盖板类工件的多圆特征参数测量方法、检测方法和装置
1.本发明涉及一种基于线激光扫描的盖板类工件的多圆特征参数测量方法、检测方法和装置,属于3d点云测量技术领域。
背景技术:
2.在现代工业中,传统的盖板类工件检测使用三坐标测量仪,这种接触式检测方法成本高、效率低,容易损坏被测工件。线激光扫描技术具有非接触、速度快、精度高等优点,能有效提高机器钻孔与工件装配的自动化程度并降低成本。利用线激光扫描来实现盖板类工件的特征参数测量与特征定位并实现其在流水线上的自动化测量在盖板类工件的特征参数测量技术中具有较高的研究和应用价值。
3.背景技术一:基于线激光扫描的盖板类工件特征参数测量方法的关键是三维点云中边缘点云的提取。目前,边缘特征点提取方法分为间接法和直接法。间接法通过把三维点云转换为二维图像并提取图像边缘,再转换为三维点云边缘特征点,但二维图像边缘表征点云边缘必然会忽略三维点云的几何优势,造成信息损失;直接法根据空间特征和相互关系参数直接对三维点云提取边缘特征点,保留了完整的三维点云信息,因此直接法是边缘特征点提取的研究热点。
4.背景技术二:随机抽样一致性算法(random sample consensus,ransac)是目前最常用的特征估计算法,采用迭代的方式从一组包含离群的被观测数据中估算出数学模型参数,但传统的ransac算法只能识别工件上的众多特征中的一个,不满足测量盖板类工件特征参数的条件。
5.背景技术三:针对工件在流水线上的测量,现有技术在检测工件平面的时候需要对工件精确固定,从而保证工件的位姿固定,然后将测量仪的视野限定在固定工件的夹具上方得到较为精准的点云数据,但对于较为复杂的工件、条件较差的生产流水线等工作场景,该方法就不能完全识别特征和测量参数。同时该方法只能提取待测的平面点云,不能实现圆心、半径等特征参数的测量。
6.综上所述,现有技术存在的问题是:
7.(1)现有方法对工件点云的特征点云的提取方法是将三维点云转换为二维图像再进行图像边缘的提取,再然后转换为三维点云边缘特征点,会造成数据信息的损失,忽略了线激光扫描点云具有数据量有序且易于操作的优势。
8.(2)现有ransac算法不能应用在多特征的拟合场景。
9.(3)现有方法在检测点云特征的时候需要限制物体位姿。
技术实现要素:
10.针对现有技术存在的问题,本发明提供了一种基于线激光扫描的盖板类工件的多圆特征参数测量方法、装置,以及用于盖板类工件缺陷检测和进一步的对误差较大特征定位的基础。
11.本发明对于测量盖板工件的点云,难点在于需要确保其适用性,对复杂工件的特性获取和任意形状的识别,以及流水线上的自动测量。如果当前想要快速自动化测量特征参数,则只能检测简单特征,复杂特征只能手动检测。对复杂的盖板类工件的全部特征参数的测量会是一大难题。一种通用的基于线激光扫描的盖板类工件特征参数测量方法使得3d点云测量可以应用到更广泛的场景,满足更多的测量需求。基于配准的方法可以使得3d点云测量可以应用于工业流水线上。
12.第一方面,提供一种盖板类工件的多圆特征参数测量方法,包括:
13.获取线激光扫描得到的整个工件的点云数据;
14.对工件的点云数据进行滤波预处理,得到预处理后的点云数据;
15.对预处理后的点云数据构建kd树拓扑结构,根据点云的向量夹角阈值分割提取边缘点云;
16.利用pcl提供的areapickingevent函数在所述边缘点云中框选出用作基准孔的圆特征点云,利用最小二乘法拟合所框选圆特征点云系数,并滤除所框选的点云;
17.对于除基准孔的圆特征点云外的边缘点云,采用改进的ransac算法拟合特征,在边缘点云中使用ransac算法估计特征,每次估计出多特征的其中之一个特征进行参数拟合,拟合出的特征参数保存后,采用直通滤波,所有符合此参数一定范围内的点云均被删除,直通滤波后的点云继续使用ransac估计特征;循环这个操作,直至所有特征均被提取出并保存其参数数据,得到多圆特征参数。
