耐高温快响应热电偶的制作方法
1.本发明涉及热电偶技术领域,具体是耐高温快响应热电偶。
背景技术:
2.在燃烧实验环境中,有许多测试项目需要测量瞬态温度变化,如化学燃烧、火箭燃气体裁射流温度、航空发动机尾喷温度等,这些瞬态温度的共同特点是温度高、变化快、存在较强冲击,且多为不可重复一次性过程。因此,想要获得相对准确的温度参数,对测量传感器的温度响应时间和抗冲击性能都提出了很高的要求。目前国内常用于该上述测试环境下的热电偶多为铠装热电偶,其响应响应时间较慢,难以满足相关测试要求。
3.对于上述这种特殊的测试环境,急需开发一种耐高温、响应快、抗冲击能力强的快响应热电偶,满足相关行业温度测量需求,为此,提出一种耐高温快响应热电偶。
技术实现要素:
4.本发明的目的在于提供一种耐高温快响应热电偶,以解决上述背景技术中提出的问题。
5.为实现上述目的,本发明提供如下技术方案:一种耐高温快响应热电偶,包括敏感元件保护外壳、信号传输保护外壳、c型热电偶插座、热电偶敏感元件、c型热电偶偶丝和绝缘保护体,所述敏感元件保护外壳包括第一圆柱部、外螺纹圆柱部、第二圆柱部、贯穿圆孔,所述外壳上横向贯穿开设有内孔,所述c型热电偶敏感元件包括钨铼合金薄带和绝缘层氧化铝薄膜,所述c型热电偶敏感元件由两条钨铼合金薄带和两层绝缘层氧化铝薄膜组成。
6.作为本发明进一步的方案:所述第一圆柱部、外螺纹圆柱部和第二圆柱部为一体结构,所述贯穿圆孔依次横向贯穿开设于第一圆柱部、外螺纹圆柱部和第二圆柱部,所述第一圆柱部、外螺纹圆柱部、第二圆柱部和贯穿圆孔为同轴心设置,所述第二圆柱部的直径为16-18mm、长度为5-7mm,所述外螺纹圆柱部外侧设置有外螺纹,所述外螺纹圆柱部的直径为20-22mm、长度为14-16mm,所述第一圆柱部其表面对称设置有两个固定面,先将安装固定好的绝缘保护体和热电偶敏感元件通过贯穿圆孔装入敏感元件保护外壳中,然后将c型热电偶偶丝从圆形贯通孔后端引出,所述敏感元件保护外壳为316不锈钢材质。
7.作为本发明再进一步的方案:所述信号传输保护外壳2上的内孔直径为1-3mm,所述信号传输保护外壳的材质为为高强度316不锈钢材质,所述信号传输保护外壳用于保护和引出c型热电偶偶丝,c型热电偶偶丝引出后,使用稀有气体将敏感元件保护外壳和信号传输保护外壳焊接在一起,并且确保在焊接过程中c型热电偶偶丝不被氧化。
8.作为本发明再进一步的方案:所述c型热电偶插座为国标c型热电偶插座,所述c型热电偶插座与c型热电偶偶丝的正负极焊接连接,用于引出热电偶电压信号。
9.作为本发明再进一步的方案:两条所述钨铼合金薄带的厚度90-95μm、宽度为3-3.5mm的w5%re合金薄带与w26%re合金薄带,两层所述绝缘层氧化铝薄膜分别为5-10μm的氧
化铝薄膜,将99氧化铝陶瓷保护体沿中轴面分割成两个半圆柱型结构,分别在两个半圆形平面沿中心轴开宽3-3.5mm,深0.1mm的长方形通槽,采用丝网印刷的方式分别在99氧化铝陶瓷保护体的长方形通槽中制备90-95μm的w5%re/w26%re敏感元件层,经反复高温退火固化后,形成钨铼合金薄带(w5%re/w26%re),再采用热喷涂的方式,分别用氧化铝填满两个凹槽,绝缘保护体和敏感元件保护外壳高温键合,在其后端分别引出w5%re/w26%re同质偶丝。
10.作为本发明再进一步的方案:所述c型热电偶偶丝分别由w5%re/w26%re、直径为0.8-1mm的两条热电偶偶丝构成,两条热电偶偶丝分别为w5%re/w26%re材料,c型热电偶偶丝与c型热电偶敏感元件采用低温银浆连接,用于传输感温片输出的温度信号。
