一种软带检测方法、装置及计算机介质与流程
1.本发明涉及轴承检测领域,具体涉及一种软带检测方法、装置及计算机介质。
背景技术:
2.大型轴承环件的滚道面通常要求硬度55-60hrc,为了达到这个指标,通常对滚道面进行感应淬火。常规的感应淬火的淬火起点和终点无法重合,造成一个区域不能淬火、硬度较低,称之为“软带”。软带的承载性能较差,常规的工艺中会要求对软带进行打磨,在滚子滚动时减少其承载的概率。为了控制软带对环件、对轴承的影响,需要严格控制其打磨形状。现有技术大多采用百分表或千分表配合以辅助支撑结构的形式测量软带深度。这些方法需要人工记录数据,且只能反映深度值,难以真正衡量打磨形状。
技术实现要素:
3.为了解决上述问题,本发明提供了一种软带测量方法、装置及计算机介质,具体技术方案如下:
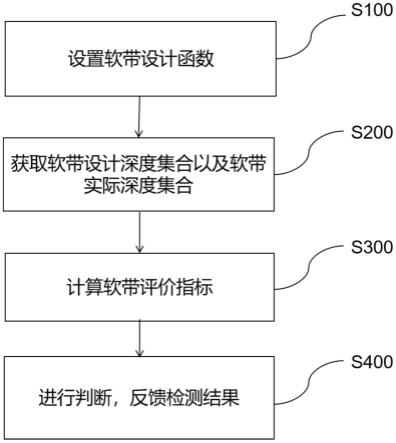
4.一种软带检测方法,步骤如下:
5.步骤s100:设置软带设计函数,具体是,建立坐标系,根据软带设计打磨形状设置软带设计函数;
6.步骤s200:获取软带设计深度集合以及软带实际深度集合,具体是,根据步骤s100中的软带设计函数选择取样点,根据取样点的坐标信息获取检测点的坐标信息,基于检测点的坐标信息以及所述软带设计函数得到软带设计深度集合;测量所述检测点的实际深度,获得软带实际深度集合;
7.步骤s300:计算软带评价指标,具体是,根据步骤s200中的软带实际深度集合以及软带设计深度集合计算出相关距离和最大差值,得到软带评价指标;
8.步骤s400:进行判断,反馈检测结果,具体是,根据步骤s300中的软带评价指标判断软带打磨是否合格,将判断结果作为软带检测结果反馈。
9.具体的,在步骤s100中,所述坐标系为空间直角坐标系,空间直角坐标系的建立方式如下:以软带上一点为原点,滚道面圆周切线方向为横轴,软带深度方向为竖轴,横轴和竖轴的叉乘方向为纵轴。
10.具体的,在步骤s200中,取样点的坐标信息包括取样点横轴坐标和取样点纵轴坐标,检测点的坐标信息包括检测点横轴坐标和检测点纵轴坐标;
11.其中,获取软带设计深度集合的方式是:将所有的取样点横轴坐标通过抽稀算法得到检测点横轴坐标集合,通过检测点横轴坐标数量和范围的比值以及取样点纵轴坐标范围得到检测点纵轴坐标数,在取样点纵轴坐标范围中均匀取点得到检测点纵轴坐标集合;将检测点横轴坐标集合和检测点纵轴坐标集合代入所述设计函数,得到软带设计深度集合;
12.获取软带实际深度集合的方式是:测量检测点的实际软带深度,得到软带实际深
度集合。
13.具体的,在步骤s200中,获取检测点横轴坐标集合的具体步骤如下:
14.步骤s201:对软带设计函数进行全定义域均匀取样,得到若干取样点,得到所有的取样点横轴坐标以及取样点纵轴坐标;
15.步骤s202:根据测量精度选取抽稀算法的阈值;根据阈值将所有的取样点横轴坐标进行抽稀得到检测点横轴坐标集合;所述抽稀算法为道格拉斯-普克算法。
16.具体的,在步骤s201中,软带设计函数为分段光滑的分段函数;每一分段的取样点数不小于10。
17.具体的,在步骤s300中,所述相关距离为对应检测点的实际深度与设计深度的皮尔森相关距离,表达式如下:
[0018][0019]
其中,i表示皮尔森相关距离;表示软带实际深度集合;表示软带设计深度集合;cov和d分别表示协方差和方差。
[0020]
具体的,在步骤300中,所述最大差值为对应检测点的实际深度和设计深度的最大差值,表达式如下:
[0021][0022]
其中,j表示最大差值;表示软带实际深度集合;表示软带设计深度集合;max表示取最大值。
[0023]
具体的,步骤s400中,判断具体是:
[0024]
若相关距离不超过10-5
且最大差值不超过0.1,则判定软带打磨合格;
