面向焊接过程的新型智能焊接监测仪设计的制作方法
1.本发明涉及焊接领域,更确切地说,它涉及面向焊接过程的新型智能焊接监测仪设计。
背景技术:
2.相比于传统的事后焊接检测方法,焊接过程监测是保证焊接质量的重要环节。目前,国内外研究机构在焊接过程监测研究上进行了各种尝试,并在焊接过程视频监测及焊接电气参数监测等关键技术上取得了一定成果,但仍存在以下问题:
3.1)监测功能单一,目前国内外有机构开展焊接过程视频监测或者熔池大小、温度检测或者焊接电气参数监测研究,但没有将多种检测方式综合研究、对比分析的先例,无法做到全面的直观的监测焊接过程。
4.2)系统灵活性和通用性差。目前国内有公司研发的焊接视频检测产品,在实际应用中需要搭建轨道、支架等辅助设备,增加了许多焊接之外的工作,随着焊接距离的延长,需要不断的搭建轨道支架,灵活性差。对不同的焊接场景,需要搭建不同的辅助设施,系统通用性差。
5.3)监测系统复杂庞大且无法集成在现有焊机设备上。目前对焊接电流电压的采集需要专用的采集设备,体积大,使用不方便,且设备成本高,应用推广难度大。
技术实现要素:
6.本发明的目的是克服现有技术中的不足,提供了面向焊接过程的新型智能焊接监测仪设计。
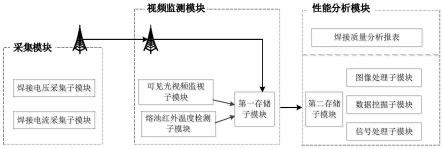
7.第一方面,提供了面向焊接过程的新型智能焊接监测仪,包括:采集模块、视频检测模块和性能分析模块;
8.其中,所述采集模块安装在焊枪与焊机之间,并与所述视频检测模块通信连接,所述视频检测模块与所述性能分析模块通信连接;所述采集模块包括焊接电压采集子模块和焊接电流采集子模块;所述视频检测模块包括可见光视频监视子模块、熔池红外温度检测子模块和第一存储子模块,所述可见光视频监视子模块和所述熔池红外温度检测子模块分别连接所述第一存储子模块;所述性能分析模块包括图像处理子模块、信号处理子模块、数据挖掘子模块和第二存储子模块,所述第二存储子模块分别连接所述图像处理子模块、信号处理子模块和数据挖掘子模块。
9.作为优选,所述可见光视频监视子模块为带遮光片的高清摄像头,所述熔池红外温度检测子模块为增强的红外热像仪,所述增强的红外热像仪包括:相结合的红外衰减系统和高温激光检测系统。
10.作为优选,所述带遮光片的高清摄像头和所述增强的红外热像仪安装于面罩观察窗处。
11.作为优选,所述采集模块采用基于lora扩频技术的抗干扰无线通信技术与所述第
一存储子模块进行连接。
12.作为优选,所述熔池红外温度检测子模块的检测温度上限在3000度以上。
13.作为优选,所述第一存储子模块由数据传输单元和数据存储单元组成,所述数据存储单元根据存储信息的不同,分为视频采集区、红外视频采集区和电压、电流信息存储区,所述数据传输单元用于将所述数据存储单元所存储的信息传递给所述性能分析模块。
14.第二方面,提供了第一方面任一所述的新型智能焊接监测仪的使用方法,包括:
15.s1、采集模块通过焊接电压采集子模块和焊接电流采集子模块收集焊接过程的电压、电流信息,并将其传输到第一存储子模块;
16.s2、视频监测模块一边通过带遮光片的高清摄像头拍摄焊接全过程,来得到整个焊接流程,另一边通过增强的红外热像仪拍摄熔池,来获得熔池大小信息,最后将这些视频信息存储在第一存储子模块中;
17.s3、焊接结束后,焊接信息通过无线网络从本地的第一存储子模块上传到性能分析模块中的第二存储子模块;
18.s4、性能分析模块中的存储模块在得到信息后,使用图像处理子模块、信号处理子模块和数据挖掘子模块来对焊接过程进行分析,从而判断此焊接是否合格,得出焊接质量分析报表。
19.本发明的有益效果是:
20.(1)本发明通过对焊接视频、熔池温度、熔池大小、焊接电流电压参数的综合分析,可以对焊接质量作出精准判断,方便分析出问题原因。
