标定尺、标定方法及装置、检测方法及装置与流程
1.本技术涉及电池技术领域,尤其涉及一种标定尺、标定方法、图像拼接方法、膜卷检测方法及装置、控制装置和计算机可读存储介质。
背景技术:
2.电极极片是动力电池的基础,直接决定电池的电化学性能以及安全性。电池极片由金属集流体和均匀的涂敷在金属集流体上的涂层组成。因此,涂布工艺是电池生产制造过程中不可缺少的一个重要环节,涂布工艺的好坏对于电池的质量有着十分重要的影响;因此,为保障电池的生产质量,在涂布工艺后,对锂电池的极片进行检测分析,显得尤为重要。
3.电池生产制造环节中,采用宽幅涂布可以提高每次涂布和切割工艺后所获得的极片数量,提高生产效率,降低制造成本,但是宽幅涂布的尺寸较大,这又对配套设备的处理能力也提出了更高的要求。例如采用图像处理技术对涂布膜卷进行分析检测时,单个相机视野无法覆盖整个涂布的宽度范围,采用多个相机进行拍摄时,就需要对采集的多个图像进行拼接标定,传统的拼接标定算法复杂,计算量大,使得时序上的压力大大增加,难以满足检测时序要求。
技术实现要素:
4.本技术旨在至少解决现有技术中存在的技术问题之一。为此,本技术的一个目的在于提出一种宽幅涂布的尺寸测量方法及装置、控制装置和计算机可读存储介质,以简化多个涂布图像的拼接标定方法,提高涂布分析检测的效率。
5.本技术第一方面的实施例提供一种标定尺,包括尺体和设在所述尺体的标定图案,所述标定图案包括沿所述尺体的第一方向排布的至少两个标定图案子集,所述至少两个标定图案子集包括沿所述第一方向间隔设置、并且沿所述尺体的第二方向错位设置的多个第一标定块,针对每一个标定图案子集,所述多个第一标定块在所述第一方向上的投影之间具有第一重合区,并且所述第一重合区的沿第二方向的长度小于或等于第一预设阈值,其中,所述至少两个第一重合区在所述第一方向上的投影之间具有第二重合区。
6.本技术实施例的技术方案中,通过对标定尺的标定图案进行设计,使得多个相机在标定后的扫描轨迹能大致保持在一条直线上,这样标定后相机在后续对采集到的图像进行拼接时无需分别对各个图像进行校正,可以省去生成多个图像矩阵以对多个图像进行校正的过程,图像处理方式简单,耗时较短,提高图像处理的效率。
7.在一些实施例中,所述第一方向与所述第二方向垂直。
8.根据本实施例,将所述第一方向和第二方向设为垂直,使得第一标定块的图案布置简化,有利于简化后续标定和计算,提高检测结果的准确度。
9.在一些实施例中,所述标定图案子集分别包括沿所述第二方向位置错位的第一图案组、第二图案组和第三图案组,其中,所述第一图案组包括至少两个沿所述第一方向的投
影完全重合的第一标定块,所述第二图案组包括至少一个第一标定块,所述第二图案组中的第一标定块相对所述第一图案组中的第一标定块沿所述第二方向的正向偏移,所述第三图案组包括至少一个第一定位块,所述第三图案组中的第一标定块相对所述第一图案组中的第一标定块沿所述第二方向的反向偏移。
10.根据本实施例,这样特定图案设计的标定图案能够简化相机标定路径环节的计算量,提高标定效率。
11.在一些实施例中,针对至少一个标定图案子集中的每一个标定图案子集,任意相邻的两个所述第一标定块沿第一方向的间隔距离等于预设值。
12.根据本实施例,根据本实施例,通过将相邻所述第一标定块之间沿第一方向的间隔距离设为预设值,能够使得后续得到的标定图像中的第一标定块分布更均匀,减小后续坐标和分辨率的计算误差,提高检测精度。
13.在一些实施例中,所述标定尺还包括用于拼接定位的第二标定块,所述第二标定块在第一方向上位于相邻两个标定图案子集的交界区域。
14.根据本实施例,将第二标定块布置在相邻两个标定图案子集的交界区域这样能够同时被对应的两个相机扫描到,能够方便调节相机的采集视野,这样基于同一物体在不同图像中的坐标信息有助于拼接时更便捷、更准确的实现拼接坐标定位,使得图像拼接方式简单有效,提高图像拼接的效率和准确性。
15.在一些实施例中,所述尺体是透明的,所述第一标定块的形状为矩形、正方形或圆形;所述第二标定块的形状为矩形、正方形或圆形,所述第一预设阈值为0.5mm。
16.根据本实施例,透明的尺体能够清晰显示标定图案和目标对象之间的位置关系,便于后于图像之间的比对和计算,将第一标定块的形状越规则,越有利于计算坐标和分辨率,标定结果越准确,从而能够减小不同图像之间的误差,提高检测结果的准确度。第一预设阈值太大会导致扫描误差增大,影响标定和后续测量的精度,第一阈值太小则会增大相机标定调试的难度,当最小重合区间小于0.5mm的时候能够兼顾标定精度和相机标定调整的工作量。
17.在一些实施例中,所述尺体为辊压机的压辊或输送机的传动辊。
18.本实施例中将辊压机的压辊或输送机的传动辊作为尺体能够简化标定尺的布置,并且能够保证标定尺上标定图案的布置方向与压辊或传送辊的延伸方向的一致性,使检测结果更准确。
19.本技术第二方面的实施例提供一种用于图像拼接的相机标定方法,包括:
20.提供一种所述标定尺,将所述标定尺布置在目标对象的关联区域;
21.针对至少两个相机中的每一个相机,根据所述标定尺上的至少一个标定图案子集,确定所述相机的扫描路径。
22.本技术实施例的技术方案中,通过将标定尺布置在目标对象的关联区域,这样在能够根据目标对象的尺寸范围合理规划标定的区间,使得相机标定后能够以适宜的位置、角度以及扫描轨迹对目标对象进行图像采集,提高图像质量的同时,为后续图像拼接提供了便利,提高拼接时的图像处理的效率。
23.在一些实施例中,所述标定尺还包括在第一方向上位于相邻两个标定图案子集之间用于拼接定位的第二标定块,所述至少两个相机与所述至少两个标定图案子集一一对
应,
24.其中,针对至少两个相机中的每一个相机,根据所述标定尺上一一对应的一个标定图案子集,确定所述相机的扫描路径,所述标定图像包括所述第二标定块,
25.并且基于所述第二标定块对所述至少两个标定图像进行拼接。
26.根据本实施例,通过将相机配置为与标定图案子集一一对应能够实现通过分段拍摄的方式获取目标对象的全部图像内容,避免因为分段拍摄导致部分内容遗失,进而影响后续检测的准确性,第二标定块能够方便调节相机的采集视野,并且使得图像拼接方式简单有效,提高图像拼接效率。
27.在一些实施例中,所述根据所述标定尺上的至少一个标定图案子集,确定所述相机的扫描路径包括:调整所述相机的位置以扫描所述标定图案子集;调整所述多个相机的扫描轨迹使得所述相机依次顺序扫描所述标定图案子集中的全部所述第一标定块;
28.将所述相机的扫描轨迹与相邻相机的扫描轨迹沿所述第一方向的投影同时完全落入所述第二重合区时的所述扫描轨迹确定为所述扫描路径。
