一种面料加工自动计长设备的制作方法
1.本发明涉及纺织加工技术领域,尤其涉及一种面料加工自动计长设备。
背景技术:
2.现有的面料计长设备通常为霍尔转动量检测,即通过霍尔元件检测面料的传动辊的转动量,根据传动辊的转动量以及传送辊的辊面周长计算出面料移动的长度,当此方式在计长时,传动辊无面料装配时的转动会导致传感器对其进行检测,使得计长产生误差,且面料脱离传动辊时,传动辊在惯性作用下继续转动也会造成计长误差,即不能够进行精准计长,且不能够识别面料状态,即面料是否进入检测区域,且检测过程中需要外接电源供电,增加设备能耗。
技术实现要素:
3.本发明的目的是为了解决现有技术中存在无法识别面料状态,且不能够精准计长,且需要外部供电导致设备能耗较高的问题,而提出的一种面料加工自动计长设备。
4.为了实现上述目的,本发明采用了如下技术方案:一种面料加工自动计长设备,包括机体,所述机体的内部中间对称转动安装有两个感应引导辊,所述机体的内部上方分别安装有感应传动机构和检测机构,每个所述感应引导辊均包括转动安装在机体内壁上的电力辊轴,每个所述电力辊轴上固定套设有绒毛辊体,每个所述绒毛辊体的侧壁上均对称开设有两个环形感应槽,每个所述环形感应槽内均环形等距固定斜插有多个弹力导电杆,多个所述弹力导电杆远离环形感应槽的一端共同安装有弹力导电环片,每个所述弹力导电环片的直径均大于绒毛辊体的直径。
5.进一步,所述感应传动机构包括转动插设在机体内壁上的感应轴,所述感应轴上分别对称安装有两个感应齿轮和两个变速齿轮,每个所述绒毛辊体上均对称开设有两个感应齿槽,两个所述感应齿轮分别与上层的绒毛辊体上的两个感应齿槽配合。
6.进一步,所述感应传动机构包括转动插设在机体内壁上的传动轴,所述传动轴上对称安装有两个传动齿轮,两个所述传动齿轮分别与两个变速齿轮配合,所述传动轴的中部开设有螺旋槽,所述机体的内壁上转动安装有蜗轮,所述蜗轮与螺旋槽配合。
7.进一步,所述检测机构包括对称固定在机体内壁上的两个导向滑杆和两个距离传感器,两个所述距离传感器分别位于两个导向滑杆之间,两个所述导向滑杆上共同滑动安装有检测滑板,每个所述导向滑杆的两端均套设有复位弹簧,每个所述复位弹簧的两端均分别固定在机体内壁上和检测滑板上。
8.进一步,所述检测滑板内开设有复位腔,所述复位腔的内顶壁上固定安装有复位电磁板,所述检测滑板的底壁等距开设有多个连通复位腔的齿孔,每个所述齿孔内均滑动插设有磁性齿板,每个所述磁性齿板的下端均延伸至检测滑板的下方并与蜗轮配合。
9.进一步,所述机体的内部下方安装有电力机构,所述电力机构包括转动插设在机体内壁上的动力轴,每个所述动力轴上均对称安装有两个动力齿轮,两个所述动力齿轮分
别与下层的绒毛辊体上的两个感应齿槽配合,所述动力轴上套设安装有多个固定在机体侧壁上的发电机,所述机体的内底壁上安装有蓄电池,多个所述发电机电性连接蓄电池。
10.进一步,所述机体的两个侧壁上分别安装有驱动电机箱和电刷连接器,每个所述电力辊轴的两端分别延伸至机体的外侧并安装在驱动电机箱上和电刷连接器上,所述机体的上表面安装有检测主机,所述蓄电池电性连接检测主机,所述检测主机分别电性连接复位电磁板、距离传感器、驱动电机箱和电刷连接器。
11.优点在于:通过利将面料移动的动能转换为机械能,并将机械能转换为电能使用,降低设备能耗,通过将面料移动长度转换感应引导辊的转动量并转换为检测滑板的移动距离,实现快速精准计长,并能够从头至尾无漏计长,通过感应引导辊实时感应面料状态,实现实时计长并在无面料时自动归零。
附图说明
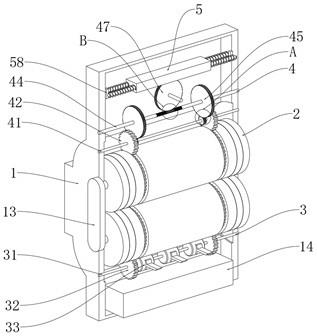
12.图1为本发明提出的一种面料加工自动计长设备的结构示意图;图2为本发明提出的一种面料加工自动计长设备的机体剖开示意图;图3为本发明提出的一种面料加工自动计长设备的感应引导辊部分放大图;图4为本发明提出的一种面料加工自动计长设备的弹力导电环片部分放大图;图5为本发明提出的一种面料加工自动计长设备的检测滑板部分放大图;图6为本发明提出的一种面料加工自动计长设备的检测滑板部分剖除示意图;图7为图2中a处放大图;图8为图2中b处放大图;图9为图6中c处放大图。