21.(2)本发明提供的采集模块小巧、轻便,可以即插即用,不用对现有设备进行大规模改造。
22.(3)本发明充分使用了焊接过程中产生的数据,并根据这些数据进行了焊接过程质量评估,评估结果的可靠性较高。
附图说明
23.图1为面向焊接过程的新型智能焊接监测仪的结构示意图;
24.图2为面向焊接过程的新型智能焊接监测仪的安装示意图。
具体实施方式
25.下面结合实施例对本发明做进一步描述。下述实施例的说明只是用于帮助理解本发明。应当指出,对于本技术领域的普通人员来说,在不脱离本发明原理的前提下,还可以对本发明进行若干修饰,这些改进和修饰也落入本发明权利要求的保护范围内。
26.实施例1:
27.为了解决焊接过程监测功能单一问题,实现对焊接视频、熔池大小、温度、焊缝成形、焊接电压电流的全过程监测,及时发现焊接过程中存在的问题,提高焊接监测的效率,降低焊接故障发生率,本技术提供了面向焊接过程的新型智能焊接监测仪,该监测仪可以方便地集成到现有的焊接设备上,进而通过采集模块、视频监测模块来记录焊接过程,最后通过性能分析模块对收集的数据进行查询、分析,获得焊接质量报告。具体地,如图1所示,包括:采集模块、视频检测模块和性能分析模块;
28.其中,采集模块包括焊接电压采集子模块和焊接电流采集子模块,采集模块安装在焊枪与焊机之间,并与视频检测模块通信连接,视频检测模块与性能分析模块通信连接。如图2所示,方式一、方式二、方式三是指设备之间的通讯方式,它们分别为有线连接、基于lora扩频技术的抗干扰无线通信技术和面向大数据的无线传输技术。此外,采集模块不需要对现有焊机进行内部改造,即插即用,解决了系统的灵活性和通用性较差的问题。采集模块的基本原理如下:选取大功率小阻值的电焊机焊接回路取样电阻,通过单片机读取取样电阻两端电压,在已知取样电阻阻值的前提下,根据伏安法推算焊接电流,进而通过隔离运算放大器来采集焊接电压。采集模块具有小巧便捷和即插即用等特点。
29.视频检测模块包括可见光视频监视子模块、熔池红外温度检测子模块和第一存储子模块,可见光视频监视子模块和熔池红外温度检测子模块分别连接第一存储子模块。可见光视频监视子模块为带遮光片的高清摄像头,熔池红外温度检测子模块为增强的红外热像仪。具体地,本发明采用了一般高清摄像头和红外热像仪,但对设备做了不同的处理。对于高清摄像头,通过在摄像头镜头前端增加电控遮光片,当焊接开始,系统检测到电弧强光,在极短时间内降低变光片透光度,保证焊接过程的视频清晰可见。对于红外热像仪,本发明通过红外衰减系统和高温激光检测系统相结合利用多光谱辐射测温技术突破红外高温检测瓶颈,在不增加红外系统体积重量的情况下,将检测温度上限提高到3000度以上,实现对熔池、焊缝的检测。第一存储子模块可以是一个存储量足够大的sd卡,由数据传输单元和数据存储单元组成,数据存储单元根据存储信息的不同,分为视频采集区、红外视频采集区和电压、电流信息存储区,数据传输单元用于将数据存储单元所存储的信息传递给性能分析模块,从而进行查询、分析,生成焊接质量报表。在不影响工作人员正常使用的情况下,本发明将带遮光片的高清摄像头和增强的红外热像仪安装到面罩观察窗处,以便获得好的拍摄视角。本技术提供的视频检测模块解决了监测系统复杂庞大,且无法集成在现有焊机设备上的问题,从而降低产品的体积重量,使得该设备方便安装在焊接面罩等现有焊接设备上。