18.在一些实施例中,对工件的点云数据进行滤波预处理,包括:
19.对工件的点云数据经过旋转平移后使得平台与xoy平面重合,使用直通滤波滤去噪声和扫描平台的点云,再通过统计滤波,得到预处理后的点云数据。
20.在一些实施例中,根据点云的向量夹角阈值分割提取边缘点云,包括:
21.对预处理后的点云数据进行法线估计,平面的内部各点的法线均平行;
22.求各点云与其临近点的法线夹角,并判断法线夹角是否大于所设阈值;
23.当法线夹角的最大值大于所设阈值,这个点云为边缘点云。
24.在一些实施例中,所述多圆特征参数包括圆心、半径、圆心间距。
25.第二方面,一种多圆盖板类工件的检测方法,包括:
26.获取利用所述的盖板类工件的多圆特征参数测量方法得到模板工件的模板边缘点云,基准孔以及模板多圆特征参数;
27.获取待测工件的点云数据,提取得到待测工件的边缘点云;
28.将待测工件的边缘点云与模板边缘点云进行配准;
29.计算配准得到的对应点的最大误差和均方根误差;
30.通过对比最大误差、均方根误差是否大于对应阈值,确定所述待测工件是否为缺陷工件。
31.在一些实施例中,所述多圆盖板类工件的检测方法,还包括:
32.响应于待测工件为缺陷工件,对工件使用所述改进的ransac算法测量得到待测工件所有特征参数;
33.将待测工件所有特征参数与对应的模板多圆特征参数进行对比,得到对比结果;
34.根据所述对比结果,确定工件缺陷所在位置。
35.在一些实施例中,将待测工件的边缘点云与模板边缘点云进行配准,包括:
36.采用采样一致性初始配准算法对待测工件的边缘点云与模板边缘点云进行粗配准;
37.采用迭代最近点算法icp进行精配准。
38.其中,进一步地,采用采样一致性初始配准算法对待测工件的边缘点云与模板边缘点云进行粗配准,包括:
39.(a1)计算模板边缘点云p和待测工件的边缘点云q的fpfh特征;
40.(a2)从点云p中采集若干个点形成子点集,对于点集中的点pi,在点云q中找到与这点fpfh特征相近的点qi形成对应点集;
41.(a3)根据对应点集计算出刚体变换矩阵,计算点对误差和,其中误差和函数通常用huber来表示,记为来寻找最佳变换矩阵,其中h(li):
[0042][0043]
其中ki为设定阈值,li为根据第i组对应点集求解刚体矩阵变换后对应点的距离差;
[0044]
(a4)找到所有变换中误差和函数最小的变换函数,计算出的结果即为最佳变换矩阵;
[0045]
(a5)通过最佳变换矩阵完成粗配准;
[0046]
进一步地,采用迭代最近点算法icp进行精配准,包括:
[0047]
(b1)选取icp算法的最初迭代点模板边缘点云p和待测工件的边缘点云q;
[0048]
(b2)对于点云p中的每一个点pi在q中搜索欧式距离最小的对应点qi,形成对应点集;
[0049]
(b3)通过对应点集使用刚体变换的方法求矩阵r和t,并且计算变换后的目标误差函数f(r,t);
[0050]
(b4)根据矩阵r和t的目标点集完成刚体变换,将变换后的点云根据欧式距离最近点确立新的对应点集;
[0051]
(b5)判断目标误差函数的值是否达到迭代条件,达到迭代条件则停止迭代,未达到迭代条件则重复(b2)至(b4)过程直到达到迭代条件或者达到最高迭代次数。
[0052]
第三方面,本发明提供了一种盖板类工件的多圆特征参数测量装置,包括处理器及存储介质;
[0053]
所述存储介质用于存储指令;
[0054]
所述处理器用于根据所述指令进行操作以执行根据第一方面所述方法的步骤。
[0055]
第四方面,本实施例提供了一种多圆盖板类工件的检测装置,包括处理器及存储介质;
[0056]
所述存储介质用于存储指令;
[0057]