11.作为本发明再进一步的方案:所述绝缘保护体采用99氧化铝陶瓷材料加工而成,为圆柱型结构,绝缘保护体的直径为5-6mm、沿由轴面切分为两半圆柱型结构,沿中心轴开宽3-3.5mm,深0.1mm的长方形通槽,加工完成之后,将分别在两个凹槽内制备w5%re/w26%re敏感元件层,连接同质引线,再涂绝缘层氧化物薄膜,通过高温键合的方式将做好的两部分合成一个整体。
12.作为本发明再进一步的方案:所述贯穿圆孔的直径与绝缘保护体的直径相等。
13.作为本发明再进一步的方案:所述c型热电偶偶敏感元件与绝缘保护体,通过高温键合形成一个整体。
14.与现有技术相比,本发明的有益效果是:1、本发明中的耐高温快响应热电偶的敏感元件采用丝网印刷制成超薄(低于90-95μm)的金属带加工制成,其绝缘层使用热喷涂工艺加工,厚度仅为5-10μm,热电偶敏感元件整体厚度低于200μm,热电偶敏感元件的体积和热惯性比普通偶丝减小一到两个数量级,可显著提升传感器的响应速度。
15.2、绝缘保护体使用99氧化铝陶瓷高压烧结而成,其硬度强,耐高温,机械强度高,其结构为圆柱型,密封安装进同样尺寸的不锈钢外壳通孔中后,可在较大压力(大于100mpa)测试条件下不产生位移或者漏气,满足强冲击条件下使用要求。
16.3、本耐高温快响应热电偶的敏感元件整体密封保护在绝缘保护体中,使用绝缘材料与不锈钢外壳形成一个整体,隔绝了空气,可确保热电偶敏感元件不被氧化失效,其前端面裸露在测试环境中,使用前打磨掉表面氧化层即可,可确保多次使用条件下保持较快响应速度。
17.4、本耐高温快响应热电偶的热电偶敏感元件整体密封保护在绝缘保护体中,使用绝缘材料与不锈钢外壳形成一个整体,隔绝了空气,可确保热电偶敏感元件不被氧化失效,其前端面裸露在测试环境中,使用前打磨掉表面氧化层即可,可确保多次使用条件下保持较快响应速度。
18.5、本耐高温快响应热电偶具有耐高温、响应快,抗冲击能力强、制造工艺简单,成本较低、安装固定方便的优点,在军工航天行业高温快速测试领域具有很好的应用前景。
附图说明
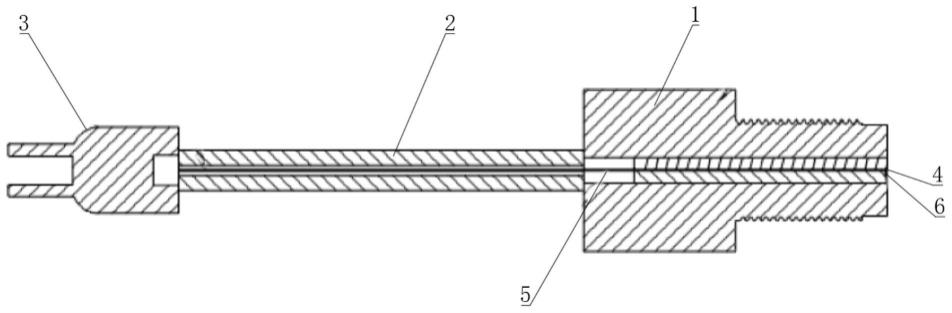
19.图1为耐高温快响应热电偶的结构示意图。
20.图2为耐高温快响应热电偶中敏感元件保护外壳的剖视图。
21.图3为耐高温快响应热电偶中信号传输保护外壳的剖视图。
22.图4为耐高温快响应热电偶中c型热电偶插座的结构示意图。
23.图5为耐高温快响应热电偶中热电偶敏感元件的结构示意图。
24.图6为耐高温快响应热电偶中c型热电偶偶丝的结构示意图。
25.图7为耐高温快响应热电偶中绝缘保护体的局部结构示意图。
26.图8为耐高温快响应热电偶中绝缘保护体的局部剖视图。
27.图9为耐高温快响应热电偶中热电偶敏感元件与绝缘保护体的装配结构图。
28.图10为耐高温快响应热电偶中热电偶敏感元件与同质热电偶偶丝连接结构示意图。
29.图中所示:敏感元件保护外壳1、第一圆柱部101、外螺纹圆柱部102、第二圆柱部103、贯穿圆孔104、信号传输保护外壳2、c型热电偶插座3、热电偶敏感元件4、钨铼合金薄带401、绝缘层氧化铝薄膜402、c型热电偶偶丝5、绝缘保护体6。
具体实施方式
30.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
31.请参阅图1~10,本发明实施例中,一种耐高温快响应热电偶,包括敏感元件保护外壳1、信号传输保护外壳2、c型热电偶插座3、热电偶敏感元件4、c型热电偶偶丝5和绝缘保护体6,所述敏感元件保护外壳1包括第一圆柱部101、外螺纹圆柱部102、第二圆柱部103、贯穿圆孔104,所述外壳2上横向贯穿开设有内孔,所述c型热电偶敏感元件4包括钨铼合金薄带401和绝缘层氧化铝薄膜402,所述c型热电偶敏感元件4由两条钨铼合金薄带401和两层绝缘层氧化铝薄膜402组成。
