烟盒盒体凸凹数据验证系统的制作方法
1.本发明涉及烟盒盒体领域,尤其涉及一种烟盒盒体凸凹数据验证系统。
背景技术:
2.烟盒,是指装烟的盒子,通常常用的是纸质的一次性烟盒。随着形式的变化,市场上也很流行一种金属烟盒,这种烟盒规格不仅是只装多根卷烟,可以是双倍或者附有放置打火机和火柴的位置,个性有创意。
3.金属烟盒主要是马口铁材质为主,而纸质烟盒由于材料原因,不能压、湿、碰撞,很多人都习惯把烟放在裤袋里,由于经常运动,比如坐,弯腰的时候就会对烟盒进行折了,不仅损坏烟盒,而且损坏烟支。
4.尽管金属烟盒相对于纸质烟盒存在各种优势,然而纸质烟盒也因为制造简单、材料低廉、使用方便以及便于回收等原因仍旧是当前烟盒市场的主要类型,对于烟民来说,选择金属烟盒的烟民数量远远低于选择纸质烟盒的烟民数量。
5.然而,纸质烟盒由于制造工艺的随机性以及材料的档次差异,造成空置状态下的烟盒盒体在表面图案的凹凸程度上存在差异,例如,存在当前烟盒盒体的表面图案整体压塑的过浅或者过深的可能,这种凹凸程度上的差异轻则影响盒体产品的一致性,重则影响多个卷烟烟体到盒体内部的放置,例如,如果烟盒盒体的表面图案整体压塑非常浅,则给盒体内部的烟体留存了过多的空间,提升了烟体的变质速度,相反,如果烟盒盒体的表面图案整体压塑非常深,则限制了装入盒体内部的烟体的数量。
技术实现要素:
6.为了解决相关领域的技术问题,本发明提供了一种烟盒盒体凸凹数据验证系统,一方面,采用包括动力供应设备、左侧定位设备、右侧定位设备以及左右两个相对水平放置的两个夹持端的定制结构的盒体夹持机构,为盒体表面图案的凹凸数据的偏差检测提供硬件平台,另一方面,采用基于整体景深数据验证的可视化分析机制,对盒体表面图案执行高精度的鉴定,从而保证了空置烟盒产品数据的一致性和稳定性。
7.根据本发明的一方面,提供了一种烟盒盒体凸凹数据验证系统,所述系统包括:
8.单件传输机构,设置在烟盒生产流水线的后端,用于在烟盒生产流水线每生产单件空置烟盒时,执行对烟盒生产流水线当前推送的单件空置烟盒的传输操作以传输到盒体鉴定工位;
9.盒体夹持机构,包括左右两个相对水平放置的两个夹持端,左侧夹持端和右侧夹持端用于将单件传输机构传输到盒体鉴定工位的当前单件空置烟盒执行夹持操作以使得当前单件空置烟盒悬空且水平放置在盒体鉴定工位的上方,所述盒体夹持机构还包括动力供应设备、左侧定位设备以及右侧定位设备,所述动力供应设备为所述左侧夹持端和所述右侧夹持端的夹持操作和移动操作分别提供动力,所述左侧定位设备设置在所述左侧夹持端,所述右侧定位设备设置在所述右侧夹持端,用于为所述左侧夹持端和所述右侧夹持端
分别提供实时定位操作;
10.视觉捕获机构,设置在所述盒体夹持机构的上方且保持成像镜头为水平放置状态,用于对所述盒体夹持机构的当前悬空夹持场景执行视觉画面捕获动作,以获得悬空夹持画面,所述视觉捕获机构的成像镜头到所述盒体夹持机构的最顶端的垂直距离固定为设定高度数值;
11.形状解析部件,与所述视觉捕获机构连接,用于基于烟盒盒体在水平放置状态下的标准外形轮廓从接收到的悬空夹持画面中解析出面积最大的与所述标准外形轮廓匹配的图像分块,以作为待鉴定分块输出;