所述处理器用于根据所述指令进行操作以执行根据第二方面所述方法的步骤。
[0058]
有益效果:与现有技术相比,本发明的技术方案具有以下有益技术效果:
[0059]
本发明公开一种盖板类工件的多圆特征参数测量方法、检测方法和装置,本发明利用线激光扫描点云的特性更为快速高效地提取出盖板类工件点云的特征点云,解决了较复杂工件特征参数测量难的问题。通过配准技术,解决了流水线工作中不同位姿工件特征参数测量困难的问题,本发明不需要工件精准固定,使用更加灵活,不局限于单平面模型,对于多平面模型亦适用,而且不受工件复杂度的影响,使用场景更加广泛。
附图说明
[0060]
图1是本发明实施例提供的3d点云测量中盖板类工件特征参数测量方法流程图。
[0061]
图2是本发明实施例提供的3d点云测量中盖板类工件特征参数测量方法实现流程图。
[0062]
图3是本发明实施例提供的工件模型。
[0063]
图4是本发明实施例提供的改进的ransac提取点云多特征方法流程图。
[0064]
图5是本发明实施例提供的点云粗配准流程图。
[0065]
图6发明实施例提供的点云精配准流程图。
[0066]
图7是本发明实施例提取的边缘点云。
[0067]
图8是执行改进的ransac测量图3所示工件结果。
具体实施方式
[0068]
为了使本发明的目的、技术方案和优点更加清楚,下面结合附图及具体方法对本发明进行详细描述。
[0069]
在本发明的描述中,若干的含义是一个以上,多个的含义是两个以上,大于、小于、超过等理解为不包括本数,以上、以下、以内等理解为包括本数。如果有描述到第一、第二只是用于区分技术特征为目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量或者隐含指明所指示的技术特征的先后关系。
[0070]
本发明的描述中,参考术语“一个实施例”、“一些实施例”、“示意性实施例”、“示例”、“具体示例”、或“一些示例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本发明的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不一定指的是相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任何的一个或多个实施例或示例中以合适的方式结合。
[0071]
实施例1
[0072]
一种盖板类工件的多圆特征参数测量方法,包括:
[0073]
获取线激光扫描得到的整个工件的点云数据;
[0074]
对工件的点云数据进行滤波预处理,得到预处理后的点云数据;
[0075]
对预处理后的点云数据构建kd树拓扑结构,根据点云的向量夹角阈值分割提取边缘点云;
[0076]
利用pcl提供的areapickingevent函数在所述边缘点云中框选出用作基准孔的圆特征点云,利用最小二乘法拟合所框选圆特征点云系数,并滤除所框选的点云;
[0077]
对于除基准孔的圆特征点云外的边缘点云,采用改进的ransac算法拟合特征,在边缘点云中使用ransac算法估计特征,每次估计出多特征的其中之一个特征进行参数拟
合,拟合出的特征参数保存后,采用直通滤波,所有符合此参数一定范围内的点云均被删除,直通滤波后的点云继续使用ransac估计特征;循环这个操作,直至所有特征均被提取出并保存其参数数据,得到多圆特征参数。
[0078]
在一些实施例中,对工件的点云数据进行滤波预处理,包括:
[0079]
对工件的点云数据经过旋转平移后使得平台与xoy平面重合,使用直通滤波滤去噪声和扫描平台的点云,再通过统计滤波,得到预处理后的点云数据。
[0080]
在一些实施例中,根据点云的向量夹角阈值分割提取边缘点云,包括:
[0081]
