一种用于轴孔拂配检测方法与流程
1.本发明属于船舶建造技术领域,尤其涉及到一种用于轴孔拂配检测方法。
背景技术:
2.船舶大量采用机械设备,部分大型设备必须在水下进行运转,比如轴系部分和螺旋桨、减摇鳍等大型设备都在水下运转。因为水下运转,因此设备的运转需要桨轴、鳍轴的动力输入进行传递,由于属于水下部件,所以对于桨轴和鳍轴的水密封要求相对高;一般鳍轴和桨轴与衬套都采用间隙配合,一般配合间隙都比较小,在0.5mm之内;由于鳍轴和桨轴都是属于机加工零部件,精度比较高;鳍轴孔和轴架孔铸钢件船厂都需要进行定位、装配和电焊,因为铸钢件的板厚要达到30mm以上,因此焊接电流大,引起的焊接变形量比较大,对于轴孔的形位公差都会发生变化,使轴装配到轴孔内时易发生卡滞或过渡磨损的问题,造成轴的使用寿命降低。
技术实现要素:
3.本发明的目的在于克服上述现有技术中存在的不足,提供一种用于轴孔拂配检测方法,本发明的方法通过使用轴孔拂配检测装置检测轴孔形位公差变形值,同时检测轴孔内壁光洁度,并对不符合要求的轴孔区域进行打磨,避免了轴安装在轴孔出现卡滞或过度磨损的问题,提高了轴的使用寿命。
4.为了实现上述发明目的,本发明专利提供的技术方案如下:
5.一种用于轴孔拂配检测方法,该方法具体包括以下步骤:
6.第一步,将轴孔安装在船舶相应位置后,将轴孔上端两侧与轴孔座焊接固定,将轴孔下端与船体外板焊接固定,在轴孔座和船体外板之间的轴孔侧面安装加强板,所述加强板与上下两端分别与轴孔焊接固定;
7.第二步,轴孔安装焊接完成后,准备用于轴孔拂配检测装置,该装置包括拂配手柄和拂磨环,在轴孔内壁上均匀涂抹红粉,将所述拂配手柄与所述拂磨环连接固定;
8.第三步,所述拂配手柄与所述拂磨环连接固定后,在拂磨环侧面均匀涂抹蓝油漆,通过拂配手柄将拂磨环塞入轴孔内,通过推动和回来拂配手柄使拂磨环在轴孔内做往复运动进行轴孔拂配检测;
9.第四步,拂磨环在轴孔内的往复运动完成后,通过拂配手柄将拂磨环从轴孔内取出,通过灯光设备照射轴孔内壁,并标记出所有轴孔内的反光亮点;
10.第五步,施工人员通过拂磨设备对所述第四步中标记的反光亮点依次打磨,打磨完成后,重新在打磨区域的轴孔内壁涂抹红粉,在拂磨环的侧面均匀涂抹蓝油漆,通过拂配手柄将拂磨环塞入轴孔内,使拂磨环在轴孔内做往复运动对轴孔进行重复拂配检测;
11.第六步,当重复拂配检测后的打磨区域的轴孔内壁被蓝油漆均匀涂抹,再使用内径分厘卡测量打磨区域的轴孔内径,当打磨区域的轴孔内径符合轴孔内径标准尺寸,完成轴孔拂配检测工作。
12.上述拂配手柄整体呈空心圆柱体形,所述拂配手柄一端设置有外螺纹,所述拂配手柄另一端设置有横杆,所述横杆与所述拂配手柄端部垂直连接。
13.上述拂配手柄直径为30mm,所述拂配手柄长度为700mm,所述拂配手柄为不锈钢制。
14.上述拂磨环整体呈圆环状,所述拂磨环中部设置有圆孔,所述拂磨环中部的圆孔内设置有内螺纹,所述拂磨环中部的圆孔外部与所述拂磨环内壁通过加固轮连接固定;所述拂磨环为铝合金制。
15.上述加固轮均匀分布在所述拂磨环中部的圆孔与所述拂磨环内壁之间,所述加固轮分别与所述拂磨环中部的圆孔和所述拂磨环内壁垂直连接;所述拂磨环中部的内螺纹与所述拂配手柄上的外螺纹相匹配。