[0025]
若相关距离超过10-5
或最大差值超过0.1,则判定软带打磨不合格。
[0026]
另外,本发明还提出了一种软带检测装置,包括:
[0027]
深度测量器,用于测量软带实际深度;
[0028]
存储器,用于存储计算机程序;
[0029]
处理器,用于执行所述计算机程序时实现上述的软带检测方法。
[0030]
另外,本发明还提出了一种计算机介质,所述计算机介质上存储有计算机程序,所述计算机程序被处理器执行时实现上述的软带检测方法。
[0031]
应用本发明的技术方案,具有以下有益效果:
[0032]
本发明通过设置坐标系,使用软带设计函数表示软带的设计打磨形状,再通过抽稀算法以及设计打磨形状的特征计算出检测点坐标,通过比对检测点的实际深度坐标和设计深度坐标之间的相关距离以及最大差值,衡量软带打磨效果,准确地判断出软带打磨是否合格。本发明区别于现有技术中采用百分表或千分表配合支撑结构的形式测量软带深度,提供了一种软带检测方法,不仅测量软带的实际深度,且通过坐标模拟软带设计打磨形状,通过坐标比较软带实际深度与软带设计深度的相关距离以及最大差值,进而能够衡量其打磨是否合格。
[0033]
除了上面所描述的目的、特征和优点之外,本发明还有其它的目的、特征和优点。下面将参照图,对本发明作进一步详细的说明。
附图说明
[0034]
构成本技术的一部分的附图用来提供对本发明的进一步理解,本发明的示意性实施例及其说明用于解释本发明,并不构成对本发明的不当限定。在附图中:
[0035]
图1是软带检测方法的步骤流程图;
[0036]
图2是软带的部分截面示意图;
[0037]
图3是软带设计函数中h与x的关系图(未抽稀);
[0038]
图4是软带设计函数中h与x的关系图(抽稀后)。
具体实施方式
[0039]
以下结合附图对本发明的实施例进行详细说明,但是本发明可以根据权利要求限定和覆盖的多种不同方式实施。
[0040]
实施例1:
[0041]
软带为滚道面上不能淬火、硬度较低的区域,打磨后的软带呈波浪起伏状。现有技术大多采用百分表或千分表配合以辅助支撑结构的形式测量软带深度。这些方法需要人工记录数据,且只能反映深度值,难以真正衡量打磨形状。
[0042]
为了解决上述问题,本实施例实现了一种软带检测方法,方法步骤如下:
[0043]
步骤s100:设置软带设计函数,具体是,建立坐标系,根据软带设计打磨形状设置软带设计函数;
[0044]
步骤s200:获取软带设计深度集合以及软带实际深度集合,具体是,根据步骤s100中的软带设计函数选择取样点,根据取样点的坐标信息以及软带设计函数获取软带设计深度集合;根据取样点的坐标信息测量取样点的实际深度,获得软带实际深度集合;
[0045]
步骤s300:计算软带评价指标,具体是,根据软带实际深度集合以及软带设计深度集合计算出相关距离和最大差值得到软带评价指标;
[0046]
步骤s400:进行判断,反馈检测结果,具体是,若软带评价指标符合条件,则判定软带打磨合格;否则,则判定软带打磨不合格;将判断结果作为软带检测结果反馈。
[0047]
本实施例区别于现有技术中采用百分表或千分表配合支撑结构的形式测量软带深度,提供了一种软带检测方法,不仅测量软带的实际深度,还建立坐标系和使用函数模拟软带设计打磨形状,进而通过坐标比较软带实际深度与软带设计深度的相关距离,达到衡量软带打磨是否合格。
[0048]
进一步地,在步骤s100中,本实施例优选的坐标系为空间直角坐标系,空间直角坐标系的建立方式如下:以软带上一点为原点,滚道面圆周切线方向为横轴,软带深度方向为竖轴,横轴和竖轴的叉乘方向为纵轴。所述软带设计函数为根据设计打磨形状建立的分段函数,分段函数能够较好地模拟打磨形状,需要说明的是,所述设计打磨形状为软带的周向截面形状。需要说明的是,所述软带为待检测面上硬度低、应进行打磨避免直接承载的区域,对于本实施例而言,所述软带的设计打磨形状为波浪起伏状。