对预处理后的点云数据进行法线估计,平面的内部各点的法线均平行;
[0082]
求各点云与其临近点的法线夹角,并判断法线夹角是否大于所设阈值;
[0083]
响应于法线夹角的最大值大于所设阈值,这个点云为边缘点云。
[0084]
在一些实施例中,所述多圆特征参数包括圆心、半径、圆心间距。
[0085]
具体步骤如下:
[0086]
(1.1)首先将扫描所得工件点云旋转平移,使得平台点云旋转平移至xoy平面,然后通过直通滤波,使得所有点云只有距离xoy平面(即扫描平台)一定距离范围内才可以保存,如此,即可滤去大部分噪声和扫描平台的点云。再经过统计滤波即可得到所扫描的工件点云。
[0087]
(1.2)根据点云的向量夹角阈值分割求取工件点云的边缘点云。首先,对工件点云进行法线估计,平面的内部各点的法线均平行。然后,求各点云与其临近点的法线夹角,并判断法线夹角的变化范围。最后对比法线夹角的最大值是否大于所设阈值,大于则判断该点为边缘点,否则为内部。
[0088]
(1.3)利用pcl提供的areapickingevent函数框选出用作基准孔的圆点云,利用最小二乘法拟合所框选圆特征的点云系数。
[0089]
对除基准孔之外的模板边缘点云使用改进的ransac算法提取其特征并测量参数,步骤如下:
[0090]
(2.1)因为盖板类工件的绝大部分特征均为圆,所以本专利暂不举例其他特征的情况,利用最小二乘法可计算出圆特征参数的几何尺寸(包括圆心、半径、圆心间距等),并保存;
[0091]
(2.2)对于多特征工件,采用改进的ransac算法拟合特征,在边缘点云中使用ransac算法估计特征,每次估计出多特征的其中之一个特征进行参数拟合,估计出的特征参数保存后,采用直通滤波,所有符合此参数一定范围内的点云均被删除,直通滤波后的点云继续使用ransac估计特征。循环上述操作,直至所有特征均被提取出并保存其参数数据;
[0092]
(2.3)因为盖板类工件上的特征相似,大小不一,位置不定,所以根据特征与基准孔的位置关系来定位所有特征。
[0093]
如图4所示,改进的ransac步骤如下:
[0094]
(1)输入点云cloud、初始选点个数和选点阈值,初始化大小为cloud.size()的容器cur_model和best_model。
[0095]
(2)根据初始选点个数随机选点,拟合出随机模型参数,将cloud中所有点带入该模型参数,当point偏离该模型的程度在选点阈值之内时,cur_model中相应位置置1。
[0096]
(3)判断cur_model中置1的点是否多于best_model,若cur_model更好,则将其赋
值给best_model,cur_model初始化进入下次迭代。
[0097]
(4)判断是否达到迭代次数或符合模型的点足够多,否则重复上述(2)、(3),是则输出保存best_model的模型系数best_modelcoef,并采用直通滤波,将cloud中符合best_modelcoef的点云数据擦除。
[0098]
(5)特征数加1,判断拟合特征数是否达到模版中特征个数,否则循环上述(1)~(4),是则结束循环。
[0099]
求取best_modelcoef的方法如下:
[0100]
(1)求取空间圆在xoy平面的投影的圆心(x,y)及其半径r。
[0101]
(2)通过空间圆点云数据,求出其所在平面方程。
[0102]
(3)利用(2)所求平面方程数据,利用平面间法线的夹角余弦值求出(1)所求的圆心(x.y)、圆心r在平面的映射,即为空间圆的圆心坐标(x,y,z)和半径r。
[0103]
实施例2
[0104]
一种多圆盖板类工件的检测方法,包括:
[0105]
获取利用实施例1所述的盖板类工件的多圆特征参数测量方法得到模板工件的模板边缘点云,基准孔以及模板多圆特征参数;
[0106]