29.根据本实施例,通过将不同相机的轨迹沿所述第一方向的投影同时完全落入所述第二重合区时的扫描轨迹确定为最终的扫描路径,使得不同的相机的扫描路径协同统一,以此获得的图像之间具有更好的兼容性,从而省去拼接前繁琐复杂的图像校正过程,提高图片处理效率。
30.在一些实施例中,所述相机标定方法还包括:获取所述至少两个相机各自沿所述扫描路径拍摄得到的至少两个标定图像;将所述至少两个标定图像进行拼接,以获得全标定图像;计算所述全标定图像中任一所述第一标定块所在子区域的分辨率。
31.根据本实施例,拼接后的图像无需经过单独的图像校正,通过各第一标定块所在的位置将全标定图像划分为多个区域,可以根据各第一标定块的尺寸计算不同区域的分辨率,避免因为不同位置的成像比例不一致导致后续测量尺寸的计算出现较大偏差,保证测量结果的准确性。
32.在一些实施例中,所述计算所述全标定图像中任一所述第一标定块所在子区域的分辨率包括:获取所述标定尺中所述第一标定块沿所述扫描路径方向的实际尺寸;获取所述全标定图像中任一所述第一标定块的标定坐标;根据所述实际尺寸和所述标定坐标计算所述全标定图像中任一所述第一标定块所在子区域的分辨率。
33.根据本实施例,通过各第一标定块所在的位置将全标定图像划分为多个区域,针对每个区域,可以根据其中的第一标定块的坐标和实际尺寸计算得到该区域的分辨率,避免因为不同位置的成像比例不一致导致后续测量尺寸的计算出现较大偏差,保证测量结果的准确性。
34.本技术第三方面的实施例提供一种图像拼接方法,包括:获取经如前述任一相机标定方法标定后的至少两个相机分别采集的至少两个图像;将所述至少两个图像拼接得到拼接图像。
35.本技术实施例的技术方案中,利用前述的相机标定方法标定后的相机采集得到的图像拼接前无需取各相机的内外参数并生成各自的图像矩阵以对各图像进行校正,极大的降低了拼接前的处理耗费的时序,同时规避图片的畸变对后续计算结果的影响,在提高图片处理效率的同时保证计算结果的精确性。
36.本技术第四方面的实施例提供一种膜卷检测方法,包括:
37.提供一种如前述任一项所述的标定尺;
38.将所述标定尺布置在辊或卷绕在辊上的膜卷的关联区域;
39.提供至少两个相机,根据所述标定尺对所述至少两个相机进行标定,得到所述至少两个相机的扫描路径以及全标定图像;
40.通过标定后的所述至少两个相机分别获取所述膜卷不同区域的至少两个子图像,将所述至少两个子图像拼接得到所述膜卷的全景图像;
41.根据所述全标定图像以及所述全景图像计算目标参数。
42.本技术实施例的技术方案中,通过将相机按照布置在辊或卷绕在辊上的膜卷的关联区域的标定尺进行标定,使得至少两个相机能够分别获得高质量、易于拼接的子图像,无需求取各相机的内外参数并生成各自的图像矩阵以对各图像进行校正,直接根据第一定位块在图像内外的位置坐标信息来计算涂布的位置坐标和尺寸,这样,既可以规避图片的畸变对计算结果的影响,为后续的拼接和计算节省了时间,能够满足生产工序上的时序要求。
43.在一些实施例中,所述第一方向与所述辊的延伸方向或所述膜卷的宽度方向平行。
44.本实施例中,将第一方向布置为与辊延伸方向或所述膜卷的宽度方向平行,使得后续计算膜卷沿宽度方向上的尺寸时算法更简单、计算结果更精确。
45.在一些实施例中,所述提供至少两个相机,根据所述标定尺对所述至少两个相机进行标定,得到所述至少两个相机的扫描路径以及全标定图像包括:
46.根据所述标定尺确定所述至少两个相机的扫描路径;
47.获取所述至少两个相机沿所述扫描路径拍摄的至少两个标定图像;
48.将所述至少两个标定图像拼接得到所述全标定图像;
49.计算所述全标定图像中任一所述第一标定块所在子区域的分辨率。
50.本实施例中,通过对相机进行标定,不仅能够对相机的工作姿态做调整以获得更高质量的待拼接图片,更能够获得不同区域的分辨率,有效控制了图像畸变对检测结果的影响,能够提高后续检测的准确性。
51.在一些实施例中,所述目标参数包括:涂布宽度、涂布间隙宽度、涂布边缘宽度以及涂布缺陷尺寸中的至少一种。
52.本实施例中,可以提高计算结果的准确性,并且可以大大降低计算量,缩短膜卷相关尺寸计算的时间,从而满足检测精度和检测时序要求。
53.本技术第五方面的实施例提供一种用于图像拼接的相机标定装置,包括:
54.如前述任一项所述的标定尺,
55.标定模块,被配置为根据所述标定尺对至少两个相机进行标定。
56.本实施例中,相机标定装置能够使标定后的相机获得更易于拼接的图像,从而满足检测精度和检测时序要求。
57.本技术第六方面的实施例提供一种图像拼接装置,包括:
58.获取单元,被配置为获取经如前述任一项所述的相机标定方法标定后的至少两个相机采集的至少两个图像;
59.拼接单元,被配置为将所述至少两个图像拼接得到拼接图像。
60.本实施例中,图像拼接装置能够对多个图像实现准确、快速的拼接,既提高了拼接处理的效率,又能为后续检测提供高质量的图像和数据,从而满足检测精度和检测时序要求。
61.本技术第七方面的实施例提供一种膜卷检测装置,包括:
62.相机标定装置,包括如前述任一项所述的标定尺和标定模块,所述标定模块被配置为根据布置在辊或卷绕在辊上的膜卷的关联区域所述标定尺对相机进行标定,
63.图像采集模块,包括间隔布置的至少两个相机,所述至少两个相机由所述相机标定装置进行标定;
64.图像拼接模块,被配置为与所述图像获取模块信号连接以接收并拼接所述图像采集装置采集的图像得到拼接图像;
65.计算模块,根据所述拼接图像的图像参数计算目标参数。
66.本实施例中,膜卷检测装置能快速完成图像采集、拼接和检测,满足电池极片的生产涂布环节中的检测精度和检测时序的要求。
67.本技术第八方面的实施例提供一种电子设备,包括:
68.至少一个处理器;以及
69.与所述至少一个处理器通信连接的存储器,其中,所述存储器存储有可被所述至少一个处理器执行的指令,所述指令被所述至少一个处理器执行,以使所述至少一个处理器能够执行如前述中任一项所述的方法。
70.本技术第九方面的实施例提供一种计算机可读存储介质,存储有计算机程序,所述计算机程序被处理器执行时实现如前述任一所述的方法。
附图说明
71.在附图中,除非另外规定,否则贯穿多个附图相同的附图标记表示相同或相似的部件或元素。这些附图不一定是按照比例绘制的。应该理解,这些附图仅描绘了根据本技术公开的一些实施方式,而不应将其视为是对本技术范围的限制。
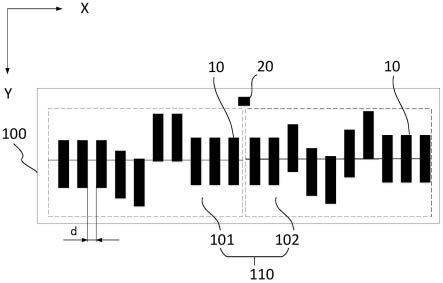
72.图1为本技术一些实施例提供的标定尺的示意图;
73.图2为本技术一些实施例提供的标定尺的标定图案子集中第一标定块的错位示意图;
74.图3为本技术一些实施例提供的相机沿不同路径扫描结果的示意图;