13.图中:1机体、11检测主机、12驱动电机箱、13电刷连接器、14蓄电池、2感应引导辊、21电力辊轴、22绒毛辊体、23感应齿槽、24环形感应槽、25弹力导电环片、26弹力导电杆、3电力机构、31动力轴、32动力齿轮、33发电机、4感应传动机构、41感应轴、42感应齿轮、43变速齿轮、44传动轴、45传动齿轮、46螺旋槽、47蜗轮、5检测机构、51导向滑杆、52检测滑板、53复位弹簧、54复位腔、55复位电磁板、56齿孔、57磁性齿板、58距离传感器。
具体实施方式
14.参照图1-4,一种面料加工自动计长设备,包括机体1,机体1的内部中间对称转动安装有两个感应引导辊2,机体1的内部上方分别安装有感应传动机构4和检测机构5,每个感应引导辊2均包括转动安装在机体1内壁上的电力辊轴21,每个电力辊轴21上固定套设有绒毛辊体22,每个绒毛辊体22的侧壁上均对称开设有两个环形感应槽24,每个环形感应槽24内均环形等距固定斜插有多个弹力导电杆26,多个弹力导电杆26远离环形感应槽24的一端共同安装有弹力导电环片25,每个弹力导电环片25的直径均大于绒毛辊体22的直径;两个感应引导辊2通过弹力导电环片25之间的接触滚动检测面料石头进入两个感应引导辊2之间,即当面料进入两个感应引导辊2之间时,弹力导电环片25被隔开,则两个弹力导电环片25断开,能够快速准确检测处面料的移动并以此作为开始计长,增加计长的准确度,且能够从头至尾进行无漏检测;绒毛辊体22能够在面料装配时,提供附着力,即绒毛辊体22能够将面料牵引,且在
牵引过程中同时进行计长,牵引出的面料方便与外部设备连接收卷或使用等;弹力导电环片25的直径大于绒毛辊体22,使得两个弹力导电环片25能够紧密接触,且弹力导电环片25在受压变形时能够通过弹力导电杆26支撑,使其能够随绒毛辊体22转动并保持紧密接触,增加接触导通的可靠性。
15.参照图2、图3、图7和图8,感应传动机构4包括转动插设在机体1内壁上的感应轴41,感应轴41上分别对称安装有两个感应齿轮42和两个变速齿轮43,每个绒毛辊体22上均对称开设有两个感应齿槽23,两个感应齿轮42分别与上层的绒毛辊体22上的两个感应齿槽23配合;感应传动机构4包括转动插设在机体1内壁上的传动轴44,传动轴44上对称安装有两个传动齿轮45,两个传动齿轮45分别与两个变速齿轮43配合,传动轴44的中部开设有螺旋槽46,机体1的内壁上转动安装有蜗轮47,蜗轮47与螺旋槽46配合;面料装配完成后,面料在外部设备的拉动下移动,则能够通过摩擦使得两个绒毛辊体22转动,则使得两个感应齿槽23转动,则通过两个感应齿轮42使得感应轴41转动,则两个变速齿轮43随之转动,转动的变速齿轮43使得传动齿轮45缓慢转动,则使得传动轴44缓慢转动,则能够通过螺旋槽46使得蜗轮47缓慢转动;蜗轮47的转动量与螺旋槽46的转动量成正比,螺旋槽46的转动量与传动齿轮45的转动量成正比,传动齿轮45转动量和变速齿轮43的转动量成正比,变速齿轮43与感应齿轮42同轴固定,感应齿轮42的转动量与感应齿槽23的转动量成正比,则感应引导辊2的转动量与蜗轮47的转动量成正比,即将感应引导辊2的转动量转换为蜗轮47的转动量,则可通过测量蜗轮47的转动量计算出感应引导辊2的转动量,即面料的移动长度。
16.参照图2、图5、图6和图9,检测机构5包括对称固定在机体1内壁上的两个导向滑杆51和两个距离传感器58,两个距离传感器58分别位于两个导向滑杆51之间,两个导向滑杆51上共同滑动安装有检测滑板52,每个导向滑杆51的两端均套设有复位弹簧53,每个复位弹簧53的两端均分别固定在机体1内壁上和检测滑板52上;检测滑板52内开设有复位腔54,复位腔54的内顶壁上固定安装有复位电磁板55,检测滑板52的底壁等距开设有多个连通复位腔54的齿孔56,每个齿孔56内均滑动插设有磁性齿板57,每个磁性齿板57的下端均延伸至检测滑板52的下方并与蜗轮47配合;蜗轮47转动时,能够通过多个磁性齿板57推动检测滑板52在导向滑杆51上滑动并压缩复位弹簧53,距离传感器58能够检测出检测滑板52的位移距离,即通过距离传感