32.所述第一圆柱部101、外螺纹圆柱部102和第二圆柱部103为一体结构,所述贯穿圆孔104依次横向贯穿开设于第一圆柱部101、外螺纹圆柱部102和第二圆柱部103,所述第一圆柱部101、外螺纹圆柱部102、第二圆柱部103和贯穿圆孔104为同轴心设置,所述第二圆柱部103的直径为16-18mm、长度为5-7mm,所述外螺纹圆柱部102外侧设置有外螺纹,所述外螺纹圆柱部102的直径为20-22mm、长度为14-16mm,所述第一圆柱部101其表面对称设置有两个固定面,先将安装固定好的绝缘保护体6和热电偶敏感元件4通过贯穿圆孔104装入敏感元件保护外壳1中,然后将c型热电偶偶丝5从圆形贯通孔后端引出,所述敏感元件保护外壳1为316不锈钢材质。
33.所述信号传输保护外壳2上的内孔直径为1-3mm,所述信号传输保护外壳2的材质为为高强度316不锈钢材质,所述信号传输保护外壳2用于保护和引出c型热电偶偶丝5,c型热电偶偶丝5引出后,使用稀有气体将敏感元件保护外壳1和信号传输保护外壳2焊接在一起,并且确保在焊接过程中c型热电偶偶丝不被氧化。
34.所述c型热电偶插座3为国标c型热电偶插座,所述c型热电偶插座3与c型热电偶偶丝4的正负极焊接连接,用于引出热电偶电压信号。
35.两条所述钨铼合金薄带401的厚度90-95μm、宽度为3-3.5mm的w5%re合金薄带与w26%re合金薄带,两层所述绝缘层氧化铝薄膜402分别为5-10μm的氧化铝薄膜,将99氧化铝
陶瓷保护体沿中轴面分割成两个半圆柱型结构,分别在两个半圆形平面沿中心轴开宽3-3.5mm,深0.1mm的长方形通槽,采用丝网印刷的方式分别在99氧化铝陶瓷保护体的长方形通槽中制备90-95μm的w5%re/w26%re敏感元件层,经反复高温退火固化后,形成钨铼合金薄带401(w5%re/w26%re),再采用热喷涂的方式,分别用氧化铝填满两个凹槽,绝缘保护体6和敏感元件保护外壳1高温键合,在其后端分别引出w5%re/w26%re同质偶丝。
36.所述c型热电偶偶丝5分别由w5%re/w26%re、直径为0.8-1mm的两条热电偶偶丝构成,两条热电偶偶丝分别为w5%re/w26%re材料,c型热电偶偶丝与c型热电偶敏感元件4采用低温银浆连接,用于传输感温片输出的温度信号。
37.所述绝缘保护体6采用99氧化铝陶瓷材料加工而成,为圆柱型结构,绝缘保护体6的直径为5-6mm、沿由轴面切分为两半圆柱型结构,沿中心轴开宽3-3.5mm,深0.1mm的长方形通槽,加工完成之后,将分别在两个凹槽内制备w5%re/w26%re敏感元件层,连接同质引线,再涂绝缘层氧化物薄膜,通过高温键合的方式将做好的两部分合成一个整体。
38.所述贯穿圆孔104的直径与绝缘保护体6的直径相等。
39.所述c型热电偶偶敏感元件4与绝缘保护体6,通过高温键合形成一个整体,对其外表面进行高精度打磨确保,达到安装要求。
40.所述热电偶敏感元件4中钨铼合金薄带401和c型热电偶偶丝5符合国标c型热电偶偶丝国标要求。
41.通过采用同质引线传输温度信号,打磨热c型热电偶偶丝5的敏感面,确保钨铼合金薄层裸露在前表面,提高传感器的响应速度。
42.本发明的工作原理是:热电偶敏感元件4和绝缘保护体6,通过采用99氧化铝粉末制成直径为5-6mm圆柱型陶瓷保护体,沿中轴面切分为两半圆柱型结构,沿中心轴开宽3-3.5mm,深0.1mm的长方形通槽,加工完成之后,使用丝网印刷技术分别在两个长方形通槽内制备厚90-95μm、宽3-3.5mm w5%re/w26%re敏感元件层,再用热喷涂技术将两个长方形通槽内涂覆5-10μm的绝缘层氧化铝薄膜402,通过高温键合的方式将做好的两部分合成一个整体,将两种钨铼合金薄带401压紧成型,使用高精度磨床将安装固定后的绝缘保护体6打磨成圆柱形结构,完成热电偶敏感元件4和绝缘保护体6的加工,将热电偶敏感元件4两面后端打磨抛光掉1-2mm,露出合金,使用低温银浆将两直径0.8-1mm,成分分别为w5%re合金w26%re的c型热电偶偶丝5与热电偶敏感元件4两面连接起来,先将安装固定好的绝缘保护体6和热电偶敏感元件4通过贯穿圆孔104装入敏感元件保护外壳1中,然后将c型热电偶偶丝5从贯穿圆孔104的后端引出,敏感元件保护外壳1与绝缘保护体6之间的间隙使用高温绝缘浆料密封严实,确保c型热电偶偶丝5与敏感元件保护外壳1的绝缘。