75.图4为本技术一些实施例提供的标定尺的第一标定块的另一示意图;
76.图5-图8为本技术一些实施例提供的用于图像拼接的相机标定方法流程图;
77.图9为本技术一些实施例提供的图像拼接方法流程图;
78.图10-图11为本技术一些实施例提供的膜卷检测方法流程图;
79.图12本技术一些实施例提供的膜卷检测的结构示意图。
80.图13为本技术一些实施例提供的两个相机标定的原理示意图;
81.图14为本技术一些实施例提供的对两个相机所采集的两个图像进行拼接的过程示意图;
82.图15-图16为本技术一些实施例提供的计算全标定图像不同区域分辨率的原理示意图;
83.图17为本技术一些实施例中计算膜卷的涂布宽度的原理示意图;
84.图18为本技术一些实施例提供的膜卷检测装置的结构框图。
85.附图标记说明:
86.膜卷1,辊2,涂布区3,第一标定块10,第一图案组11,第二图案组12,第三图案组,第二标定块20、21,视野重合区域30,第一相机31,第二相机32,标定尺100,第一标定图案子集101,第二标定图案子集102,标定图案110,第一标定图像1011,第二标定图像1012,全标定图像1013,全景图像1014,涂布宽度d1、d3,涂布间隙宽度d2,涂布边缘宽度d4,缺陷尺寸d5,第一标定块宽度t,相邻第一标定块间隔距离d,第一扫描轨迹s11,第二扫描轨迹s12,扫描路径sr,膜卷检测装置1000,相机标定装置200,标定模块210,图像采集装置300,图像拼接装置400,获取单元410,拼接单元420,计算模块500。
具体实施方式
87.下面将结合附图对本技术技术方案的实施例进行详细的描述。以下实施例仅用于更加清楚地说明本技术的技术方案,因此只作为示例,而不能以此来限制本技术的保护范围。
88.除非另有定义,本文所使用的所有的技术和科学术语与属于本技术的技术领域的技术人员通常理解的含义相同;本文中所使用的术语只是为了描述具体的实施例的目的,不是旨在于限制本技术;本技术的说明书和权利要求书及上述附图说明中的术语“包括”和“具有”以及它们的任何变形,意图在于覆盖不排他的包含。
89.在本技术实施例的描述中,技术术语“第一”“第二”等仅用于区别不同对象,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量、特定顺序或主次关系。在本技术实施例的描述中,“多个”的含义是两个以上,除非另有明确具体的限定。
90.在本文中提及“实施例”意味着,结合实施例描述的特定特征、结构或特性可以包含在本技术的至少一个实施例中。在说明书中的各个位置出现该短语并不一定均是指相同的实施例,也不是与其它实施例互斥的独立的或备选的实施例。本领域技术人员显式地和隐式地理解的是,本文所描述的实施例可以与其它实施例相结合。
91.在本技术实施例的描述中,术语“和/或”仅仅是一种描述关联对象的关联关系,表示可以存在三种关系,例如a和/或b,可以表示:单独存在a,同时存在a和b,单独存在b这三种情况。另外,本文中字符“/”,一般表示前后关联对象是一种“或”的关系。
92.在本技术实施例的描述中,术语“多个”指的是两个以上(包括两个),同理,“多组”指的是两组以上(包括两组),“多片”指的是两片以上(包括两片)。
93.在本技术实施例的描述中,技术术语“中心”“纵向”“横向”“长度”“宽度”“厚度”“上”“下”“前”“后”“左”“右”“竖直”“水平”“顶”“底”“内”“外”“顺时针”“逆时针”“轴向”“径向”“周向”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本技术实施例和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本技术实施例的限制。
94.在本技术实施例的描述中,除非另有明确的规定和限定,技术术语“安装”“相连”“连接”“固定”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或成一体;也可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,
可以是两个元件内部的连通或两个元件的相互作用关系。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本技术实施例中的具体含义。
95.目前,从市场形势的发展来看,动力电池的应用越加广泛。动力电池不仅被应用于水力、火力、风力和太阳能电站等储能电源系统,而且还被广泛应用于电动自行车、电动摩托车、电动汽车等电动交通工具,以及军事装备和航空航天等多个领域。随着动力电池应用领域的不断扩大,其市场的需求量也在不断地扩增。
96.动力电池中包括电池单体。电极极片是单体电池的主要组成部分,直接决定电池的电化学性能以及安全性。电池极片由金属集流体和均匀的涂覆在金属集流体上的涂层组成。涂布工艺即是在集流体膜卷上涂覆涂层的工艺过程,是电池生产制造过程中不可缺少的一个重要环节,涂布工艺的好坏对于电池的质量有着十分重要的影响;因此,为保障电池的生产质量,在涂布工艺后,对膜卷进行检测分析,显得尤为重要。相关技术中,采用图像处理技术对膜卷进行分析检测。
97.在涂布工艺后需要对集流体膜卷进行切割以形成规定尺寸的极片,采用宽幅涂布工艺可以提高每次涂布和切割后所获得的极片数量,但同时也存在一个问题,即采集膜卷图像时,单个相机视野无法覆盖整个膜卷的宽度范围,需要通过多个相机进行拍摄,这就需要对采集的多个图像进行拼接标定。
98.本技术人注意到,传统的图像拼接标定方式需要求取各相机的内外参数,生成各自的图像矩阵以对各图像进行校正,消除拍摄图片的畸变,然后将所有图片标定到同一个世界坐标系后再完成拼接,如此算法复杂,需要耗费时间较长,使得生产时序上的压力大大增加,然而实际上生产节拍却在不断加快,进而此种图像拼接标定方式难以满足生产需求。
99.基于以上考虑,为了解决宽幅涂布分析检测时多个图像的拼接标定的问题,简化图像的拼接标定方法,提高膜卷分析检测的效率,申请人经过深入研究,设计了一种标定尺、相机标定方法、图像拼接方法、膜卷检测方法及装置、控制装置和计算机可读存储介质。本技术的技术方案,首先利用标定尺对相机进行标定,然后利用标定后的相机获取膜卷的图像,再将图像进行拼接,最后根据拼接后的图像参数计算涂布的尺寸,以分析涂布的质量,本技术的拼接标定算法简单,无需生成多个图像矩阵以对多个图像进行校正,耗时较短,有利于提高涂布的分析检测效率,满足生产时序的需求。