器58获得检测滑板52的位移距离,即可计算出蜗轮47的转动量,通过蜗轮47的转动量即可计算出感应引导辊2的转动量,即能够计算出面料移动长度,实现面料的实时计长,计长准确且能够从头至尾无漏计长;面料计长测量结束后,即面料脱离感应引导辊2时,两个感应引导辊2上的弹力导电环片25接触,使得复位电磁板55通电产生磁力,磁力吸引多个磁性齿板57向上移动,则使得多个磁性齿板57的下端缩入多个齿孔56内,则使得多个磁性齿板57与蜗轮47之间失去配合,则检测滑板52在复位弹簧53的作用下复位;新面料进入两个感应引导辊2之间计长时,两个感应引导辊2上的弹力导电环片25被隔开不导通,使得复位电磁板55失电磁力消失,则多个磁性齿板57下滑,使得多个磁性齿板57的下端延伸至检测滑板52的下方并与蜗轮47配合,即能够实现对新面料的归零测量。
17.参照图1-6,机体1的内部下方安装有电力机构3,电力机构3包括转动插设在机体1内壁上的动力轴31,每个动力轴31上均对称安装有两个动力齿轮32,两个动力齿轮32分别与下层的绒毛辊体22上的两个感应齿槽23配合,动力轴31上套设安装有多个固定在机体1侧壁上的发电机33,机体1的内底壁上安装有蓄电池14,多个发电机33电性连接蓄电池14;机体1的两个侧壁上分别安装有驱动电机箱12和电刷连接器13,每个电力辊轴21的两端分别延伸至机体1的外侧并安装在驱动电机箱12上和电刷连接器13上,机体1的上表面安装有检测主机11,蓄电池14电性连接检测主机11,检测主机11分别电性连接复位电磁板55、距离传感器58、驱动电机箱12和电刷连接器13;面料在装配完成后,通过面料的移动带动两个感应引导辊2转动,感应引导辊2通过感应齿槽23使得动力齿轮32转动,则使得动力轴31转动,则能够使得多个发电机33产生电能,即能够通过面料的移动进行发电存储,使其能够供检测主机11、驱动电机箱12和复位电磁板55使用,无需外接电源,降低设备能耗;检测主机11通过电刷连接器13分别连接两个感应引导辊2上的弹力导电环片25,即两个感应引导辊2上的弹力导电环片25接触时,能够触发归零计长并保存上次计长结果,两个感应引导辊2上的弹力导电环片25不接触时,能够开启计长实现从头到尾无漏计长;面料进入机体1时,检测主机11控制驱动电机箱12驱动两个感应引导辊2转动牵引面料端头,并在面料进入两个感应引导辊2之间时开始计长;检测主机11连接距离传感器58能够获得检测滑板52的位移距离,则能够计算出感应引导辊2的转动量和面料的移动长度,且检测主机11能够在弹力导电环片25不接触时断开复位电磁板55以及在弹力导电环片25接触时导通复位电磁板55。
18.面料通过机体1上的通道口进入后,检测主机11通过控制驱动电机箱12工作,使得两个感应引导辊2转动,则使得绒毛辊体22将面料捕捉并牵引出机体1并停止驱动电机箱12,然后将面料与外部收卷设备装配,当面料进入两个感应引导辊2之间时,两个感应引导辊2上的弹力导电环片25被隔开,则检测主机11通过电刷连接器13获得信号并控制复位电磁板55失电,则使得多个磁性齿板57与蜗轮47配合。
19.当面料移动时,则使得两个感应引导辊2转动,则通过感应齿槽23使得感应齿轮42和动力齿轮32转动,动力齿轮32转动使得动力轴31转动并使得发电机33发电,发电机33产生的电能存储在蓄电池14内。
20.感应齿轮42转动使得感应轴41转动,则使得变速齿轮43转动,则变速齿轮43使得传动齿轮45转动,则传动轴44转动,使得螺旋槽46转动,则螺旋槽46使得蜗轮47转动,蜗轮47推动磁性齿板57使得检测滑板52移动,则检测主机11通过距离传感器58获得检测滑板52的位移距离并计算出感应引导辊2的转动量,则根据感应引导辊2的周长计算出面料移动的长度。
21.当面料完全脱离感应引导辊2时,两个感应引导辊2上的弹力导电环片25接触,则使得检测主机11控制复位电磁板55通电产生磁力,则吸引多个磁性齿板57上移脱离蜗轮47,则使得检测滑板52在复位弹簧53的作用下复位,实现计长归零。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1