获取待测工件的点云数据,提取得到待测工件的边缘点云;
[0107]
将待测工件的边缘点云与模板边缘点云进行配准;
[0108]
计算配准得到的对应点的最大误差和均方根误差;
[0109]
通过对比最大误差、均方根误差是否大于对应阈值,确定所述待测工件是否为缺陷工件。
[0110]
在一些实施例中,还包括:
[0111]
响应于待测工件为缺陷工件,对工件使用所述改进的ransac算法测量得到待测工件所有特征参数;
[0112]
将待测工件所有特征参数与对应的模板多圆特征参数进行对比,得到对比结果;
[0113]
根据所述对比结果,确定工件缺陷所在位置。
[0114]
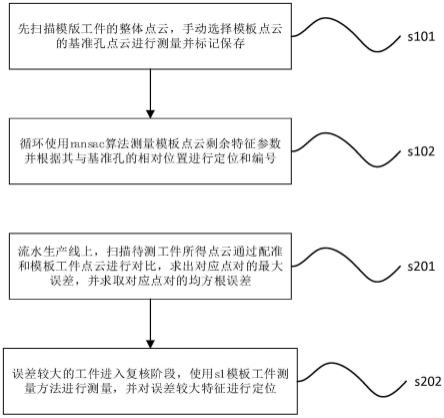
在一些实施例中,如图1所示,其较佳的实施步骤是:
[0115]
s101:先扫描模版工件的整体点云,手动选择模板点云的基准孔点云进行测量并标记保存;
[0116]
s102:测量模板点云剩余特征参数并根据其与基准孔的相对位置进行定位和编号;
[0117]
s201:流水生产线上,扫描待测工件所得点云通过配准和模板工件点云进行对比,求取对应点对的均方根误差,以此判断待测工件的尺寸误差;
[0118]
s202:误差较大的工件进入复核阶段,使用前述模板工件测量方法进行测量,并对参数误差较大的特征进行定位,然后对误差特征进行修复或重做,重新进行误差测量。
[0119]
本发明主要通过c++编程,调用pcl库实现对点云的基本操作,如图2所示,具体实施步骤是:
[0120]
本实施例所使用盖板类工件为多特征的标准工件,如图3所示,线激光扫描采集点云数据时只能获取其上表面的数据,基于此特征,进行以下操作;
[0121]
首次测量时,需扫描模板工件的点云数据;
[0122]
初始化
[0123]
(1)使用线激光扫描得到待测工件的整体点云,保存为模板点云model。
[0124]
(2)线激光扫描工件,获取整个工件的点云数据,所得点云经过旋转平移后使得平台与xoy平面重合,使用直通滤波,仅使得工件点云及少量其周围的点云保存。
[0125]
(3)对model去噪滤波,对于工装材料都会出现的一些孔外噪声点,需要通过统计滤波对其进行滤除,构建点云的拓扑关系kd树。
[0126]
开始测量
[0127]
根据点云的向量夹角阈值分割可检测出模板点云中的边缘点云,即:
[0128]
首先对工件点云进行法线估计,平面的内部各点的法线均平行。然后,求各点云与其临近点的法线夹角,并判断法线夹角的变化范围。最后对比法线夹角的最大值是否大于所设阈值,大于则判断该点为边缘点,否则为内部。
[0129]
利用pcl提供的areapickingevent函数手动框选出用作基准孔的圆点云,利用最小二乘法拟合框选点云系数,并滤除所框选的点云。
[0130]
对于剩余点云数据,如图4所示,采用改进的ransac算法拟合特征,在完整点云中使用ransac算法估计特征,估计出的特征点云另存,ransac算法丢弃估计出的特征,继续使用ransac估计特征;
[0131]
改进的ransac步骤如下:
[0132]
(1)输入点云cloud、初始选点个数和选点阈值,初始化大小为cloud.size()的容器cur_model和best_model。
[0133]
(2)根据初始选点个数随机选点,拟合出随机模型参数,将cloud中所有点带入该模型参数,当point偏离该模型的程度在选点阈值之内时,cur_model中相应位置置1。
[0134]
(3)判断cur_model中置1的点是否多于best_model,若cur_model更好,则将其赋值给best_model,cur_model初始化进入下次迭代。
[0135]