100.本技术实施例公开的电池单体可以但不限用于车辆、船舶或飞行器等用电装置中。用电装置可以为但不限于手机、平板、笔记本电脑、电动玩具、电动工具、电瓶车、电动汽车、轮船、航天器等等。其中,电动玩具可以包括固定式或移动式的电动玩具,例如,游戏机、电动汽车玩具、电动轮船玩具和电动飞机玩具等等,航天器可以包括飞机、火箭、航天飞机和宇宙飞船等等。
101.电池单体为构成电池的基本单元,电池单体包括外壳、电极组件和电解液,电极组件由正极极片、负极极片和隔离膜组成。电池单体主要依靠金属离子在正极极片和负极极片之间移动来工作。正极极片包括正极集流体和正极活性物质层,正极活性物质层涂覆于正极集流体的表面,未涂敷正极活性物质层的正极集流体凸出于已涂覆正极活性物质层的正极集流体,未涂敷正极活性物质层的正极集流体作为正极极耳。以锂离子电池为例,正极集流体的材料可以为铝,正极活性物质可以为钴酸锂、磷酸铁锂、三元锂或锰酸锂等。负极极片包括负极集流体和负极活性物质层,负极活性物质层涂覆于负极集流体的表面,未涂
敷负极活性物质层的负极集流体凸出于已涂覆负极活性物质层的负极集流体,未涂敷负极活性物质层的负极集流体作为负极极耳。负极集流体的材料可以为铜,负极活性物质可以为碳或硅等。在电池单体的制造过程中,在正极集流体上涂覆正极活性物质层以及在负极集流体上涂覆负极活性物质层的过程即称为涂布工艺过程,利用涂布工艺所得到的具有涂覆层的集流体卷材称为膜卷。
102.请参照图1-图3,图1为本技术一些实施例提供的标定尺的示意图。图2为本技术一些实施例提供的标定尺的局部示意图;图3为本技术一些实施例提供的扫描轨迹示意图。
103.本公开第一方面的一些实施例提供了一种标定尺,标定尺包括尺体和设在尺体的标定图案,标定图案包括沿第一方向排布的至少两个标定图案子集,至少两个标定图案子集包括沿第一方向间隔设置、并且沿第二方向错位设置的多个第一标定块;针对每一个标定图案子集,多个第一标定块在第一方向上的投影之间具有第一重合区,并且第一重合区沿第二方向的长度小于或等于第一预设阈值,所述至少两个第一重合区在第一方向上的投影之间具有第二重合区。
104.下面根据图1-图3进行具体说明。如图1所示,标定尺100包括标定图案110,以图1中示出两个标定图案子集为例,标定图案110包括沿第一方向x排布的第一标定图案子集101和第二标定图案子集102,第一标定图案子集101和第二标定图案子集102分别包括沿第一方向x间隔设置、并且沿第二方向y错位设置的多个第一标定块10。
105.如图2所示,第一标定图案子集101中的多个第一标定块10在所述第一方向上x的投影之间具有第一重合区w1,第二标定图案子集102中的多个第一标定块10在所述第一方向上x的投影之间具有第一重合区w2,并且第一重合区w1沿第二方向y的长度t1小于或等于第一预设阈值,第一重合区w2沿第二方向y的长度t2也小于或等于第一预设阈值。
106.其中,第一重合区w1和第一重合区w2在所述第一方向x上的投影之间具有第二重合区p。
107.为进一步阐明本公开实施例的技术原理,请参阅图3,下面将结合相机采集照片的原理进行说明。示例性的,用于扫描的相机为线扫相机,特别是ccd线扫相机。
108.如图3中的(a)所示,标定尺中的一个标定图案子集中所有第一标定块10沿第一方向x排列,其中部分第一标定块10沿第二方向y上下错位,错位设置使得这部分第一标定块10沿涂布的第一方向x的投影的重叠尺寸较小,即第一重合区沿第二方向y的长度较小。若相机的扫描线相对于第一方向x偏斜一定角度,如图3中示出的第一扫描线s1,则扫描线可能无法扫描到错位的第一定位块中的部分第一定位块,进而相机的图像视野内无法得到连续的第一定位块的图像。以图3中(a)的虚线所表示的第一扫描线s1为例,此扫描线无法扫描到错位的部分第一定位块,进而相机的图像视野内无法得到连续的第一定位块的图像,此时扫描视野内的图像如图3中的(c)所示,其中黑色结构表示第一定位块的图像,图3中(c)所示的图像中缺少三个错位的第一定位块的图像。可以理解的是,相机的扫描线相对于涂布的宽度方向x的偏斜角度越小,越容易在扫描视野内得到连续的第一定位块的图像。若相机的扫描线和涂布的宽度方向x一致,以图3中(a)中的实线所表示的第二扫描线s2为例,则可以确保在扫描视野内能够得到连续的第一定位块的图像,此时扫描视野内的图像如图3中的(b)所示,其中黑色结构表示第一定位块的图像,图3中(b)所示的图像中呈现为连续的多个第一定位块的图像。
109.本实施例中相机的扫描线能否扫到连续的第一定位块的图像,与第一定位块的错位大小相关,相互错位的第一定位块交叠部分越小,即第一重叠区的长度越小,相机越不容易扫描到连续的第一定位块的图像,此时对于相机的扫描线的角度要求越严格,换句话说,只有使得相机的扫描线相对于涂布的宽度方向x的偏斜角度在很小的误差值内,才能够在相机的扫描视野内得到连续的第一定位块的图像,这样,可以根据相机视野内的图像情况调节相机的扫描路径,通过限定多个第一定位块均位于相机的扫描路径上,能够使得不同相机的扫描结果沿第一方向具有更好的一致性,以便于后续的拼接标定和计算。
110.由于不同相机采集的图像时的状态不同,采集到的图像就会存在不同程度的畸变,进而导致图像拼接时需要花费大量时间进行校正。但如果将不同的相机的照片采集状态尽可能统一,例如将采集时的扫描路径、采集角度、视野范围等方面尽可能调整一致,就可以在一定程度上减弱畸变的差异程度,从而减轻图像校正的负担。因此在标定尺的图案设计时,还要考虑针对多个相机分别扫描时如何尽可能的保持一致。
111.正如本实施例所示出的,针对每一个标定图案子集,多个第一标定块在所述第一方向上的投影之间具有第一重合区,第一重合区的沿第二方向的长度小于或等于第一预设阈值,这样相机如果按照依次顺序直线扫描每个第一标定块的方式扫描,其扫描路径就会被限定在长度小于或等于第一预设阈值第一重合区的范围内。那么对于整个标定尺而言,在针对多个相机同时扫描的情形下,通过限定不同标定图案子集的第一重合区沿第二方向的投影存在重合的第二重合区p,相机的扫描路径则会被限定在不同标定图案子集的第一重合区沿第二方向重合的第二重合区内,这既进一步限制的相机扫描路径的偏差,同时也可以保证扫描不同标定图案子集的不同相机之间的扫描路径的一致性,进而削弱不同相机采集到的图像的畸变差异,为实现后续便捷的图像拼接和图像检测提供了高质量的图像基础。
112.根据本技术的一些实施例,如图1所示,所述第一方向x与所述第二方向y垂直。
113.可以理解的,第一方向x与第二方向y也可以不垂直。
114.这样相机在扫描标定尺上的第一标定块的扫描路径会是一条与第一方向x大致平行的直线。这样设置使得第一标定块的图案布置得以简化,也有利于简化后续标定和计算,提高检测结果的准确度。