12.凸凹鉴定部件,与所述形状解析部件连接,用于获取所述待鉴定分块中各个像素点分别对应的各个景深值,计算所述各个景深值的算术平均值以作为当前景深数据,在所述当前景深数据偏离参考景深数值的差值超过设定景深差值时,发出凸凹偏差信号;
13.其中,所述参考景深数值为所述盒体夹持机构悬空夹持单件标准空置烟盒盒体时盒体成像区域各个像素点分别对应的各个景深值的算术平均值。
14.因此,相对于现有技术,本发明具有下列技术效果:
15.首先、采用定制结构的盒体夹持机构为盒体表面图案的凹凸数据的偏差检测提供硬件平台,所述盒体夹持机构包括动力供应设备、左侧定位设备、右侧定位设备以及左右两个相对水平放置的两个夹持端,左侧夹持端和右侧夹持端用于将单件传输机构传输到盒体鉴定工位的当前单件空置烟盒执行夹持操作以使得当前单件空置烟盒悬空且水平放置在盒体鉴定工位的上方;其次、采用针对性的视觉分析机制对当前单件空置烟盒在水平悬空状态下的表面图案的凸凹数据进行偏差检测,
16.其中、引入烟盒盒体成像区域的各个像素点的各个景深值完成对盒体表面图案像素点精细级别的现场鉴定处理,从而避免盒体表面图案凸凹程度与设定凸凹程度存在过大偏差的盒体流入市场。
17.本发明的烟盒盒体凸凹数据验证系统操作鉴别、运行稳定。由于采用了定制结构的盒体夹持机构为盒体表面图案的凹凸数据的偏差检测提供硬件平台,同时采用了基于整体景深数据验证的盒体表面图案凹凸数据视觉分析机制,从而实现对每件空置烟盒盒体表面图案凹凸数据的有效验证。
附图说明
18.以下将结合附图对本发明的实施例进行描述,其中:
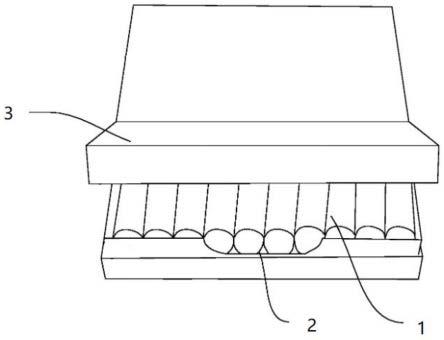
19.图1为根据本发明各个实施例示出的烟盒盒体凸凹数据验证系统所针对的烟盒盒体的结构示意图。
20.图2为根据本发明实施例一示出的烟盒盒体凸凹数据验证系统的结构示意图。
21.图3为根据本发明实施例二示出的烟盒盒体凸凹数据验证系统的结构示意图。
具体实施方式
22.下面将参照附图对本发明的烟盒盒体凸凹数据验证系统的实施例进行详细说明。
23.图1为根据本发明各个实施例示出的烟盒盒体凸凹数据验证系统所针对的烟盒盒体的结构示意图。
24.如图1所示,为满载卷烟烟体状态下的烟盒盒体的结构示意图,所述烟盒盒体包括卷烟烟体阵列1、侧面开口2以及盒体表面3,所述盒体表面压塑有具有一定凸凹等级的预置图案,所述卷烟烟体阵列1包括多个卷烟烟体;
25.以及图1中的烟盒盒体在空置状态下仅仅包括侧面开口2以及盒体表面3,而不包括卷烟烟体阵列1。
26.图2为根据本发明实施例一示出的烟盒盒体凸凹数据验证系统的结构示意图,所述系统包括:
27.单件传输机构,设置在烟盒生产流水线的后端,用于在烟盒生产流水线每生产单件空置烟盒时,执行对烟盒生产流水线当前推送的单件空置烟盒的传输操作以传输到盒体鉴定工位;
28.盒体夹持机构,包括左右两个相对水平放置的两个夹持端,左侧夹持端和右侧夹持端用于将单件传输机构传输到盒体鉴定工位的当前单件空置烟盒执行夹持操作以使得当前单件空置烟盒悬空且水平放置在盒体鉴定工位的上方,所述盒体夹持机构还包括动力供应设备、左侧定位设备以及右侧定位设备,所述动力供应设备为所述左侧夹持端和所述右侧夹持端的夹持操作和移动操作分别提供动力,所述左侧定位设备设置在所述左侧夹持端,所述右侧定位设备设置在所述右侧夹持端,用于为所述左侧夹持端和所述右侧夹持端分别提供实时定位操作;