30.性能分析模块在远程的工作站上实现,该模块可显示、分析视频监控模块的sd卡数据,根据需要方便的实现对历史焊接监测数据的查询,还可以使用数据分析功能对监测数据进行自动分析,评估焊接工作效果,由多个算法功能模块集成,比如,包括图像处理子模块、信号处理子模块、数据挖掘子模块和第二存储子模块,第二存储子模块分别连接图像处理子模块、信号处理子模块和数据挖掘子模块。由于性能分析模块与上述视频检测模块之间通信连接,因此,性能分析模块接收的信息包括焊接视频录像、熔池温度检测、焊接电流电压参数等。进而,图像处理子模块可以通过边缘检测、图像标定等常用图像处理算法获得焊接过程中,各个时刻的熔池大小。信号算法处理子模块可以通过数模转化等将焊接过程中的电压、电流数据可视化出来,供工作人员分析。数据挖掘子模块可以对比、分析工作人员的操作产生的数据与国家标准数据之间的差异,来得出焊接是否合格和对焊接行为进行加分,从而得出焊接质量分析报表。单一性能的焊接过程检测,无法全面、精准的判断焊接过程中存在的问题,如:焊接视频检测、熔池大小检测或焊接电流电压检测等;而将这些性能同时进行检测,可以及时发现焊接过程中存在的问题,提高焊接监测的效率,降低焊接故障发生率。也就是说,本技术充分使用了焊接过程中产生的数据,进行了多方面数据的分析综合,能够对焊接的质量进行有效地监测。
31.实施例2:
32.新型智能焊接监测仪的使用方法,包括:
33.s1、采集模块通过焊接电压采集子模块和焊接电流采集子模块收集焊接过程的电压、电流信息,并将其传输到第一存储子模块。
34.由于焊接过程伴随着电流变化、电弧放电等恶劣电磁环境,设备信息尤其是视频、图像信息极易受到电磁干扰,s1中,采集模块采用基于lora扩频技术的抗干扰无线通信技术与第一存储子模块进行连接,将采集到的电压、电流数据实时稳定的传输给第一存储子模块。
35.s2、视频监测模块一边通过带遮光片的高清摄像头拍摄焊接全过程,来得到整个焊接流程,另一边通过增强的红外热像仪拍摄熔池,来获得熔池大小信息,最后将这些视频信息存储在第一存储子模块中。
36.s3、焊接结束后,焊接信息通过无线网络从本地的第一存储子模块上传到性能分析模块中的第二存储子模块。
37.s4、性能分析模块中的存储模块在得到信息后,使用图像处理子模块、信号处理子模块和数据挖掘子模块来对焊接过程进行分析,从而判断此焊接是否合格,得出焊接质量分析报表。
38.在上述过程中,第一存储子模块分别通过视频采集区、红外视频采集区和电压电流信息存储区对带遮光片的高清摄像头、增强的红外热像仪和便携式电压、电流采集模块传送的信息进行各类数据采集,并调用工作站的各功能模块完成对所采集数据的分析处理,并将处理结果生成焊接质量报告存储下来。
39.实施例3:
40.本发明中的数据传输方式采用有线或无线数据传输方式和标准的以太网接口,带遮光片的高清摄像头和存储设备之间通过tcp/ip协议进行网络连接,增强的红外热像仪和存储设备之间也通过tcp/ip协议进行网络连接;而便携式电压电流采集模块和存储设备之间采用基于lora扩频技术的抗干扰无线通信技术进行通信,本地存储设备与工作站之间的数据传输采用面向大数据的无线传输技术来传递信息,如:超宽带uwb扩展技术和60gh无线技术等。此外,图像采集采用http+jpeg码流方式;图片传输采用ftp协议;远程管理通过ssh协议实现;信息传输采用自定义的协议;时钟同步采用ntp协议;初始配置采用串口/telnet协议。
41.综上所述,本发明主要提出一种智能焊接监测仪的设计思路,它包括多种信息采集、多种数据处理、多种数据传输方式。其中信息采集有可见光视频采集、熔池红外温度检测和焊接电压电源采集,数据处理有图像处理模块、数据挖掘模块和信号处理模块,数据传输方式有有线传输、基于lora扩频技术的抗干扰无线通信技术和面向大数据的无线传输技术。针对可见光视频采集,本发明使用带遮光片的高清摄像头获取清晰的视频信息;针对熔池红外温度检测,本发明使用增强的红外热像仪获得熔池周围的视频;针对焊接电压电流采集,本发明使用提出的便携式电流电压采集模块获取电流电压信息。凡是使用本发明的设计框架,用其他方法获取焊接视频、熔池温度、电流、电压的技术都应包含在本技术的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1