[0049]
进一步地,在步骤s200中,所述取样点的坐标信息包括取样点横轴坐标和取样点纵轴坐标,检测点的坐标信息包括检测点横轴坐标和检测点纵轴坐标;
[0050]
其中,本实施例优选的获取软带设计深度集合的方式是:将所有的取样点横轴坐标通过抽稀算法得到检测点横轴坐标集合,通过检测点横轴坐标数量和范围的比值以及取
样点纵轴坐标范围得到检测点纵轴坐标数,在取样点纵轴坐标范围中均匀取点得到检测点纵轴坐标集合;将检测点横轴坐标集合和检测点纵轴坐标集合代入所述设计函数,得到软带设计深度集合;
[0051]
获取软带实际深度集合的方式是:测量检测点的实际软带深度,得到软带实际深度集合。
[0052]
进一步地,在步骤s200中,获取检测点横轴坐标集合的具体步骤如下:
[0053]
步骤s201:对软带设计函数进行全定义域均匀取样,得到若干取样点,得到所有的取样点横轴坐标以及取样点纵轴坐标;
[0054]
步骤s202:根据测量精度选取抽稀算法的阈值;根据阈值将所有的取样点横轴坐标进行抽稀得到检测点横轴坐标集合;所述抽稀算法为道格拉斯-普克算法。
[0055]
进一步地,在步骤s201中,本实施例优选的对分段光滑的设计函数进行全定义域均匀取样,每一分段的取样点数不小于10。需要说明的是,本实施例中的检测点为软带设计打磨形状中的特征点,其集合能够代表所述软带设计打磨形状的特征,通过对检测点进行打磨评价能够较好地判断软带整体的打磨效果,检测点的位置是根据取样点的坐标通过抽稀算法计算得到,取样点个数越多,检测点的位置越能反应软带的设计打磨形状。
[0056]
进一步地,在步骤s202中,本实施例优选的纵轴坐标集合通过软带的横纵比以及所述横轴坐标集合计算得出,表达式如下:
[0057]my
=ρ*m
x
;
[0058]
其中,my为纵轴向检测点个数,ρ为横轴向检测点密度,m
x
为横轴向检测点个数。
[0059]
进一步地,所述检测点在纵轴向均匀分布。
[0060]
优选的,在步骤s300中,使用位移传感器测量所述软带实际深度。
[0061]
优选的,在步骤s400中,所述相关距离为对应检测点的实际深度与设计深度的皮尔森相关距离,表达式如下:
[0062][0063]
其中,i表示打磨效果评价指标;表示软带实际深度集合;表示软带设计深度集合;cov和d分别表示协方差和方差。
[0064]
需要说明的是,为向量集,其由所有检测点的软带实际深度为基组成;为向量集,其由所有检测点的软带设计深度为基组成。将软带实际深度或软带设计深度组成的向量集能够在空间直角坐标系中较好地反映设计打磨形状与实际打磨形状,同时有利于计算其相关距离。
[0065]
优选的,在步骤400中,所述最大差值为对应检测点的实际深度和设计深度的最大差值,表达式如下:
[0066][0067]
其中,j表示深度评价指标;max表示取最大值。
[0068]
优选的,步骤s500中,判断具体是:
[0069]
若打磨效果评价指标(相关距离)不超过10-5
且深度评价指标(最大差值)不超过0.1,则判定软带打磨合格;
[0070]
若打磨效果评价指标(相关距离)超过10-5
或深度评价指标(最大差值)超过0.1,则判定软带打磨不合格。
[0071]
为了更好地说明本实施例的目的和优势,下面将提供一个软带的具体算例:
[0072]
如图2所示的软带截面图,以对称点为原点,建立坐标系,其中y轴为x轴和z轴的叉乘方向,以软带的底面(图2中的l段表面)为深度零点,软带深度的函数表达如下:
[0073][0074]
其中,h表示软带设计深度,即空间直角坐标的竖轴坐标;x表示软带设计深度函数的自变量,即空间直角坐标系的横轴坐标。
[0075]