29.视觉捕获机构,设置在所述盒体夹持机构的上方且保持成像镜头为水平放置状态,用于对所述盒体夹持机构的当前悬空夹持场景执行视觉画面捕获动作,以获得悬空夹持画面,所述视觉捕获机构的成像镜头到所述盒体夹持机构的最顶端的垂直距离固定为设定高度数值;
30.形状解析部件,与所述视觉捕获机构连接,用于基于烟盒盒体在水平放置状态下的标准外形轮廓从接收到的悬空夹持画面中解析出面积最大的与所述标准外形轮廓匹配的图像分块,以作为待鉴定分块输出;
31.凸凹鉴定部件,与所述形状解析部件连接,用于获取所述待鉴定分块中各个像素点分别对应的各个景深值,计算所述各个景深值的算术平均值以作为当前景深数据,在所述当前景深数据偏离参考景深数值的差值超过设定景深差值时,发出凸凹偏差信号;
32.其中,所述参考景深数值为所述盒体夹持机构悬空夹持单件标准空置烟盒盒体时盒体成像区域各个像素点分别对应的各个景深值的算术平均值;
33.或者进一步地,所述参考景深数值为所述盒体夹持机构悬空夹持单件标准空置烟盒盒体时盒体成像区域各个像素点分别对应的各个景深值去除预设数目的最大值以及去除预设数目的最小值后剩余的多个景深值的算术平均值;
34.以及可替换地,所述参考景深数值为所述盒体夹持机构悬空夹持单件标准空置烟盒盒体时盒体成像区域各个像素点分别对应的各个景深值的中间值;
35.其中,所述参考景深数值为所述盒体夹持机构悬空夹持单件标准空置烟盒盒体时盒体成像区域各个像素点分别对应的各个景深值的中间值包括:对所述参考景深数值为所述盒体夹持机构悬空夹持单件标准空置烟盒盒体时盒体成像区域各个像素点分别对应的各个景深值进行大小排序,将获得的队列中的中间序号对应的景深值作为所述参考景深数值。
36.图3为根据本发明实施例二示出的烟盒盒体凸凹数据验证系统的结构示意图。
37.与图2中的实施例一不同,图3中的烟盒盒体凸凹数据验证系统还可以包括以下组件:
38.同步协调部件,分别与所述视觉捕获机构、所述盒体夹持机构以及所述单件传输机构连接,用于实现所述视觉捕获机构的所述盒体夹持机构同步控制以及实现所述盒体夹持机构和所述单件传输机构的同步控制;
39.示例地,采用同一参考时钟脉冲实现所述视觉捕获机构的所述盒体夹持机构同步控制以及实现所述盒体夹持机构和所述单件传输机构的同步控制;
40.其中,所述同一参考时钟脉冲可以为预设频率的矩形波形;
41.其中,实现所述视觉捕获机构的所述盒体夹持机构同步控制以及实现所述盒体夹持机构和所述单件传输机构的同步控制包括:在单件传输机构每执行完对烟盒生产流水线当前推送的单件空置烟盒的传输操作以传输到盒体鉴定工位的操作后,向所述盒体夹持机构发送夹持启动指令;
42.其中,所述盒体夹持机构在每次接收到所述夹持启动指令时,完成盒体鉴定工位的当前单件空置烟盒的每次夹持操作。
43.接着,继续对本发明的烟盒盒体凸凹数据验证系统的具体结构进行进一步的说明。
44.在根据本发明各个实施例的烟盒盒体凸凹数据验证系统中:
