高精度无目视激光系统平行度检测装置及检测方法与流程
1.本发明涉及光电技术,具体涉及一种高精度无目视激光系统平行度检测装置,本发明还涉及该检测装置的检测方法。
背景技术:
2.随着激光测距、激光雷达和激光武器等激光技术的发展,对无目视激光系统提出了高精度检测激光光轴与安装基面平行度的要求。为了保证激光系统能够快捷方便地安装,并在使用过程中保持性能稳定,设计时往往不加调节机构,而是通过机械加工和装调的手段使激光光轴与安装基面的平行度达到高精度(建议优选小于1
′
)指标要求。这项指标在使用前应进行严格检测,保证其达到设计要求。常用的检测方法是:首先将方管前置镜紧靠产品的安装基准面侧面放置;然后通过方管前置镜将产品的安装基准面与平行光管十字靶调平;再发射激光,通过方管前置镜目视观察平行光管焦面的激光光斑中心与十字靶心的偏离量,即得到激光光轴与安装基面的平行度偏差,由于方管前置镜没有刻度值而不能精确读数,这种方法无法保证高精度的平行度检测。
技术实现要素:
3.本发明所要解决的技术问题是提供一种高精度无目视激光系统平行度检测装置及检测方法,利用本装置对无目视激光系统的激光光轴与安装基面平行度进行检测,通过显示器界面实现可视化的高精度平行度检测,简化了平行度的装调和检测步骤,使用一套检测装置即可完成不同波长激光系统的平行度检测。
4.为解决上述技术问题,本发明所采取的技术方案是:一种高精度无目视激光系统平行度检测装置,包括平行光管、激光显示卡、显示器、测量控制系统、激光系统、二维调节台和望远系统,所述二维调节台设置在平行光管的一端,激光系统和望远系统设置在二维调节台上并且望远系统紧靠激光系统的侧面;激光显示卡设置在平行光管的焦面处并且激光显示卡的十字靶心位于平行光管的焦面中心;显示器与望远系统连接,测量控制系统分别与激光系统和望远系统连接。
5.所述二维调节台的安装基面为正方形或长方形,其每个面的平面度精度要求不大于0.02mm,每两个相邻面的垂直度误差不大于30
″
,在上表面设置有螺纹孔,激光系统和望远系统通过螺纹孔内的螺钉固定在二维调节台上,通过调节二维调节台的俯仰和水平调节旋钮,能够调节激光系统和望远系统的几何中心高、俯仰和水平方位。
6.所述平行光管采用大口径反射式平行光管,其大口径能同时包络激光系统和望远系统,在平行光管焦面处能够自由切换激光显示卡,并保证焦面的中心与激光显示卡的十字靶心重合。
7.所述激光显示卡带有能够显示激光光斑大小和位置的十字靶。
8.所述测量控制系统由计算机、激光系统控制系统和电十字分划控制系统组成,激光系统控制系统用于控制激光开关和激光能量的强弱,电十字分划控制系统用于电十字分
划的生成或取消,以及电十字分划的上下左右移动。
9.所述望远系统为光电成像系统,其四个工作面的平面度要求不大于0.01mm,其望远系统的光轴与电十字分划中心重合,且与任一机械轴的平行度误差不大于15
″
。
10.所述望远系统为高清摄像机,其像素为500万,像元尺寸是2.7μm,焦距为100mm,口径为40mm,光学极限分辨率小于6
″
。
11.本发明高精度无目视激光系统平行度检测装置的检测方法,包括以下步骤:步骤1:先将望远系统和激光系统放置在二维调节台上,可通过螺钉将激光系统固定在二维调节台上,同时确保望远系统侧面紧靠激光系统安装基面的侧面放置;步骤2:根据激光系统的激光波长选择合适的激光显示卡,并将其放置在平行光管的焦面处,并确保激光显示卡的十字靶心与平行光管焦面的中心重合;步骤3:连接望远系统、激光系统、显示器和测量控制系统;步骤4:调整二维调节台的俯仰调节旋钮和水平调节旋钮,同时在显示器上观察,将电十字分划中心与激光显示卡的十字靶心调重合,此时激光系统的安装基准面和平行光管的光轴调平;步骤5:点亮激光,在显示器上观察激光光斑中心与望远系统的电十字分划中心的偏差量,通过修切激光系统的安装基面,或者改变激光光轴在安装基面的上下左右位置,使激光光斑中心与激光显示卡的十字靶心即望远系统的电十字分划尽可能重合;步骤6:测量激光光斑中心与激光显示卡十字靶心的偏差量,再通过计算即可得到激光光轴与安装基面的平行度误差,最终实现无目视激光系统的激光光轴与安装基面的高精度平行度检测。
12.本发明采用上述技术方案所设计的高精度无目视激光系统平行度检测装置及检测方法,针对无目视激光系统,设计和制作了望远系统,其画质清晰、重复精度高,通过显示器界面可实现激光光轴与安装基面平行度的可视化装调和高精度检测,简化了平行度的装调和检测步骤,同时避免直视激光对装调人员的视力损害,改善作业环境,提高装调效率,方便操作人员进行调校和检测,使用一套检测装置即可完成不同波长激光系统的平行度检测。
附图说明
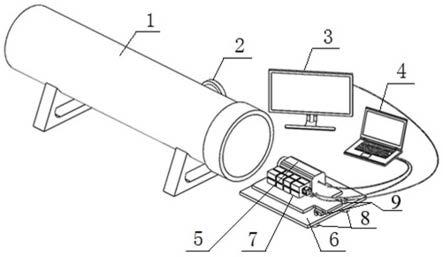
13.图1表示本发明激光光轴与安装基面的平行度检测装置摆放示意图;图2表示本发明激光光轴与安装基面的平行度检测过程中显示器显示的示意图。