(4)判断是否达到迭代次数或符合模型的点足够多,否则重复上述(2)、(3),是则输出保存best_model的模型系数best_modelcoef,并采用直通滤波,将cloud中符合best_modelcoef的点云数据擦除。
[0136]
(5)特征数加1,判断拟合特征数是否达到模版中特征个数,否则循环上述(1)~(4),是则结束循环。
[0137]
求取best_modelcoef的方法如下:
[0138]
(1)求取空间圆在xoy平面的投影的圆心(x,y)及其半径r。
[0139]
(2)通过空间圆点云数据,求出其所在平面方程。
[0140]
(3)利用(2)所求平面方程数据,利用平面间法线的夹角余弦值求出(1)所求的圆心(x.y)、圆心r在平面的映射,即为空间圆的圆心坐标(x,y,z)和半径r。
[0141]
除基准孔外的特征均以其与基准孔的相对位置进行定位。
[0142]
流水线操作
[0143]
对在流水线上的工件进行测量时可以固定激光器和镜头,通过工件在流水线上匀速移动采集到工件的点云,类似对模版点云的操作,提取出待测工件点云中的边缘点云并保存;
[0144]
待测点云和模板点云配准,可以忽略流水线上各式各样的摆放的待测工件的位姿
对测量的影响;
[0145]
其中点云粗配准使用基于快速点特征直方图(fast point feature histograms,fpfh)的点云粗配准算法,粗配准算法采用采样一致性初始配准算法(sample consensus initial aligment,sac-ia),所以在执行此算法之前,应该先计算点云的fpfh,算法的大致思路如下,流程图如图5所示。
[0146]
对于两块待配准的点云(模板点云)和(待测点云),通过比较它们各自点的fpfh特征,将两块点云中特征最为相似的两个点作为对应点对并建立对应点集,通过对应点集求最佳刚体变换矩阵来完成粗配准;
[0147]
点云配准的具体步骤如下:
[0148]
(1)计算模板点云p和待测点云q的fpfh特征。
[0149]
(2)从点云p中采集若干个点形成子点集,对于点集中的点pi,在点云中找到与其fpfh特征相近的点qi形成对应点集。
[0150]
(3)根据对应点集计算出其刚体变换矩阵,计算点对误差和,其中误差和函数通常用huber来表示,记为来寻找最佳变换矩阵,其中h(li):
[0151][0152]
上式中ki为设定阈值,li为根据第i组对应点集求解刚体矩阵变换后对应点的距离差。
[0153]
(4)重复上述步骤,找到所有变换中误差和函数最小的变换函数,计算出的结果即为最佳变换矩阵。
[0154]
(5)通过最佳变换矩阵完成粗配准。
[0155]
点云精配准技术使用的是迭代最近点算法(iterativecloestpoint,icp),其大致思路如下,流程图如图6所示。
[0156]
(1)选取icp算法的最初迭代点p和q;
[0157]
(2)对于点云p中的每一个点pi在q中搜索欧式距离最小的对应点qi,形成对应点集。
[0158]
(3)通过对应点集使用刚体变换的方法求矩阵r和t,并且计算变换后的目标误差函数f(r,t)。
[0159]
(4)根据矩阵r和t的目标点集完成刚体变换,将变换后的点云根据欧式距离最近点确立新的对应点集。
[0160]
(5)判断误差函数的值,达到迭代条件则停止迭代,未达到迭代条件则重复(3)过程直到达到迭代条件或者达到最高迭代次数。
[0161]
配准完成后即成功对待测工件上的特征进行了定位,求取待测点云和模板点云间的尺寸误差利用求取均方根误差的方法来计算;
[0162]
配准完成后通过对应点对间的误差排序,可直接求出个对应点对的最大误差,判断最大误差是否大于所设阈值,从而可确定待测工件中是否存在极个别的缺陷。
[0163]
均方根误差通过计算源点云p以及目标点云q的对应点对之间点距离的均方根误
差来近似表示待测工件和模板工件之间的尺寸差,均方根误差越小则表示两片点云误差越小。
