送到第一管路模块或第二管路模块。
130.还包括备用电磁阀40,固定于所述支撑架1,并和所述过滤调压阀20的出口气密性连接,且通信连接于所述plc6。所述备用电磁阀40可在第一电磁阀73、第二电磁阀75、第四电磁阀83或第五电磁阀85中的某个电磁阀损坏后,可先将该电磁阀的管路接到备用电磁阀40上进行使用,减少维修等待的时间。
131.还包括阀座50,固定于所述支撑架1,且和所述过滤调压阀20的出口气密性连接;
132.其中,所述第一电磁阀73、第二电磁阀75、第四电磁阀83、第五电磁阀85及备用电磁阀40并联连接于所述阀座50,所述阀座50便于五个电磁阀的安装及布线。
133.还包括:
134.第二盛液盘60,固定于所述支撑架1;其中,所述第一密封容器71和第二密封容器81分别固定于所述第二盛液盘60内;第二盛液盘60可接收第一密封容器71或第二密封容器81的漏液,起安全保护作用,因为在实际检测中,第一密封容器71装光阻液体,第二密封容器81装pgmea液体,这些液体具有腐蚀性。
135.第二漏液检测装置70,固定于是第一盛液盘4的内腔底面,并通信连接于所述plc6。第二漏液检测装置70可在第一密封容器71或第二密封容器81因质量等问题导致漏液时,可及时检测到,反馈给plc,plc控制报警装置发出报警提示,并控制各器件停止工作。
136.所述泵固定座2包括:
137.固定底板21,固定于所述支撑架1;所述马达3固定于所述固定底板21;如在具体一实施例中,所述固定底板21为长方体,其竖直固定于所述支撑架1。
138.抱夹座22,有两个,竖直间隔固定于所述固定底板21;如在具体一实施例中,泵100为圆柱体,所述抱夹座22可采用现有的轴抱夹座,泵100竖直固定在两抱夹座22内,活塞杆竖直朝下布置。
139.丝杆23,旋转地连接于所述固定底板21,并呈竖直布置,且和所述马达3的输出轴连接;
140.螺母24,和所述丝杆23螺纹连接;
141.接口卡盘25,固定于所述固定底板21,并位于所述抱夹座22下方同轴布置;泵100插入接口卡盘25,活塞杆穿过接口卡盘25和所述梅花螺栓28连接。
142.滑轨26,竖向固定于所述固定底板21;
143.滑块27,滑动连接于所述滑轨26;
144.梅花螺栓28,固定于所述滑块27,并用于和保养后的泵100的活塞杆连接。
145.泵100在泵固定座2上安装方式:泵100竖直固定在两抱夹座22内,并插入接口卡盘25,活塞杆竖直朝下穿过接口卡盘25,所述梅花螺栓28锁入活塞杆端部的内螺纹孔内,两者连接固定。检测时,plc6控制马达3工作,带动丝杆23旋转,从带动螺母24沿竖直方向移动,进而带动所述滑块27沿竖直方向移动,从而带动梅花螺栓28沿竖直方向移动,最终带动活塞杆进行伸缩运动。
146.所述支撑架1包括:
147.支撑脚架11;
148.柜体12,设有柜门121,并固定于所述支撑脚架11上;所述柜门12上设有可视窗122;
149.其中,所述泵固定座2和第一盛液盘4固定于所述柜体12内;所述plc6的控制面板61固定于所述柜体12的侧面。所述柜体12可起安全防护罩的作用,因为泵100保养后的质量无法保证,为避免意外发生,因此将泵固定座2和泵100设于柜体12内。
150.还包括:
151.报警装置80,固定于所述支撑架1上,并通信连接于所述plc6。
152.电源开关90,固定连接于所述支撑架1上,并电连接于所述plc6;
153.第一行程开关105,固定于所述泵固定座2上,并和plc6通信连接,且用于检测泵100的活塞杆伸出到位;
154.第二行程开关106,固定于所述泵固定座2上,并和plc6通信连接,且用于检测泵100的活塞杆缩回到位。
155.在具体实施中,还可设置急停按钮,其和plc6电连接。
156.具体一使用方式:
157.预设好工作程序。
158.plc事先预设好马达3的负载变化范围。
159.在所述第一密封容器71内注入光阻液体,在第二密封容器81内注入pgmea液体。马达3采用步进电机。
160.第一漏液检测装置5和第二漏液检测装置70可采用漏液传感器。
161.第一行程开关105和第二行程开关106固定于所述泵固定座2上,并分别和plc通信连接,其中第一行程开关105对应泵100的活塞杆伸出到位,第二行程开关106对应活塞杆缩回到位。
162.将泵100竖直朝下安装在泵固定座2上,梅花螺栓28和泵100的活塞杆固定好。
163.手动阀30处于常开状态。
164.按下电源开关90,plc6按照预设的工作程序工作:
165.plc6控制第三电磁阀76将气路打开,压缩气体充入第一密封容器71内,同时plc控制第一电磁阀73通气将第一气控阀72接通,并控制第二电磁阀74通气将第二气控阀72接通,且控制第五电磁阀85通气将第四气控阀84接通;同时还控制马达3正转;此时,马达3带动丝杆正转,从而带动活塞杆向下伸出,另一方面,压缩气体将第一密封容器71内的光阻液体加压输送进入上进液口101,推动活塞杆向下伸出,光阻液体再从上出液口102回流到第一密封容器71内,下腔体则处于泄压状态,从下出液口104向排出容器9排出pgmea液体。当活塞杆向下伸出到位后,被第一行程开关105感应到,第一行程开关105反馈信号给plc6;
166.然后plc6控制马达3反转,并控制第六电磁阀86将气路打开,压缩气体充入第二密封容器81内,同时plc控制第三电磁阀76将气路关闭,且控制第一电磁阀73断气将第一气控阀72关闭,并控制第二气控阀72和第四气控阀84继续保持接通,同时还控制第四电磁阀83通气将第三气控阀82接通;此时,马达3带动丝杆反转,从而带动活塞杆向上缩回,另一方面,压缩气体将第二密封容器81内的pgmea液体加压输送进入下进液口103,推动活塞杆向上缩回,pgmea液体再从下出液口104排到排出容器9;而上腔体则处于泄压状态,从上出液口102向第一密封容器71排出光阻液体。当活塞杆向上缩回到位后,被第二行程开关106感应到,第二行程开关106反馈信号给plc6;
167.完成泵的一次伸缩运动,以此类推,plc6控制马达3带动泵100的活塞杆进行往复伸缩运动,直至完成检测。
168.该过程中,若泵发生漏液,则液体滴落到第一盛液盘4内,然后被第一漏液检测装置5检测到,反馈信号给plc6,plc6控制报警装置80发出报警提示,并在控制面板61上显示漏液,且控制各器件停止工作,等待工作人员处理。
169.另一方面,泵100的活塞杆在伸缩过程,马达3的负载变化实时反馈给plc6,plc记录、保存并生成负载变化曲线,若超出预设的变化范围,则plc6控制报警装置80发出报警提示,并在控制面板61上显示负载异常,且控制个器件停止工作,等待工作人员处理。
170.完成测试后,plc6将电源断开,自动关闭电源。
171.虽然以上描述了本发明的具体实施方式,但是熟悉本技术领域的技术人员应当理解,我们所描述的具体的实施例只是说明性的,而不是用于对本发明的范围的限定,熟悉本领域的技术人员在依照本发明的精神所作的等效的修饰以及变化,都应当涵盖在本发明的权利要求所保护的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1