14.图中:1-平行光管,2-激光显示卡,3-显示器,4-测量控制系统,5-激光系统,6-二维调节台,7-望远系统,8-俯仰调节旋钮,9-水平调节旋钮。
具体实施方式
15.下面结合附图对本发明高精度无目视激光系统平行度检测装置及检测方法作具体说明。
16.本发明高精度无目视激光系统平行度检测装置,参见图1,一种高精度无目视激光系统平行度检测装置,包括平行光管1、激光显示卡2、显示器3、测量控制系统4、激光系统5、二维调节台6和望远系统7,其中,二维调节台6设置在平行光管1的一端,激光系统5和望远
系统7设置在二维调节台6上并且望远系统7紧靠激光系统5的侧面。激光显示卡2设置在平行光管1的焦面处并且激光显示卡2的十字靶心位于平行光管1的焦面中心。显示器3与望远系统7连接,测量控制系统4分别与激光系统5和望远系统7连接。
17.平行光管1采用大口径反射式平行光管,优选焦距为2500mm,其大口径能同时包络激光系统和望远系统,在平行光管焦面处可以自由切换激光显示卡,并保证焦面的中心与激光显示卡的十字靶心重合。
18.激光显示卡2带有十字靶,用于显示激光光斑的大小和位置,可根据激光波长更换合适的激光显示卡,确保激光显示卡的十字靶心与平行光管焦面的中心重合。
19.显示器3为高清显示屏,能够清晰地显示电十字分划、平行光管焦面处的激光光斑、十字靶图像、以及电十字分划中心与激光光斑中心的位置偏差。
20.测量控制系统4主要由计算机、激光系统控制软件和电十字分划控制软件组成,激光系统控制软件主要用于控制激光开关和激光能量的强弱,电十字分划控制软件用于电十字分划的生成或取消,以及电十字分划的上下左右移动,电十字分划在显示器上的默认位置即为望远系统的光轴位置,电十字分划的刻线宽度为摄像机的像元大小,通过上下左右移动电十字分划,使其与激光光斑中心重合,通过电十字分划的移动格值换算出望远系统的光轴中心与激光光斑中心的偏差值。
21.激光系统5为无目视激光系统,位于底面的安装基面为正方形或长方形,其每个面具有较高的平面度精度要求(优选不大于0.02mm),且每两个相邻面的垂直度误差建议优选不大于30
″
。激光系统的安装基面有螺纹孔,可通过螺钉固定在二维调节台上。
22.二维调节台6(现有设备)必须可调节空间方位,其上表面具有较高的平面度精度要求(优选不大于0.02mm),而且上表面有螺纹孔,可以用于固定望远系统;二维调节台用于放置激光系统和望远系统,并通过调整二维调节台6的俯仰调节旋钮8和水平调节旋钮9来调节激光系统5和望远系统7的几何中心高、俯仰和水平方位。
23.望远系统7为光电成像系统,其形状为长方形,作为测量基准,其四个工作面具有高精度的平面度要求(优选不大于0.01mm),其望远系统的光轴与电十字分划中心重合,且与任一机械轴的平行度误差建议优选不大于15
″
。望远系统在测量过程中作为基准,要紧靠激光系统的侧面放置在二维调节台上。望远系统建议优选采用高清摄像机,其像素为500万,像元尺寸是2.7μm,焦距为100mm,口径为40mm,光学极限分辨率小于6
″
,能够清晰地拍摄到平行光管焦面处的十字靶和激光光斑。由于望远系统的光学极限分辨率远小于其光轴与机械轴的平行度误差,所以可实现高精度无目视激光系统平行度检测装置的检测精度误差不大于15
″
。
24.本发明的检测方法,包括以下步骤:步骤1:将激光系统5和望远系统7放置到二维调节台6上,可通过螺钉将激光系统5固定在二维调节台6上,并确保将望远系统7紧靠激光系统5的侧面放置;步骤2:根据激光系统5的激光波长选择合适的激光显示卡2,并将其放置到平行光管1的焦面处,激光显示卡2的十字靶心位于平行光管1的焦面中心;步骤3:使用测量控制系统4打开望远系统7的电十字分划,并从显示器3上观察电十字分划中心和激光显示卡2的十字靶心的偏差量;步骤4:调节二维调节台6的俯仰调节旋钮8和水平调节旋钮9,将电十字分划中心a
与激光显示卡3的十字靶心完全调重合,如图2(一)所示;步骤5:使用测量控制系统4点亮激光系统5的激光,从显示器3上观察激光光斑中心b与望远系统7的电十字分划中心a的偏差量,即为激光光轴与安装基面的平行度偏差值,如图2(二)所示,通过电十字分划控制软件可将电十字分划a移动到激光光斑中心b,得到激光光轴与安装基面水平方向移动m次电分划线,竖直方向移动n次电分划线,根据电分划线的每格移动距离为d,计算得到激光光轴与安装基面的水平方向平行度偏差值为,竖直方向平行度偏差值为;步骤6:根据激光光轴与安装基面的水平方向平行度偏差值和竖直方向平行度偏差值,修切激光系统5的安装基面或者改变激光光轴在安装基面的上下左右位置,使激光光斑中心b与激光显示卡2的十字靶心(电十字分划a)尽可能调重合,重复步骤5检测平行度,直至测量得到的平行度满足指标要求,如图2(三)所示,最终实现无目视激光系统的激光光轴与安装基面的高精度平行度调校和检测。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1