16.上述拂磨环的宽度不小于60mm,所述拂磨环直径比待测量的轴孔内径小0.2mm-0.3mm。
17.上述第三步中的拂磨环在轴孔内做往复运动时,所述拂磨环在轴孔内的往复运动至少往复五次,所述拂磨环从轴孔的上端运动至轴孔的下端,再从轴孔下端运动到轴孔上端为一次往复运动。
18.上述拂磨环在轴孔内做往复运动时,轴孔内径尺寸合格区域被所述拂磨环上的蓝油漆均匀涂抹,轴孔内径尺寸比合格尺寸小的区域被拂磨环摩擦为反光亮点。
19.上述第四步中的灯光设备为手电筒或其他可发射光源的设备。
20.上述第五步中的拂磨设备为自动砂轮机或手动砂轮。
21.基于上述技术方案,本发明专利一种用于轴孔拂配检测方法经过实践应用取得了如下技术优点:
22.1.本发明一种用于轴孔拂配检测方法通过使用轴孔拂配检测装置检测轴孔形位公差变形值,同时检测轴孔内壁光洁度,并对不符合要求的轴孔区域进行打磨,避免了轴安装在轴孔出现卡滞或过度磨损的问题,提高了轴的使用寿命。
23.2.本发明一种用于轴孔拂配检测方法通过使用拂磨环在轴孔内做往复运动,并利用在轴孔和拂磨环上涂抹不同颜色的标记颜料,便于寻找轴孔内变形区域,提高了检测效率。
24.3.本发明一种用于轴孔拂配检测方法通过将拂磨环制成空心环状,减轻了拂磨环的质量,同时加固轮加固拂磨环,提高了使用拂磨环的效率,同时避免了拂磨环的变形,降低了生产成本。
附图说明
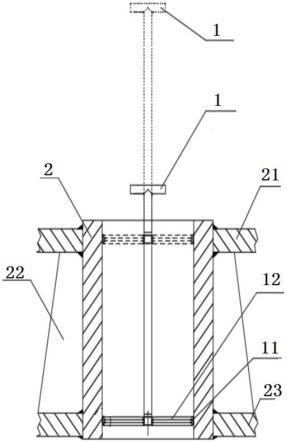
25.图1是本发明一种用于轴孔拂配检测方法中的轴孔拂配检测示意图。
26.图2是本发明一种用于轴孔拂配检测方法中的轴孔拂配检测装置主视图。
27.图3是本发明一种用于轴孔拂配检测方法中的轴孔拂配检测装置俯视图。
具体实施方式
28.为使本发明的目的、技术方案和优点更加清楚明了,下面通过附图中示出的具体实例来描述本发明。但是应该理解,这些描述只是示例性的,而并非要限制本发明的范围。
此外,在以下说明中,省略了对公知结构和技术的描述,以避免不必要地混淆本发明的概念。
29.如图1-3所述,本发明属于一种用于轴孔拂配检测方法,该方法具体包括以下步骤:
30.第一步,将轴孔2安装在船舶相应位置后,将轴孔2上端两侧与轴孔座21焊接固定,将轴孔2下端与船体外板23焊接固定,在轴孔座21和船体外板23之间的轴孔2侧面安装加强板22,所述加强板22与上下两端分别与轴孔2焊接固定;
31.第二步,轴孔2安装焊接完成后,准备用于轴孔拂配检测装置1,该装置包括拂配手柄13和拂磨环11,在轴孔2内壁上均匀涂抹红粉,将所述拂配手柄13与所述拂磨环11连接固定;通过使用轴孔拂配检测装置1检测轴孔2形位公差变形值,同时检测轴孔2内壁光洁度,并对不符合要求的轴孔2区域进行打磨,避免了轴安装在轴孔2出现卡滞或过度磨损的问题,提高了轴的使用寿命;
32.第三步,所述拂配手柄13与所述拂磨环11连接固定后,在拂磨环11侧面均匀涂抹蓝油漆,通过拂配手柄13将拂磨环11塞入轴孔2内,通过推动和回来拂配手柄13使拂磨环11在轴孔2内做往复运动进行轴孔2拂配检测;
33.第四步,拂磨环11在轴孔2内的往复运动完成后,通过拂配手柄13将拂磨环11从轴孔2内取出,通过灯光设备照射轴孔2内壁,并标记出所有轴孔2内的反光亮点;
