一种基于计算机视觉的检测方法与流程
1.本发明涉及检测方法领域,尤其涉及一种基于计算机视觉的检测方法。
背景技术:
2.目前,国内外在线检测产品主要有接触检测和非接触检测两种,对与接触检测来说,其检测过程是对产品样本进行抽样检测,在实验室进行尺寸测量,对与形状复杂的产品进行破坏性检测,获取其尺寸,根据检测结果判定产品是否合格,对于非接触检测,通常采取三维扫描,然后通过扫描获得点云,进行三维逆向,获取产品数模。
3.接触检测和非接触检测两种,都存在一些明显的缺陷和不足,对与接触检测来说,其检测过程是基于产品样本进行抽样检测,虽然检测结果比较可靠,但是时效性较差,反馈周期较长,尤其是对于一些高精尖的产品,不能实现快速高效的检测,并且有些产品的接触性检测还需要对产品进行破坏,检测成本较高;对于非接触检测,目前通常采用三维扫描的方式进行,获得产品的三维点云数据,扫描设备本身存在误差,并且需要对点云进行逆向建模获得产品数模,建模过程存在更大误差,最终获得的产品误差较大,有时会造成结果“误判”,给生产造成较大的损失。
4.为解决上述问题,本技术中提出一种基于计算机视觉的检测方法。
技术实现要素:
5.(一)发明目的
6.为解决背景技术中存在的技术问题,本发明提出一种基于计算机视觉的检测方法,本发明解决现有检测方法时效性差,误差大,成本高的问题。
7.(二)技术方案
8.为解决上述问题,本发明提供了一种基于计算机视觉的检测方法,包括以下步骤:
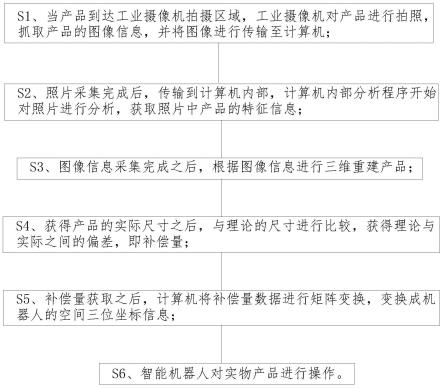
9.s1、当产品到达工业摄像机拍摄区域,工业摄像机对产品进行拍照,抓取产品的图像信息,并将图像进行传输至计算机;
10.s2、照片采集完成后,传输到计算机内部,计算机内部分析程序开始对照片进行分析,获取照片中产品的特征信息;
11.在该步骤中,图像分析的程序可根据使用环境进行调整,优化,可满足不同场景使用,力求图像分析结果快速、高效、精准、灵敏;
12.s3、图像信息采集完成之后,根据图像信息进行三维重建产品;
13.s4、获得产品的实际尺寸之后,与理论的尺寸进行比较,获得理论与实际之间的偏差,即补偿量;
14.s5、补偿量获取之后,计算机将补偿量数据进行矩阵变换,变换成机器人的空间三位坐标信息;
15.s6、智能机器人对实物产品进行操作。
16.优选的,在s1中,产品进入到摄像机的拍摄范围,触发信号,信号控制摄像机,摄像
机进行拍照,抓取产品的图像信息,摄像机附近配有光源。
17.优选的,在s2中,经过图像预处理,灰度化处理,降噪,二值化处理,骨架提取,hough变换,获取照片中产品的特征曲线。
18.优选的,在s3中,利用图像处理采集到的信息,摄像机的相关信息,进行空间坐标变换,可进行三维重建,进而获得产品的实际尺寸。
19.优选的,在s4中,将实际产品尺寸与理论产品尺寸进行对比计算,获取补偿量,实际产品数据通过图像分析、三维重建获得,计算机中提前储存产品的理论数据,在进行检测前,确定产品的具体型号,即可调用该产品的理论数据,与实际产品对比计算获得补偿量。
20.优选的,在s5中,计算机分析计算获得补偿量必须进行矩阵变换,变换成机器人的三维空间坐标,这样机器人可以运动到指定位置,对检测的产品进行下一步操作。
21.优选的,在s6中,根据补偿量分解得到的三维空间坐标信息,智能机器人运动到指定位置,对产品进行下一步操作,根据生产现场的实际状况,将不合格的产品剔除,或者对产品进行下一步的加工,修正。
22.优选的,在s1中,如果环境亮度低,影响图片的成像效果,光源会补充亮度,使得图像满足计算机分析的要求。
23.本发明的上述技术方案具有如下有益的技术效果:
24.具有时效性优良,误差小,降低成本的效果。
附图说明
25.图1为本发明提出的一种基于计算机视觉的检测方法的流程图。