115.在一些实施例中,如图4所示,第一标定图案子集101和第二标定图案子集102分别包括沿第二方向y位置错位的第一图案组11、第二图案组12和第三图案组13,其中,第一图案组11包括至少两个沿第一方向的投影完全重合的第一标定块10,第二图案组12包括至少一个第一标定块10,第二图案组12中的第一标定块相对第一图案组11中的第一标定块沿第二方向y的正向偏移,第三图案组13包括至少一个第一定位块10,第三图案组13中的第一标定块相对第一图案组中的第一标定块沿第二方向y的反向偏移。
116.需要说明的是,本实施例中的所涉及的沿第二方向y的正向是如图4中第二方向y箭头所指的方向,即图4中竖直向下的方向,本实施例中的所称的第二方向y的反向是如图4中第二方向y箭头所指方向的相反方向,即图4中竖直向上的方向。偏移指的是第一标定块沿某一方向的位置偏向正向或反向移动。例如图4所示的,第二图案组12中的第一标定块相对第一图案组11中的第一标定块沿第二方向y的正向偏移,指的是第二图案组12中的第一标定块相对第一图案组11中的第一标定块处于偏向第二方向y的正向的位置,即相对靠下
的位置,类似的,第三图案组13中的第一标定块相对第一图案组中的第一标定块沿第二方向y的反向偏移指的是第三图案组13中的第一标定块10相对第一图案组11中的第一标定块10处于偏向第二方向y的反向的位置,也就是相对靠上的位置。
117.具体将标定图案子集中的第一标定块设置为包括第一图案组和以第一图案组为基准分别向上偏移的第二图案组和向下偏移的第三图案组,这样第一图案组、第二图案组和第三图案中的第一标定块在同时满足沿第一方向x的投影具有小于第一预设阈值的第一重合区时,能够保证第一重合区是沿平行于第一方向x的方向延伸的区域,这样能够保证后续标定后的扫描路径能大致平行于第一方向x,简化相机标定路径环节的计算量,提高标定效率。
118.特别的,第一标定图案子集101的图案与第二标定图案子集102的图案完全相同,这样第一标定图案子集101的第一重合区和第二标定图案子集102的第一重合区沿第一方向的投影就是完全重合的,也就是说第二重合区p沿第二方向y的长度与第一重合区相同。这样能够进一步简化图案布置,标定时就主要针对部分向上或向下偏移的第一标定块的位置进行调整,降低相机的标定难度,节约标定时间。
119.根据本技术的一些实施例,如图1所示,第一标定图案子集101和第二标定图案子集102中任意相邻的两个所述第一标定块10沿第一方向的间隔距离d等于预设值。
120.本实施例通过将相邻所述第一标定块之间沿第一方向的间隔距离设为预设值,能够使得后续相机扫描得到的标定图像中的第一标定块为均匀分布,减小后续坐标和分辨率的计算误差,提高检测精度。
121.根据本技术的一些实施例,如图1所示,所述标定尺100还包括用于拼接定位的第二标定块20,所述第二标定块20在第一方向x上位于相邻第一标定图案子集101和第二标定图案子集102的交界区域。可以理解的是,第二标定块20的数量也可以不止一个,具体可以根据当标定尺100上的标定图案子集的数量来确定,也可以根据相机是扫描范围来进行设置,本实施例在此不做限制。
122.由于相机是在距离标定尺一定距离的位置进行扫描,为了实现对标定尺或是目标对象的完整扫描,相邻相机的扫描范围需要有一定的重叠的,这些重叠的位置就是后续多个图像拼接时的拼接区域,本实施例中设置第二标定块20能够为相机扫描提供合适的视野定位,以确定所有的第一定位块或目标对象都有被扫描到,避免对象遗漏,这样基于同一物体在不同图像中的坐标信息有助于拼接时更准确的实现定位,使得图像拼接方式简单有效,提高图像拼接效率。
123.在一些实施例中,所述尺体是透明的,所述第一标定块10的形状为矩形、正方形或圆形,所述第二标定块20的形状为矩形、正方形或圆形,第一预设阈值为0.5mm。可以理解的,第一标定块10和第二标定块20的形状也可以为其它规则图形或不规则图形。
124.根据本技术的一些实施例,考虑到第一标定块和第二标定块的形状会对后续计算与扫描路径相交的第一标定块的交点坐标算法和精确性产生影响,因此将第一标定块和第二标定块的形状设置为规则形状,有利于后续计算坐标和分辨率,标定结果越准确,从而能够减小不同图像之间的误差,提高检测结果的准确度。
125.示例性的,第一标定块为一条边与第一方向平行的矩形。此时扫描路径与第一标定块是基本垂直相交,这样能极大的简化后面的计算,进一步提高图像拼接和检测的效率
和准确率。
126.本实施例中,第一重合区和第二重合区在第二方向上的长度将直接影响标定的精度进而影响检测的准确性。由于第二重合区的长度不会超过第一重合区的最大长度,也就是第一阈值,因而,控制第一阈值的大小就能够在很大程度上满足精度要求。第一预设阈值的大小会影响扫描和检测的精度以及相机标定的工作量,第一预设阈值太大会导致扫描误差增大,影响标定和后续测量的精度,第一阈值太小则会增大相机标定调试的难度,当第一预设阈值小于0.5mm的时候能够兼顾标定精度和相机标定调整的工作量,在保证精度的同时避免不必要的成本支出。
127.在一些实施例中,所述尺体为辊压机的压辊或输送机的传动辊。
128.本实施例中将辊压机的压辊或输送机的传动辊作为尺体能够简化标定尺的布置,并且能够保证标定尺上标定图案的布置方向与压辊或传送辊的延伸方向的一致性,使检测结果更准确。
129.本技术第二方面的实施例提供一种用于图像拼接的相机标定方法,如图5所示,包括:
130.步骤201:提供一种标定尺,将所述标定尺布置在目标对象的关联区域。这里的关联区域指的是能够使标定图像和实际的目标图像之间的偏差在可接受范围内的,通常为目标对象的表面,当目标位置表面不适合放置标定尺,也可以放置在满足要求的周围的位置。
131.步骤202:针对至少两个相机中的每一个相机,根据所述标定尺上的至少一个标定图案子集,确定所述相机的扫描路径。
132.下面以相机数量为两个为例进行说明。如图13所示。标定尺100设有两个标定图案子集:第一标定图案子集101和第二标定图案子集102,将标定尺100布置在待检测的目标对象表面,对应的,用于扫描的相机数量为两个,两个线扫相机分别与两个标定图案子集一一对应,即第一相机31扫描第一标定图案子集所在的区域101,第二相机32扫描第二标定图案子集所在的区域102,通过第一标定图案子集101和第二标定图案子集102分别对第一相机31和第二相机32的扫描路径进行标定,使得两个相机能够以近乎一致的扫描方式进行图像采集,这样两个相机就能够获得包含全部标定尺所在范围内的图像。需要说明的是,标定尺的长度通常稍长于待检测的目标对象的沿标定尺长度方向的最大尺寸,以便能够保证获得完整的图像。