34.第五步,施工人员通过拂磨设备对所述第四步中标记的反光亮点依次打磨,打磨完成后,重新在打磨区域的轴孔2内壁涂抹红粉,在拂磨环11的侧面均匀涂抹蓝油漆,通过拂配手柄13将拂磨环11塞入轴孔2内,使拂磨环11在轴孔2内做往复运动对轴孔2进行重复拂配检测;
35.第六步,当重复拂配检测后的打磨区域的轴孔2内壁被蓝油漆均匀涂抹,再使用内径分厘卡测量打磨区域的轴孔2内径,当打磨区域的轴孔2内径符合轴孔2内径标准尺寸,完成轴孔2拂配检测工作。
36.上述拂配手柄13整体呈空心圆柱体形,所述拂配手柄13一端设置有外螺纹,所述拂配手柄13另一端设置有横杆14,所述横杆14与所述拂配手柄13端部垂直连接;通过将拂磨环11制成空心环状,减轻了拂磨环11的质量,同时加固轮12加固拂磨环11,提高了使用拂磨环11的效率,同时避免了拂磨环11的变形,降低了生产成本;在拂配手柄13上设置横杆14,便于拂配手柄13在使用时推动或回拉拂磨环11。
37.上述拂配手柄13直径为30mm,所述拂配手柄13长度为700mm,所述拂配手柄13为不锈钢制。
38.上述拂磨环11整体呈圆环状,所述拂磨环11中部设置有圆孔15,所述拂磨环11中部的圆孔15内设置有内螺纹,所述拂磨环11中部的圆孔15外部与所述拂磨环11内壁通过加固轮12连接固定;所述拂磨环11为铝合金制;通过使用拂磨环11在轴孔2内做往复运动,并利用在轴孔2和拂磨环11上涂抹不同颜色的标记颜料,便于寻找轴孔2内变形区域,提高了检测效率;拂磨环11制成空心环状,同时为铝合金制,减轻了拂磨环11的质量,可一人操作使用,降低了人工成本。
39.上述加固轮12均匀分布在所述拂磨环11中部的圆孔15与所述拂磨环11内壁之间,所述加固轮12分别与所述拂磨环11中部的圆孔15和所述拂磨环11内壁垂直连接;所述拂磨
环11中部的内螺纹与所述拂配手柄13上的外螺纹相匹配。
40.上述拂磨环11的宽度不小于60mm,所述拂磨环11直径比待测量的轴孔2内径小0.2mm-0.3mm;根据待测量的轴孔2内径制作不同直径的拂磨环11以适应不同直径的轴孔2检测。
41.上述第三步中的拂磨环11在轴孔2内做往复运动时,所述拂磨环11在轴孔2内的往复运动至少往复五次,所述拂磨环11从轴孔2的上端运动至轴孔2的下端,再从轴孔2下端运动到轴孔2上端为一次往复运动。
42.上述拂磨环11在轴孔2内做往复运动时,轴孔2内径尺寸合格区域被所述拂磨环11上的蓝油漆均匀涂抹,轴孔2内径尺寸比合格尺寸小的区域被拂磨环11摩擦为反光亮点。
43.上述第四步中的灯光设备为手电筒或其他可发射光源的设备。
44.上述第五步中的拂磨设备为自动砂轮机或手动砂轮。
45.最后应当说明的是:以上实施例仅用以说明本发明的技术方案而非对其限制;尽管参照较佳实施例对本发明进行了详细的说明,所属领域的普通技术人员应当理解;依然可以对发明的具体实施方式进行修改或者对部分技术特征进行等同替换;而不脱离本发明技术方案的精神,其均应涵盖在本发明请求保护的技术方案范围当中。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1