使用耐高温高强不锈钢加工信号传输保护外壳2,将c型热电偶偶丝经内孔引出后,在信号传输保护外壳2内填充99氧化铝粉末,压紧,使用氩气保护焊,将敏感元件保护外壳1和信号传输保护外壳2的前端焊接连接,再将c型热电偶偶丝4与c型热电偶插座6按正负极顺序完成连接固定,完成传感器组装。
43.实施例一采用99氧化铝粉末在200mp压力压制成型直径5mm,长度55mm的半圆柱形绝缘保护体,然后在1800℃,等静压10mpa条件下烧结成型;使用机械加工的方式沿中轴面切分为两半圆柱形结构,在每个半圆柱形绝缘保护体中间开宽3mm,深0.1mm,长50mm的长方形通槽,
加工完成之后,使用丝网印刷技术分别在两个凹槽内制备厚90μm,宽3mm 长50mmw5%re/w26%re敏感元件层,再用热喷涂技术将两个凹槽涂覆10μm绝缘层氧化铝薄膜,通过高温键合的方式将做好的两部分合成一个整体,将两种合金带压紧成型,使用高精度磨床将安装固定后的绝缘保护体打磨成圆柱形结构,完成热电偶敏感元件和绝缘保护体加工,此时热电偶敏感元件为200μm,将热电偶敏感元件两面后端打磨抛光掉1mm,露出合金,使用低温银浆将两直径0.8mm,长度为50 mm,成分分别为w5%re合金w26%re的c型热电偶偶丝与热电偶敏感元件两面连接起来,用于快速传输温度信号。
44.敏感元件保护外壳使用耐高温高强316不锈钢加工,总长度50mm,第一部总长度20mm,由外螺纹圆柱部、第二圆柱部组成,第二圆柱长度为5mm,直径为15-18mm,外螺纹圆柱部长度为15mm的m20x1.5平脚螺栓结构,第二部分为第一圆柱部,第一圆柱部的长度为30mm的圆柱结构,其表面设计了两个对称的固定面,在第一圆柱部、外螺纹圆柱部和第二圆柱部上共同开设有一个直径为5mm、长度50mm的贯穿圆孔,完成后,先将安装固定好的绝缘保护体和热电偶敏感元件从敏感元件保护外壳前端装入贯通孔,同时将偶丝从圆柱端面处的通孔引出,确保绝缘保护体和敏感元件保护外壳的前端面平齐,敏感元件保护外壳与绝缘保护体之间的间隙使用高温绝缘浆料密封严实,确保c型热电偶偶丝与敏感元件保护外壳的绝缘,信号传输保护外壳使用耐高温高强度316不锈钢加工,内径尺寸5mm,外径尺寸7mm,将c型热电偶偶丝经传输保护外的内孔引出后,在信号传输保护外壳中填充99氧化铝粉末,使用氩气保护焊将敏感元件保护外壳和信号传输保护外壳的前端焊接连接,再将c型热电偶偶丝与c型热电偶插座按正负极顺序完成连接固定,完成传感器组装,标定时,将本热电偶的前端放置于管式气氛炉中,c型热电偶插座通过国标c型热电偶补偿导线与热电偶温度信号采集系统连接,对比测试管式气氛炉的温度和热电偶温度信号采集系统的测量结果,其温度误差满足国标b级热电偶精度要求后再交付使用。
45.本发明的应用实例:在密封结构内高温产热实验温度测量实验中,在密封结构的正中心位置预加工尺寸为m20x1.5的螺纹通孔,将本发明热电偶的不锈钢外壳通过螺纹连接固定在该通孔内,完成热电偶的安装;使用c型热电偶补偿线将24位ad的数据采集卡与本发明热电偶相连接;调试正常开始实验,同时触发信号采集,测量获得实验温度变化曲线。
46.尽管参照前述实施例对本发明进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1