一种用于汽车齿轮箱的多自由度检测工装
本发明涉及机械加工,具体为一种汽车齿轮箱多自由度检测工装。
背景技术:
1、齿轮箱壳体的安装距离、角度、位置度都会影响最终齿轮箱装配后的寿命、噪音、和出厂的合格率。齿轮箱壳体是齿轮箱的基础件,若齿轮箱壳体在加工过程中不符合设计要求,其质量将会直接影响齿轮箱总成的装配精度、运动性能、换档灵活性、档位噪声、密封性能和使用寿命等。因此,对齿轮箱壳体的尺寸和形位精度控制也至关重要。但是,齿轮箱壳体外形不规则、加工部位多、工艺复杂,利用平面定位块支撑,必然出现定位不稳和调节不便的问题。由于齿轮箱壳体外形表面复杂,平面定位块支持不平稳,支撑点不确定,都会导致测量误差增加,而且定位不稳,调节不方便。由于加工面和支撑面重合,测量空间狭小,无法对两个加工面和一个测量基准面同时采点,需要两次定位才能完成测量,增加了测量误差和测量时间
2、齿轮箱壳体是整个齿轮箱零部件中体积比较大,重量比较重的零部件,而齿轮箱壳体要求检测的尺寸也是最多的,为了实现齿轮箱壳体的全尺寸检测,这就要求我们齿轮箱各个部位都可以检测到,而目前市场上的齿轮箱壳体检测只能单个方向的检测,这就给我们的检测师傅提高了难度,也加大了工作量,降低了检测效率。为此,齿轮箱壳体在检测时必须进行定位,以方便检测设备在同一坐标系下完成齿轮箱壳体的所有尺寸检测,然而当下市场上的齿轮箱壳体检测工装一般只能适用一个方向齿轮箱壳体,这就给我们的工作师傅提高了难度,也加大了工作量,降低了工作效率。
技术实现思路
1、本发明的目的是提供一种多自由度齿轮箱壳体工作工装,通过调节球头锁紧销(80)来实现齿轮箱相对于地面的俯仰角度,通过气缸推动工作台(35)和架子(30)前后左右的移动从而配合检测装置(1)实现全方位多自由度检测。从而提高了检测时间,提高了检测效率。
2、为了实现上述目的,本发明提供如下技术方案:
