金属盖帽和光学镜片焊接检漏装置的制作方法
1.本公开涉及红外热成像领域,更具体地涉及一种金属盖帽和光学镜片焊接检漏装置。
背景技术:
2.在红外热成像真空金属封装中,光学镜片需与金属盖帽焊接再与金属管壳通过电阻焊接方式结合一起,其必须确认光学镜片与金属盖帽焊接牢固其漏率值,如出现金属帽盖与光学镜片焊接出现漏点,未在前期识别出风险,后面工序金属盖帽与金属管壳焊接后再测试其气密性,如果出现漏点,无法判定为金属帽盖与金属管壳漏还是光学镜片与金属盖帽焊接出现漏点,必须在电阻焊接前判定光学镜片与金属盖帽之间焊接气密性效果。现市场未有相关检验专用设备,各红外热成像封装厂家基本都为自研发的检测设备,市面未见有详细公布相关方法和检验设备,或者通过x-ray检测焊接效果,此种方式微小漏点很难发现,仅发现比较严重焊接缺陷,通过滴红色墨水判定焊接是否有漏点,其方式污染大,工件检漏一次报废,微小漏点检测时间来判定气密性,成本高且气密性无法量化,只能肉眼观测,精准度不高。
技术实现要素:
3.鉴于背景技术中存在的问题,本公开的目的在于提供一种金属盖帽和光学镜片焊接检漏装置,其能够快速地进行光学镜片与金属盖帽之间的共晶焊接部位的漏点以及漏点的漏率检测,提高检测的效率和精度。
4.由此,在一些实施例中,一种金属盖帽和光学镜片焊接检漏装置包括第一筒体、第二筒体、第一紧固件、第二紧固件、he质谱检漏仪、he气源以及压缩空气源;第一筒体受控连通于he气源;第二筒体设受控连通于he质谱检漏仪和压缩空气源;第一紧固件和第二紧固件用于将位于第一筒体和第二筒体之间的与光学镜片共晶焊接的金属盖帽密封夹紧,其中,光学镜片的外周缘且光学镜片与金属盖帽共晶焊接的部位位于被密封夹紧的第一筒体和第二筒体的内部;he质谱检漏仪、he气源与压缩空气源配合以检测第一紧固件和第二紧固件密封夹紧的气密性并对第二筒体的内部进行清洁,he质谱检漏仪和he气源配合以进行光学镜片与金属盖帽之间的共晶焊接部位的漏点检测。
5.在一些实施例中,第一筒体通过第一阀门受控连通于he气源。
6.在一些实施例中,第一阀门为电子阀门。
7.在一些实施例中,第二筒体和he质谱检漏仪通过第二阀门受控连通。
8.在一些实施例中,第二阀门为电子阀门。
9.在一些实施例中,压缩空气源通过第三阀门受控连通于压缩空气源。
10.在一些实施例中,第三阀门为电子阀门。
11.在一些实施例中,第一筒体为不锈钢材质且内表面抛光处理。
12.在一些实施例中,第二筒体为不锈钢材质且内表面抛光处理。
13.在一些实施例中,金属盖帽和光学镜片焊接检漏装置还包括第一密封胶圈和第二密封胶圈;第一密封胶圈用于放置在第一紧固件和金属盖帽之间;第二密封胶圈用于放置在第二紧固件和金属盖帽之间,从而金属盖帽夹在第二密封胶圈和第一密封胶圈之间。
14.本公开的有益效果如下:本公开的金属盖帽和光学镜片焊接检漏装置能够利用质谱检漏仪进行快速地进行光学镜片与金属盖帽之间的共晶焊接部位的漏点以及漏点的漏率检测,由此提高了检测的效率和精度。如此,确保红外热成像封装中的前期金属盖帽与光学镜片焊接气密性检测效果,进而提高红外热成像封装的制造过程检验能力,确保红外热成像封装的产品质量,降低红外热成像封装的成本。
附图说明
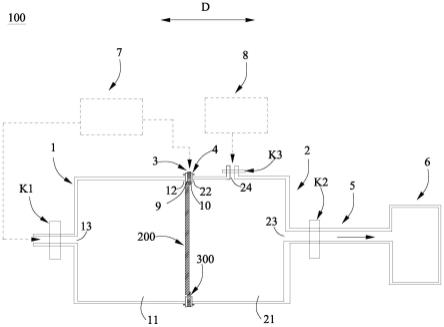
15.图1是根据本公开的金属盖帽和光学镜片焊接检漏装置的示意图。
16.其中,附图标记说明如下:
17.100金属盖帽和光学镜片焊接检漏装置
ꢀꢀꢀ
4第二紧固件
18.d轴向
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
5连接管
19.1第一筒体
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
6he质谱检漏仪
20.11第一腔体
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
7he气源
21.12第一端
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
8压缩空气源
22.13he进气孔
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
k1第一阀门
23.2第二筒体
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