133.本技术实施例的技术方案中,通过将标定尺布置在目标对象的关联区域,这样在能够根据目标对象的尺寸范围合理规划标定的区间,使得相机标定后能够以适宜的位置、角度以及扫描轨迹对目标对象进行图像采集。由于标定尺的位置与目标对象的位置越接近,后续采集的照片的一致性和准确性都会更高,为了尽可能保持标定图像与实际图像的一致性,本实施例中的关联区域优选为目标对象表面,标定后相机的采集视野、扫描路径和采集角度保持不变,这样能够保证采集到的标定图像和目标图像的一致性,提高图像质量的同时,为后续图像拼接提供了便利,提高拼接时的图像处理的效率。
134.在一些实施例中,如图1所示,所述标定尺100还包括在第一方向上位于相邻两个标定图案子集之间用于拼接定位的第二标定块20,所述至少两个相机与所述至少两个标定图案子集一一对应,其中,针对至少两个相机中的每一个相机,根据所述标定尺上一一对应的一个标定图案子集,确定所述相机的扫描路径,所述标定图像包括所述第二标定块,并且
基于所述第二标定块对所述至少两个标定图像进行拼接。
135.根据本实施例,通过将相机配置为与标定图案子集一一对应能够实现通过分段拍摄的方式获取目标对象的全部图像内容,标定时采用相机和标定图案子集一一对应能够同时满足视野范围标定和扫描路径的标定,简化标定的流程,第二标定块能够对标定图案子集的边界位置起到标识作用,方便调节相机的采集视野范围,拼接时通过将第二标定块的坐标为基准点使得图像拼接方式简单有效,提高图像拼接效率。
136.在一些实施例中,如图6所示,步骤s202包括:
137.步骤s2021:调整所述相机的位置以完整扫描所述标定图案子集;
138.步骤s2022:调整所述相机的扫描轨迹使得所述相机依次顺序扫描所述标定图案子集中的全部所述第一标定块;
139.步骤s2023:将所述相机的扫描轨迹与相邻相机的扫描轨迹沿第一方向的投影同时完全落入所述第二重合区时的所述扫描轨迹确定为所述扫描路径。
140.本实施例通过将不同相机的扫描轨迹确定为最终的扫描路径,使得不同的相机的扫描路径协同统一,以此获得的图像之间具有更好的兼容性,从而省去拼接前繁琐复杂的图像校正过程,提高图片处理效率。
141.在一些实施例中,如图7所示,所述相机标定方法还包括:
142.步骤203:获取所述至少两个相机各自沿所述扫描路径拍摄得到的至少两个标定图像;
143.步骤204:将所述至少两个标定图像进行拼接,以获得全标定图像;
144.步骤205:计算所述全标定图像中任一所述第一标定块所在子区域的分辨率。
145.根据本实施例,拼接后的图像无需经过单独的图像校正,通过各第一标定块所在的位置将全标定图像划分为多个区域,可以根据各第一标定块的尺寸计算不同区域的分辨率,避免因为不同位置的成像比例不一致导致后续测量尺寸的计算出现较大偏差,保证测量结果的准确性。
146.在一些实施例中,如图8所示,步骤s205包括:
147.步骤s2051:获取所述标定尺中所述第一标定块沿所述扫描路径方向的实际尺寸;
148.步骤s2052:获取所述全标定图像中任一所述第一标定块的标定坐标;
149.步骤s2053:根据所述实际尺寸和所述标定坐标计算所述全标定图像中任一所述第一标定块所在子区域的分辨率。
150.本实施例中的实际尺寸包括标定尺中第一标定块沿扫描路径方向的长度以及相邻第一标定块沿扫描路径方向的间隔距离。
151.根据本实施例,通过各第一标定块所在的位置将全标定图像划分为多个区域,针对每个区域,可以根据其中的第一标定块的坐标和实际尺寸计算得到该区域的分辨率,避免因为不同位置的成像比例不一致导致后续测量尺寸的计算出现较大偏差,保证测量结果的准确性。
152.本技术第三方面的实施例提供一种图像拼接方法,如图9所示,包括:
153.步骤s301:获取经如前述任一相机标定方法标定后的至少两个相机采集的至少两个图像;
154.步骤s302:将所述至少两个图像拼接得到拼接图像。
155.本技术实施例的技术方案中,利用前述的相机标定方法标定后的相机采集得到的图像拼接前无需取各相机的内外参数并生成各自的图像矩阵以对各图像进行校正,极大的降低了拼接前的处理耗费的时序,同时规避图片的畸变对后续计算结果的影响,在提高图片处理效率的同时保证计算结果的精确性。
156.本技术第四方面的实施例提供一种膜卷检测方法,如图10所示,包括:
157.步骤s401:提供一标定尺;
158.步骤s402:将所述标定尺布置在目标对象的关联区域;
159.步骤s403:提供至少两个相机,根据所述标定尺对所述至少两个相机进行标定,得到所述至少两个相机的扫描路径以及全标定图像;
160.步骤s404:通过标定后的所述至少两个相机分别获取所述膜卷不同区域的至少两个子图像,将所述至少两个子图像拼接得到所述膜卷的全景图像;
161.步骤s405:根据所述全标定图像以及所述全景图像计算目标参数。
162.参见图17所示,这里目标对象可以是辊2,也可以是卷绕在辊上的膜卷1;关联区域可以目标对象的表面,示例性的,辊2为辊压机的压辊或输送机的传动辊。示例性的,将标定尺布置在目标对象的关联区域,可以是将独立的标定尺布置在目标对象的关联区域,也可以是将标定尺直接设置成与目标对象一体的,即在目标对象的关联区域上形成的本实施例中所指的标定尺。
163.本技术实施例的技术方案中,通过将相机按照布置在辊或卷绕在辊上的膜卷的表面的标定尺进行标定,使得至少两个相机能够分别获得高质量、易于拼接的子图像,无需求取各相机的内外参数并生成各自的图像矩阵以对各图像进行校正,直接根据第一定位块在图像内外的位置坐标信息来计算涂布的位置坐标和尺寸,这样,既可以规避图片的畸变对计算结果的影响,为后续的拼接和计算节省了时间,能够满足生产工序上的时序要求。
164.在一些实施例中,参见图12,所述第一方向x与所述辊2的延伸方向或所述膜卷1的宽度方向平行。
165.本实施例中,将标定尺的第一方向x布置为与辊2延伸方向或所述膜卷1的宽度方向平行,使得后续计算膜卷1沿宽度方向上的尺寸时算法更简单、计算结果更精确。
166.在一些实施例中,如图11所示,步骤s403包括:
167.步骤s4031:根据所述标定尺确定所述至少两个相机的扫描路径;
168.步骤s4032:获取所述至少两个相机沿所述扫描路径采集的至少两个标定图像;
169.步骤s4033:将所述至少两个标定图像拼接得到所述全标定图像;
170.步骤s4034:计算所述全标定图像中任一所述第一标定块所在子区域的分辨率。
171.本实施例中,通过对相机进行标定,不仅能够对相机的工作姿态做调整以获得更高质量的待拼接图片,更能够获得不同区域的分辨率,有效控制了图像畸变对检测结果的影响,能够提高后续检测的准确性。