[0164][0165]
式中d
pq
为两片点云中对应点对欧氏距离,n为对应点对的数量。
[0166]
误差较大的工件进入复核阶段,对该工件使用模板点云的测量方法并定位误差较大的特征,根据误差大小对该工件进行修改或重做。
[0167]
修改后重新进入流程。
[0168]
如图7所示,提取边缘点云后,符合模型的内点的比例很高,只要ransac选到的内点大于一定的数量,即可保证该内点参数一定符合多特征中的某一特征,而改进的ransac算法提供了一种针对三维空间中的多特征参数工件的测量方法。
[0169]
图8是本发明实施例运行ransac算法测量图3所示工件中多圆特征参数的结果,距离为ransac拟合出的各圆圆心与手动框选圆心的距离,由半径一栏中可以看出,此方法拟合工件尺寸为30x100(mm)的工件尺寸误差在0.1mm。
[0170]
本发明提供的基于线激光扫描的盖板类工件特征测量方法,通过增加直通滤波环节把符合ransac拟合出的模型的点云滤除,使其不影响循环执行ransac拟合其他特征,由此可以成功实现在三维空间拟合出多个特征的系数;利用基于边缘点云的fpfh特征进行的粗配准可以提高配准的运算速度和精度。
[0171]
实施例3
[0172]
第三方面,本实施例提供了一种盖板类工件的多圆特征参数测量装置,包括处理器及存储介质;
[0173]
所述存储介质用于存储指令;
[0174]
所述处理器用于根据所述指令进行操作以执行根据实施例1所述方法的步骤。
[0175]
实施例4
[0176]
第四方面,本实施例提供了一种多圆盖板类工件的检测装置,包括处理器及存储介质;
[0177]
所述存储介质用于存储指令;
[0178]
所述处理器用于根据所述指令进行操作以执行根据实施例2所述方法的步骤。
[0179]
本领域内的技术人员应明白,本技术的实施例可提供为方法、系统、或计算机程序产品。因此,本技术可采用完全硬件实施例、完全软件实施例、或结合软件和硬件方面的实施例的形式。而且,本技术可采用在一个或多个其中包含有计算机可用程序代码的计算机可用存储介质(包括但不限于磁盘存储器、cd-rom、光学存储器等)上实施的计算机程序产品的形式。
[0180]
本技术是参照根据本技术实施例的方法、设备(系统)、和计算机程序产品的流程图和/或方框图来描述的。应理解可由计算机程序指令实现流程图和/或方框图中的每一流程和/或方框、以及流程图和/或方框图中的流程和/或方框的结合。可提供这些计算机程序指令到通用计算机、专用计算机、嵌入式处理机或其他可编程数据处理设备的处理器以产生一个机器,使得通过计算机或其他可编程数据处理设备的处理器执行的指令产生用于实
现在流程图一个流程或多个流程和/或方框图一个方框或多个方框中指定的功能的装置。
[0181]
这些计算机程序指令也可存储在能引导计算机或其他可编程数据处理设备以特定方式工作的计算机可读存储器中,使得存储在该计算机可读存储器中的指令产生包括指令装置的制造品,该指令装置实现在流程图一个流程或多个流程和/或方框图一个方框或多个方框中指定的功能。
[0182]
这些计算机程序指令也可装载到计算机或其他可编程数据处理设备上,使得在计算机或其他可编程设备上执行一系列操作步骤以产生计算机实现的处理,从而在计算机或其他可编程设备上执行的指令提供用于实现在流程图一个流程或多个流程和/或方框图一个方框或多个方框中指定的功能的步骤。
[0183]
以上所述仅是本发明的优选实施方式,应当指出:对于本技术领域的普通技术人员来说,在不脱离本发明原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也应视为本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1