k2第二阀门
24.21第二腔体
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
k3第三阀门
25.22第二端
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
9第一密封胶圈
26.23he出气孔
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
10第二密封胶圈
27.24压缩空气端口
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
200光学镜片
28.3第一紧固件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
300金属盖帽
具体实施方式
29.附图示出本公开的实施例,且将理解的是,所公开的实施例仅仅是本公开的示例,本公开可以以各种形式实施,因此,本文公开的具体细节不应被解释为限制,而是仅作为权利要求的基础且作为表示性的基础用于教导本领域普通技术人员以各种方式实施本公开。
30.参照图1,金属盖帽和光学镜片焊接检漏装置100包括第一筒体1、第二筒体2、第一紧固件3、第二紧固件4、he质谱检漏仪6、he气源7以及压缩空气源8。
31.第一筒体1受控连通于he气源7。第二筒体2受控连通于he质谱检漏仪6和压缩空气源8。第一紧固件3和第二紧固件4用于将位于第一筒体1和第二筒体2之间的与光学镜片200共晶焊接的金属盖帽300密封夹紧,其中,光学镜片200的外周缘且光学镜片200与金属盖帽300共晶焊接的部位位于被密封夹紧的第一筒体1和第二筒体2的内部。he质谱检漏仪6、he气源7与压缩空气源8配合以检测第一紧固件3和第二紧固件4密封夹紧的气密性并对第二筒体2的内部进行清洁,he质谱检漏仪6和he气源7配合以进行光学镜片200与金属盖帽300之间的共晶焊接部位的漏点检测。
32.在本公开的金属盖帽和光学镜片焊接检漏装置100中,能够利用he质谱检漏仪6进
行快速地进行光学镜片200与金属盖帽300之间的共晶焊接部位的漏点以及漏点的漏率检测,由此提高了检测的效率和精度。如此,确保红外热成像封装中的前期金属盖帽与光学镜片焊接气密性检测效果,进而提高红外热成像封装的制造过程检验能力,确保红外热成像封装的产品质量,降低红外热成像封装的成本。
33.此外,本公开的金属盖帽和光学镜片焊接检漏装置100能够对第一紧固件3和第二紧固件4密封夹紧的气密性进行检测,如果检测到第一紧固件3和第二紧固件4密封夹紧的气密性不好,则对第一紧固件3和第二紧固件4密封夹紧的气密性进行再次调整直到在第一紧固件3和第二紧固件4密封夹紧的气密性确认没有漏点后再进行压缩空气的清洁,通过压缩空气源8以及he质谱检漏仪6配合,压缩空气清洁第二筒体2的内部,进而避免he气分子附着残留在第二筒体2的内部的表面以及光学镜片200的对应表面(甚至金属盖帽300的露出在第二筒体2内的部分的表面),确保光学镜片200与金属盖帽300之间的共晶焊接部位的漏点检测的精度。
34.此外,本公开的金属盖帽和光学镜片焊接检漏装置100结构简单,制作成本低,操作简单。
35.如图1所示,第一筒体1具有位于内部的第一腔体11和轴向d的一端开口的第一端12,第一筒体1的第一端12的内径设置成大于光学镜片200的外径。
36.第二筒体2具有位于内部的第二腔体21和轴向d一端开口的第二端22,第二筒体2的第二端22和第一筒体1的第一端12相对,第二筒体2的第二端22的内径设置成大于光学镜片200的外径,第二筒体2设有he出气孔23和压缩空气端口24,压缩空气端口24受控连通于压缩空气源8。
37.第一紧固件3设置于第一筒体1的第一端12,第二紧固件4设置于第二筒体2的第一端12,第一紧固件3和第二紧固件4用于将位于第一筒体1的第一端12和第二筒体2的第二端22之间的与光学镜片200共晶焊接的金属盖帽300密封夹紧,其中,光学镜片200的外周缘且光学镜片200与金属盖帽300共晶焊接的部位位于被密封夹紧的第一筒体1的第一端12和第二筒体2的第二端22的内部。
38.连接管5将he出气孔23和he质谱检漏仪6密封连接且受控连通。