172.下面请参阅图12-图16所示的技术方案进行说明。如图12所示,标定尺100布置到目标对象的关联区域。示例性的,目标对象是涂布工序的膜卷,可以是涂布前的膜卷,也可以是正在涂布或涂布后的膜卷,关联区域为膜卷表面。
173.按照第一标定图案子集101和第二标定图案子集102调整第一相机31和第二相机32的位置,使第一相机31和第二相机32的视野范围能够分别完全覆盖第一标定图案子集
101和第二标定图案子集102,按照第一标定图案子集101调整第一相机31的第一扫描轨迹s11,按照第二标定图案子集102调整第一相机32的第二扫描轨迹s12。
174.为了进一步提高第一相机31和第二相机32扫描时的一致性,将第一扫描轨迹s11和第二扫描轨迹s12沿所述第一方向的投影同时完全落入所述第二重合区时的时所在的直线确定为最终的扫描路径sr。
175.第一相机31和第二相机32分别沿扫描路径sr采集到的关于第一标定图案子集101的图案1011和关于第二标定图案子集102的第一子图案1021和第二子图案1012。根据第一子图案1021和第二子图案1012中视野重合区域30的位置进行拼接定位,将视野重合区域30内的被重复采集的部分第一标定块21去重裁剪后完成拼接,得到包含完整标定图案的全标定图像1013。
176.进一步的,视野重合区域30还包括第二标定块20,能够更便捷的识别视野重合区域30,另外第二标定块20与第一标定块10的错位布置,能够获得不同于第一标定块10的定位坐标,以便在拼接时实现更准确的拼接定位,降低图形畸变的影响。
177.根据标定尺的图案位置和形状可以获得第一定位块10沿扫描路径sr方向的宽度和相邻第一定位块10沿扫描路径sr的间距。为便于说明,这里以第一标定块10为一条边平行于第一方向x的矩形,且第一方向和第二方向垂直、扫描路径sr与第一方向平行为例。如图13所示,图中示出的部分第一标定图案子集101中多个第一标定块的图案位置。第一定位块10沿第一方向x的宽度为t,相邻第一定位块10沿第一方向的间距为d。
178.结合图14-图16所示,全标定图像1013可以根据采集到的第一标定块10的位置将整个图像沿第一方向划分成多个区域,例如如图16所示出的第一标定块10所在的区域k1、k3、k5、k7、k9、k11、k13和相邻第一标定块10间隔的区域k2、k4、k6、k8、k10和k12,全标定图像1013中采集到的第一标定块10与扫描路径sr的交点位置坐标h1、h2、h3、h4、h5、h6、h7、h8、h9、h10、h11、h12和h13。这样全标定图像1013中每一个区域的分辨率都可以根据第一定位块10的长度、间距和位置坐标计算得到。例如,图16中示出的最左侧的第一标定块10所在的区域k1的分辨率的计算方式为:k1=|h1-h2|/t,区域k2的分辨率的计算公式为:k2=|h3-h2|/d,后面的区域的分辨率可以依次按照上述原理进行计算得到,将所有区域的分辨率计算得出后存储起来,例如可以将分辨率数据存入ini文件,待后面进行测量的时候就可以直接调用,这样就可以简化后面的测量计算的数据处理。
179.标定完成后,通过第一相机31和第二相机32分别采集膜卷表面对应区域的图像,得到第一子图像和第二子图像,根据第一子图像和第二子图像中重叠区域的位置进行拼接得到关于膜卷的全景图像。这里的第一子图像和第二子图像的拼接与标定步骤中第一标定图像和第二标定图像的拼接原理和步骤是一致的。后续通过将全景图像与全标定图像进行比对,利用全标定图像中子区域的分辨率以及位置坐标等参数,就可以计算全景图像中待检测对象的目标参数。
180.在一些实施例中,如图12所示,所述目标参数可以是涂布宽度d1、涂布间隙宽度d2、涂布边缘宽度d3,也可以是针对膜卷涂布区存在的涂布缺陷的沿第一方向的缺陷尺寸d4进行测量。
181.本实施例中,可以提高计算结果的准确性,并且可以大大降低计算量,缩短膜卷相关尺寸计算的时间,从而满足检测精度和检测时序要求。
182.下面仍以图12-17所示的技术方案进行说明。如图12和图17所示,以针对膜卷1上的涂布区3的涂布宽度d3的检测计算为例进行说明。需要说明的是,图17示出的是全景图像1014的部分图像,在相机标定完成后即可得到全标定图像,其中,全标定图像可以计算得出不同的第一定位块所在子区域的分辨率,在检测计算时,可以直接调用存储着的分辨率数据,如图16中所示,根据分辨率数据将全标定图像对应划分为14个子区域,为了便于描述,这里将分辨率对应的编号作为对应子区域的名称,分别为k1、k2
……
k14,针对要计算的涂布宽度d3,如图17所示,可以将涂布宽度d3沿第一方向x划分为与子区域完全重叠的第二段,以及分别位于第二段两端、与对应子区间部分重叠的第一段和第三段,因此,只要计算出第一段、第二段和第三段对应的实际长度就可以得出涂布宽度d3。
183.由图像中的位置坐标关系可知,取r1为第一段的最外缘与所在子区域的坐标差值,r3为第三段的最外缘与所在子区域的坐标差值,则
184.第一段所对应的实际宽度为r1,r1=r1
×
k1。
185.第三段所对应的实际宽度为r3,r3=r3
×
k12。
186.设k2、k3、k4、k5、k6、k7、k8、k9、k10、k11、k12几个区域的宽度分别为d2、d3、d4、d5、d6、d7、d8、d9、d10、d11、d12,则r2所对应的实际宽度r2=d2
×
k2+d3
×
k3+d4
×
k4+d5
×
k5+d6
×
k6+d7
×
k7+d8
×
k8+d9
×
k9+d10
×
k10+d11
×
k11+d12
×
k12。
187.涂布宽度d3等于r1、r2和r3分别所对应的实际宽度之和,即d3=r1+r2+r3。
188.在一些实施例中,如图15所示,各第一定位块的宽度t相等,相邻第一定位块2之间的间距d也相等,这样,可以简化计算公式和计算量,更进一步的,将间距d设为跟宽度t也相等,这样就是需要根据完全重叠的子区间的数量即可计算得到第二段的长度。本实施例中的尺寸计算方法大大简化了计算步骤,提高涂布尺寸计算效率。
189.本技术第五方面的实施例提供一种相机标定装置,如图18所示,相机标定装置200包括:标定尺100和标定模块210,标定模块210被配置为根据所述标定尺对至少两个相机进行标定。
190.标定尺既可以通过人工放置的方式布置到待检测的目标对象的关联区域,也可以通过标定装置中的某个部件以自动控制的方式放置到该关联区域,本实施例对此不做限制,上述布置方式或其他未示出的等同方式均应落入本实施例的范围内。
191.本实施例中,相机标定装置能够实现对至少两个相机的自动标定,提高相机标定的自动化程度,使标定后的相机获得更易于拼接的图像,从而满足检测精度和检测时序要求。