进一步地,软带纵轴方向坐标为y,0≤y≤80。
[0076]
如图3和图4所示的软带设计函数,其横轴为坐标系x轴,纵轴为坐标系z轴,本实施例优选的图2中的l'段软带计算检测点个数,优选的取样点个数为200,抽稀后为16个点。即x方向应布16个测量点。抽稀阈值根据测量精度确定,本实施例优选的测量精度为0.001。
[0077]
根据l'段软带的横纵比计算纵轴方向检测点个数,所述l'段软带的横纵比ρ=80/47.49,my=ρ*m
x
=80/47.49*16=26.95304274584123,四舍五入取整为27,即y方向应均布27个检测点。所述l'段软带的检测点共计432个。
[0078]
实际测量时的定位以打磨边界为基准,寻找打磨区域的中心为坐标系原点。
[0079]
最终计算出打磨效果评价指标的最大值i=8
×
10-7
,深度评价指标j=4
×
10-4
,可以据此判断本算例中的软带打磨合格。
[0080]
应用了本实施例提出的软带检测方法,能够直接得到软带检测结果,不需要人工记录数据再和设计打磨形状进行计算比对,简化了软带检测过程,提高了软带检测的准确性。本实施例通过建立坐标系,基于软带设计打磨形状结合坐标系建立软带设计函数,保证了软带检测的准确性,提高了软带检测的效率。本实施例通过平均取样以及抽稀检测获取检测点,通过较少的检测点个数反映软带的形状特点,提高了计算效率。本实施例基于检测点的坐标信息以及软带设计函数得到软带设计深度集合和软带实际深度集合,通过软带设计深度集合和软带实际深度集合计算相关距离以及最大差值,提高了软带检测的准确性。本实施例基于相关距离和最大差值来衡量被检测软带是否符合打磨标准。
[0081]
实施例2:
[0082]
本实施例提出了一种软带检测装置,包括:
[0083]
深度测量器,用于测量软带实际深度;
[0084]
存储器,用于存储计算机程序;
[0085]
处理器,用于执行所述计算机程序时实现如实施例1所述的软带检测方法。
[0086]
本实施例优选的深度测量器包括探针和位移传感器,所述探针包括固定端以及活动端,所述活动端上设置位移传感器且探针垂直滚道面设置;以滚道面为基准面,位移传感器变化量即为软带的实际测量深度。本实施例区别于现有技术中人工测量软带深度,使用位移传感器实现软带深度的连续测量,使得测量结果更加精确。
[0087]
实施例3:
[0088]
本实施例提出了一种计算机介质,所述计算机介质上存储有计算机程序,所述计
算机程序被处理器执行时实现如实施例1所述的的软带检测方法。
[0089]
本领域内的技术人员应明白,本技术的实施例可提供为方法、系统、或计算机程序产品。因此,本技术可采用完全硬件实施例、完全软件实施例、或结合软件和硬件方面的实施例的形式。而且,本技术可采用在一个或多个其中包含有计算机可用程序代码的计算机可用存储介质(包括但不限于磁盘存储器、cd-rom、光学存储器等)上实施的计算机程序产品的形式。
[0090]
本技术是参照根据本技术实施例的方法、设备(系统)、和计算机程序产品的流程图和/或方框图来描述的。应理解可由计算机程序指令实现流程图和/或方框图中的每一流程和/或方框、以及流程图和/或方框图中的流程和/或方框的结合。可提供这些计算机程序指令到通用计算机、专用计算机、嵌入式处理机或其他可编程数据处理设备的处理器以产生一个机器,使得通过计算机或其他可编程数据处理设备的处理器执行的指令产生用于实现在流程图一个流程或多个流程和/或方框图一个方框或多个方框中指定的功能的装置。
[0091]
以上所述仅为本发明的优选实施例而已,并不用于限制本发明,对于本领域的技术人员来说,本发明可以有各种更改和变化。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1