39.基于上述具体结构,在操作时,将与光学镜片200共晶焊接的金属盖帽300置于第二筒体2的第二端22和第一筒体1的第一端12之间,利用第一紧固件3和第二紧固件4将位于第一筒体1的第一端12和第二筒体2的第二端22之间的与光学镜片200共晶焊接的金属盖帽300密封夹紧;关闭he进气孔13与he气源7的连通,关闭压缩空气端口24与压缩空气源8的连通;打开he出气孔23和he质谱检漏仪6的连通;利用he气源7向第一紧固件3和第二紧固件4将金属盖帽300密封夹紧的整个部位喷射he气,以通过he质谱检漏仪6检测是否有he气经由第一紧固件3和第二紧固件4将金属盖帽300密封夹紧的整个部位处进入,以检测第一紧固件3和第二紧固件4密封夹紧的气密性;在第一紧固件3和第二紧固件4密封夹紧的气密性确认没有漏点后,保持关闭he进气孔13与he气源7的连通,保持打开he出气孔23和he质谱检漏仪6的连通,打开压缩空气端口24与压缩空气源8的连通以使压缩空气源8提供的压缩空气清洁第二筒体2的第二腔体21且压缩空气经由打开he出气孔23和he质谱检漏仪6排出,之后关闭压缩空气端口24与压缩空气源8的连通以及关闭he出气孔23和he质谱检漏仪6的连通;之后,打开he进气孔13与he气源7的连通,he气源7经由he进气孔13将he气输入第一腔体11,
然后关闭he进气孔13与he气源7的连通,打开he出气孔23和he质谱检漏仪6的连通,以进行光学镜片200与金属盖帽300之间的共晶焊接部位的漏点检测;或者打开he出气孔23和he质谱检漏仪6的连通,之后打开he进气孔13与he气源7的连通,he气源7经由he进气孔13将he气输入第一腔体11,然后关闭he进气孔13与he气源7的连通,以进行光学镜片200与金属盖帽300之间的共晶焊接部位的漏点检测。
40.在本公开的金属盖帽和光学镜片焊接检漏装置100中,如果检测到第一紧固件3和第二紧固件4密封夹紧的气密性不好,则对第一紧固件3和第二紧固件4密封夹紧的气密性进行再次调整直到在第一紧固件3和第二紧固件4密封夹紧的气密性确认没有漏点后再压缩空气的清洁,通过压缩空气端口24与压缩空气源8的连通以及he出气孔23和he质谱检漏仪6的连通的配合,压缩空气清洁第二筒体2的第二腔体21,进而避免he气分子附着残留在第二筒体2的第二腔体21的表面以及光学镜片200的对应表面(甚至金属盖帽300的露出在第二筒体2的第二腔体21内的部分的表面),确保光学镜片200与金属盖帽300之间的共晶焊接部位的漏点检测的精度。
41.在本公开的金属盖帽和光学镜片焊接检漏装置100中,在一示例中,he气源7的提供的he气的压力为0.2kpa-0.4mpa。
42.在一示例中,如图1所示,第一筒体1(具体地he进气孔13)通过第一阀门k1受控连通于he气源7。进一步地,第一阀门k1为电子阀门,由此提高自动化控制水平。
43.在一示例中,如图1所示,第二筒体2(具体地he出气孔23)和he质谱检漏仪6通过第二阀门k2受控连通。进一步地,第二阀门k2为电子阀门,由此提高自动化控制水平。
44.在一示例中,如图1所示,压缩空气源8(具体地压缩空气端口24)通过第三阀门k3受控连通于压缩空气源8。进一步地,第三阀门k3为电子阀门,由此提高自动化控制水平。
45.在一示例中,第一筒体1为不锈钢材质且内表面抛光处理。由此,一方面确保第一筒体1的强度,另一方面降低he气分子的附着,提高he气的利用率和工作效率(尤其是he气源7处于低压力的情况)。
46.在一示例中,第二筒体2为不锈钢材质且内表面抛光处理。由此,一方面确保第二筒体2的强度,另一方面降低he气分子的附着,提高压缩空气的清洁效率,提高he气的利用率和工作效率(尤其是he气源7处于低压力的情况)。
47.第一紧固件3和第二紧固件4可以采用任何合适的结构,例如采用法兰结构、u型配合夹子等形式。
48.在一示例中,如图1所示,金属盖帽和光学镜片焊接检漏装置100还包括第一密封胶圈9和第二密封胶圈10。第一密封胶圈9用于放置在第一紧固件3和金属盖帽300之间;第二密封胶圈10用于放置在第二紧固件4和金属盖帽300之间,从而金属盖帽300夹在第二密封胶圈10和第一密封胶圈9之间。第一密封胶圈9和第二密封胶圈10的设置能够有助提高第一紧固件3和第二紧固件4密封夹紧的气密性。
49.上面详细的说明描述多个示范性实施例,但本文不意欲限制到明确公开的组合。因此,除非另有说明,本文所公开的各种特征可以组合在一起而形成出于简明目的而未示出的多个另外组合。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1