192.本技术第六方面的实施例提供一种图像拼接装置,如图18所示,图像拼接装置400包括:
193.获取单元410,被配置为获取经标定后的至少两个相机采集的至少两个图像;
194.拼接单元420,被配置为将所述至少两个图像拼接得到拼接图像。
195.本实施例中,图像拼接装置能够对多个图像实现准确、快速的拼接,既提高了拼接处理的效率,又能为后续检测提供高质量的图像和数据,从而满足检测精度和检测时序要求。
196.本技术第七方面的实施例提供一种膜卷检测装置1000,如图18所示,包括:
197.相机标定装置200,包括标定尺100和标定模块210,所述标定模块200被配置为根
据布置在辊1或卷绕在辊上的膜卷2的表面所述标定尺100对相机进行标定,
198.图像采集模块300,包括间隔布置的至少两个相机,所述至少两个相机由所述相机标定装置进行标定;
199.图像拼接模块400,被配置为与所述图像获取模块信号连接以接收并拼接所述图像采集装置采集的图像得到拼接图像;
200.计算模块500,根据所述拼接图像的图像参数计算目标参数。
201.示例性的,辊1可以是辊压机的压辊,也可以是输送机的传动辊。
202.本实施例中图像拼接模块可以通过一个模块既对采集到的标定图像进行拼接得到全标定图像,也对采集到的关于目标对象的多个图像进行拼接得到全景图像,也可以配置为分别用于标定图像拼接和关于目标图像的多个图像拼接的两个或两个以上的模块。
203.本实施例中的图像参数包括从标定尺获取的第一标定块的位置参数和间隔参数、从全标定图像中获取的不同区域的分辨率,以及从全景图像中获取的坐标参数。
204.在一些实施例中,至少两个相机可以是沿辊2延伸方向或膜卷1的宽度方向间隔布置。
205.本实施例中,膜卷检测装置能快速完成图像采集、拼接和检测,满足电池极片的生产涂布环节中的检测精度和检测时序的要求。
206.在一些实施例中,如图12所示,计算模块500计算的目标参数可以是涂布区域宽度d1和d3、涂布间隙宽度d2、涂布边缘宽度d4,除了涂布区域宽度的检测外,本实施例的检测参数还可以是涂布缺陷区域4沿第一方向x的缺陷尺寸d5。
207.本实施例的检测方法能够对各种尺寸进行检测,检测方式简单易行,并能满足多个不同场景的检测需求,同时能够很好的满足生产时序要求。
208.本技术第八方面的实施例提供一种电子设备,包括:
209.至少一个处理器;以及
210.与所述至少一个处理器通信连接的存储器,其中,所述存储器存储有可被所述至少一个处理器执行的指令,所述指令被所述至少一个处理器执行,以使所述至少一个处理器能够执行如前述中任一项所述的方法。
211.本文中以上描述的系统和技术的各种实施方式可以在数字电子电路系统、集成电路系统、场可编程门阵列(fpga)、专用集成电路(asic)、专用标准产品(assp)、芯片上系统的系统(soc)、负载可编程逻辑设备(cpld)、计算机硬件、固件、软件、和/或它们的组合中实现。这些各种实施方式可以包括:实施在一个或者多个计算机程序中,该一个或者多个计算机程序可在包括至少一个可编程处理器的可编程系统上执行和/或解释,该可编程处理器可以是专用或者通用可编程处理器,可以从存储系统、至少一个输入装置、和至少一个输出装置接收数据和指令,并且将数据和指令传输至该存储系统、该至少一个输入装置和该至少一个输出装置。
212.本技术第九方面的实施例提供一种计算机可读存储介质,存储有计算机程序,所述计算机程序被处理器执行时实现如前述任一所述的方法。
213.计算机可读介质可以是有形的介质,其可以包含或存储以供指令执行系统、装置或设备使用或与指令执行系统、装置或设备结合地使用的程序。机器可读介质可以是机器可读信号介质或机器可读储存介质。机器可读介质可以包括但不限于电子的、磁性的、光学
的、电磁的、红外的、或半导体系统、装置或设备,或者上述内容的任何合适组合。机器可读存储介质的更具体示例会包括基于一个或多个线的电气连接、便携式计算机盘、硬盘、随机存取存储器(ram)、只读存储器(rom)、可擦除可编程只读存储器(eprom或快闪存储器)、光纤、便捷式紧凑盘只读存储器(cd-rom)、光学储存设备、磁储存设备、或上述内容的任何合适组合。
214.根据本公开的一些实施例,膜卷涂布区域的尺寸测量的方法,如图12-图17所示,包括以下步骤:
215.将标定尺100布置在膜卷1表面;标定尺100上设有标定图案110,标定图案110包括第一标定图案子集101和第二标定图案子集102,第一标定图案子集101和第二标定图案子集102分别包括多个沿第一方向x等距离间隔设置、沿第二方向y错位设置的第一标定图案10,标定尺100的第一方向x与膜卷1的宽度方向或辊2的延续方向平行,且第一方向x与第二方向y平行。在第一方向x上,第一标定块10为宽度为5mm的矩形,第一定位块之间的间距为5mm,在第一标定图案子集101和第二标定图案子集102交界的区域设有第二定位块20。
216.第一相机31和第二相机32被标定后按照第一标定图案子集101和第二标定图案子集102的第二重合区内平行于第一方向x的扫描路径分别扫描第一标定图案子集101和第二标定图案子集102,分别得到包含对应标定图案子集中的全部第一标定块图像的第一标定图像1011和第二标定图像1012,根据第一标定图像1011和第二标定图像1012中第二定位块20的位置进行拼接得到全标定图像1013,根据全标定图像计算各第一标定块所在子区域的分辨率和子区域位置坐标并存入ini文件,
217.通过第一相机31和第二相机32采集膜卷不同位置的图像并拼接得到膜卷的全景图像1014,获取全景图像1014中涂布区域的边缘所在的位置坐标,并调用ini文件中记载的分辨率计算膜卷1上涂布区3的涂布宽度d3,具体计算步骤为:
218.读取ini文件中的分辨率和子区域位置坐标,根据子区域的位置坐标、子区域分辨率和全景图像中涂布边缘的位置坐标分别计算全景图像中的涂布区与子区域完全重叠的第二段、分别位于第二段两端、与对应子区间部分重叠的第一段和第三段的实际长度后求和得到涂布宽度d3。
219.最后应说明的是:以上各实施例仅用以说明本技术的技术方案,而非对其限制;尽管参照前述各实施例对本技术进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本技术各实施例技术方案的范围,其均应涵盖在本技术的权利要求和说明书的范围当中。尤其是,只要不存在结构冲突,各个实施例中所提到的各项技术特征均可以任意方式组合起来。本技术并不局限于文中公开的特定实施例,而是包括落入权利要求的范围内的所有技术方案。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1