45.实现所述视觉捕获机构的所述盒体夹持机构同步控制以及实现所述盒体夹持机构和所述单件传输机构的同步控制还包括:在所述盒体夹持机构每完成盒体鉴定工位的当前单件空置烟盒的夹持操作后,向所述视觉捕获机构发送捕获启动指令;
46.其中,所述视觉捕获机构在每接收到捕获启动指令时,执行对所述盒体夹持机构的当前悬空夹持场景的每次视觉画面捕获动作。
47.在根据本发明各个实施例的烟盒盒体凸凹数据验证系统中:
48.基于烟盒盒体在水平放置状态下的标准外形轮廓从接收到的悬空夹持画面中解析出面积最大的与所述标准外形轮廓匹配的图像分块,以作为待鉴定分块输出包括:基于烟盒盒体在水平放置状态下的标准外形轮廓从接收到的悬空夹持画面中解析出与所述标准外形轮廓匹配的每一个图像分块以获得多个图像分块,将所述多个图像分块中占据悬空夹持画面面积比例最大的图像分块作为待鉴定分块输出。
49.在根据本发明各个实施例的烟盒盒体凸凹数据验证系统中:
50.所述凸凹鉴定部件还用于在所述当前景深数据偏离参考景深数值的差值未超过所述设定景深差值时,发出凸凹一致信号。
51.在根据本发明各个实施例的烟盒盒体凸凹数据验证系统中:
52.所述动力供应设备为所述左侧夹持端和所述右侧夹持端的夹持操作和移动操作分别提供动力包括:所述动力供应设备包括左侧双电机设备和右侧双电机设备;
53.其中,所述动力供应设备包括左侧双电机设备和右侧双电机设备包括:所述左侧双电机设备和所述右侧双电机设备类型相同,都为直流无刷电动机;
54.其中,所述动力供应设备为所述左侧夹持端和所述右侧夹持端的夹持操作和移动操作分别提供动力还包括:所述左侧双电机设备包括第一左侧电机和第二左侧电机,用于
为所述左侧夹持端的夹持操作和移动操作分别提供动力;
55.其中,所述动力供应设备为所述左侧夹持端和所述右侧夹持端的夹持操作和移动操作分别提供动力还包括:所述右侧双电机设备包括第一右侧电机和第二右侧电机,用于为所述右侧夹持端的夹持操作和移动操作分别提供动力。
56.在根据本发明各个实施例的烟盒盒体凸凹数据验证系统中:
57.在烟盒生产流水线每生产单件空置烟盒时,执行对烟盒生产流水线当前推送的单件空置烟盒的传输操作包括:所述单件空置烟盒为单个未装入卷烟烟体的烟盒;
58.其中,所述单件空置烟盒为单个未装入卷烟的烟盒包括:每一个单件空置烟盒的盒体空间用于装入设定数量的卷烟烟体;
59.其中,每一个单件空置烟盒的盒体空间用于装入设定数量的卷烟烟体包括:所述设定数量的取值在10到24之间。
60.另外,在烟盒盒体凸凹数据验证系统中,基于烟盒盒体在水平放置状态下的标准外形轮廓从接收到的悬空夹持画面中解析出与所述标准外形轮廓匹配的每一个图像分块以获得多个图像分块,将所述多个图像分块中占据悬空夹持画面面积比例最大的图像分块作为待鉴定分块输出包括:当接收到的悬空夹持画面中某一图像分块的边缘外形与烟盒盒体在水平放置状态下的标准外形轮廓匹配时,判断所述图像分块为与所述标准外形轮廓匹配的图像分块。
61.以上所述仅为本发明的优选实施例,凡依本发明权利要求所做的均等变化与修饰,都应属本发明的涵盖范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1