具体实施方式
26.为使本发明的目的、技术方案和优点更加清楚明了,下面结合具体实施方式并参照附图,对本发明进一步详细说明。应该理解,这些描述只是示例性的,而并非要限制本发明的范围。此外,在以下说明中,省略了对公知结构和技术的描述,以避免不必要地混淆本发明的概念。
27.如图1所示,本发明提出的一种基于计算机视觉的检测方法,包括以下步骤:
28.s1、当产品到达工业摄像机可拍摄区域,工业摄像机对产品进行拍照,抓取产品的图像信息,并将图像进行传输至计算机。在该步骤中,产品进入到摄像机的拍摄范围,会触发信号,信号控制摄像机,使摄像机进行拍照,抓取产品的图像信息,摄像机附近配有光源,如果环境亮度低,影响图片的成像效果,光源会补充亮度,使得图像满足计算机分析的要求;
29.s2、照片采集完成后,传输到计算机内部,计算机内部分析程序开始对照片进行分析,经过图像预处理,灰度化处理,降噪,二值化处理,骨架提取,hough变换,获取照片中产品的特征曲线。在该步骤中,图像分析的程序可根据使用环境进行调整,优化,可满足不同场景使用,力求图像分析结果快速、高效、精准、灵敏。
30.s3、图像信息采集完成之后,需要根据图像信息进行三维重建产品。在该步骤中,利用图像处理采集到的信息,摄像机的相关信息,进行空间坐标变换,可进行三维重建,进而获得产品的实际尺寸。
31.s4、获得产品的实际尺寸之后,与理论的尺寸进行比较,获得理论与实际之间的偏差,即补偿量。在该步骤中,实际产品尺寸与理论产品尺寸进行对比计算,获取补偿量,实际产品数据通过图像分析、三维重建获得,计算机中提前储存产品的理论数据,在进行检测前,确定产品的具体型号,即可调用该产品的理论数据,与实际产品对比计算获得补偿量。
32.s5、偿量获取之后,计算机将补偿量数据进行矩阵变换,变换成机器人的空间三位坐标信息。在该步骤中,计算机分析计算获得补偿量必须进行矩阵变换,变换成机器人的三维空间坐标,这样机器人可以运动到指定位置,对检测的产品进行下一步操作。
33.s6、智能机器人对实物产品进行操作。在该步骤中,根据补偿量分解得到的三维空间坐标信息,智能机器人运动到指定位置,对产品进行下一步操作,根据生产现场的实际状况,可以将不合格的产品剔除,或者对产品进行下一步的加工,修正。
34.本发明中,本方法所使用的装置,主要有三部分组成,第一部分是相机安装装置,可以安装工业摄像机,深度相机;第二部分是计算机,处理工业相机拍摄的照片,计算补偿量,然后控制机器人运动;第三部分是机器人,根据计算机发出的指令,对产品进行操作,包括检测,修正,操作等。
35.相机安装装置安装在流水线一侧(也可安装在机器人上,根据现场具体状态进行设计安装),上面安装有摄像机(根据现场的状态以及实现功能的不同,可以安装双目摄像机,单目摄像机,深度相机,也可安装光源发生器,传感器等),在产品经过摄像机前时,摄像机拍照获取产品的照片信息,照片通过数据线传输到计算机,在图像处理算法的分析下,获取实际产品的参数,并与计算机内部存储的产品原始数据进行比较,计算,获得补偿量,根据现场情况以及补偿量两方面因素,计算机发出指令,通过数据线可以控制机器人实现多种操作,比如对产品进行检测,将不合格产品剔除,控制机器人对产品进行加工修正等。
36.应当理解的是,本发明的上述具体实施方式仅仅用于示例性说明或解释本发明的原理,而不构成对本发明的限制。因此,在不偏离本发明的精神和范围的情况下所做的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。此外,本发明所附权利要求旨在涵盖落入所附权利要求范围和边界、或者这种范围和边界的等同形式内的全部变化和修改例。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1