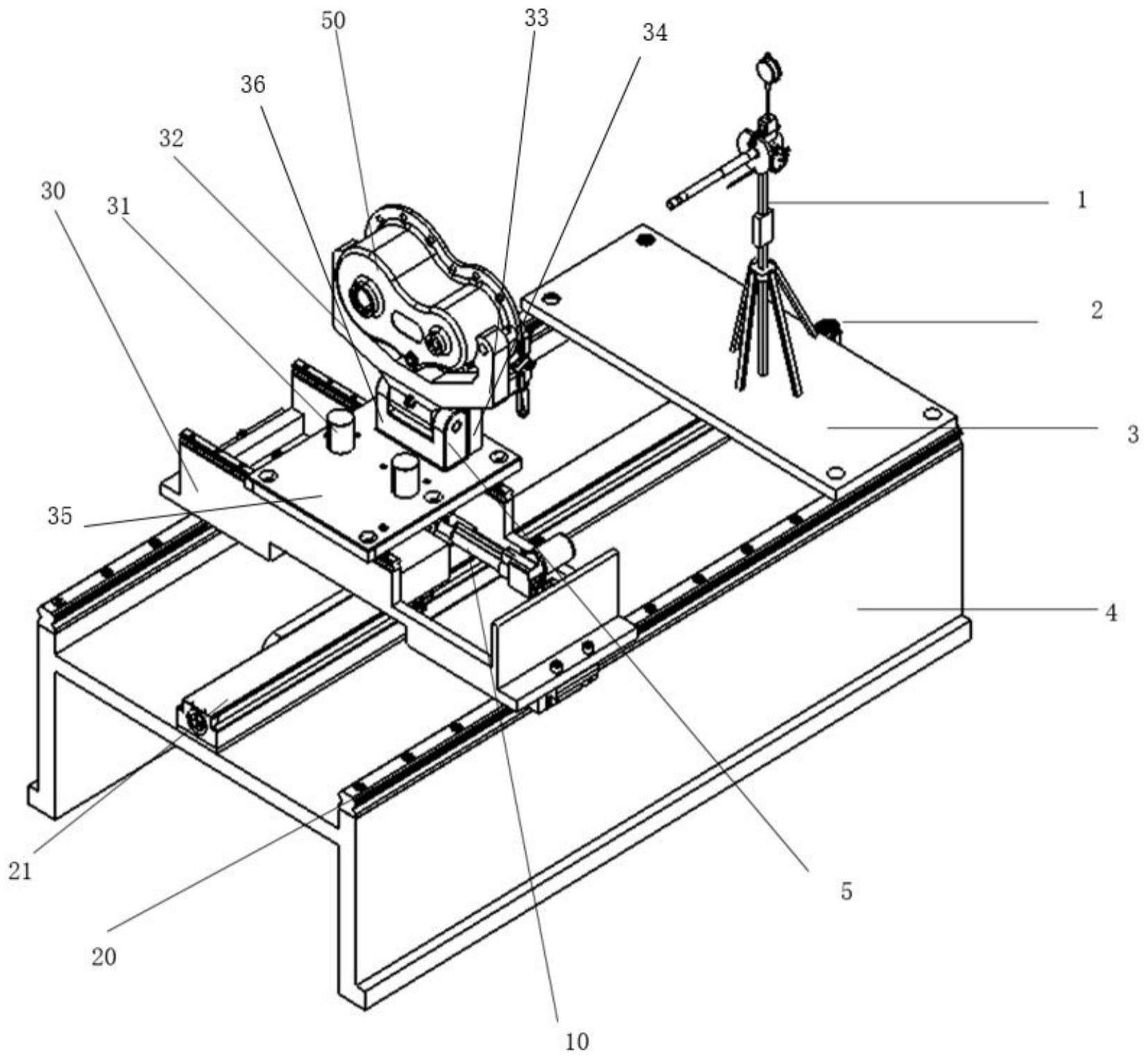
3、一种齿轮箱壳体多自由度工作工装,包括底座(4)、工作台(35)及固定齿轮箱的紧固夹具手柄波动夹(40),其中包括y型夹爪(32)。所述架子(30)和工作台(35)之间的连接是用六个内六角沉头螺钉固定,工作台(35)上面包含了一对(2个)橡胶立柱(31),一块挡板(34),和y型夹爪座(36),其中y型夹爪座(36)与y型夹爪(32)采用的是旋转轴相连接,实现了水平方向的转动。y型夹爪(32)与齿轮箱(50)连接采用的是一对夹紧装置,使齿轮箱(50)牢固的固定在了夹爪(32)上,避免了以往的来回晃动,提高了工作的精度。该工作工装通过调节安装在y型夹爪(32)上的球头锁紧销(35),来实现齿轮箱(50)相对于地面的俯仰角度,通过气缸(10)推动架子上的工作台(35)前后的移动从而配合检测装置(1)实现全方位多自由度检测。
4、进一步地,所述架子(30)与工作台(35)之间的连接是靠六个内角沉头螺钉固定。
5、进一步地,所述底座(4)上有一个承载工作台(35)的架子(30),架子(30)与底座(4)间靠两块导轨(20)和两个滑块相连。底座(4)上面配有滚珠丝杠(21)和伺服电机(2),通过滚珠丝杠(21)的旋转来驱动架子(30)整体前后的移动从而带动架子上的工作台(35)相对移动,从而实现两个方位的检测。
6、进一步地,所述架子(30)上面配有一个充气气缸(10),和一对导轨(20),气缸(10)与工作台(35)采用螺栓连接,工作台与架子靠两块导轨和两个滑块相连,通过气缸可调节架子的前后移动从而带动工作台(35)相对移动,从而实现两个方位的工作。
7、进一步地,所述工作台(35)上两个橡胶立柱(31)内置有螺纹,与工作台(35)采用螺钉连接,立柱前方有一块挡板(34)和一个y型夹爪座(36),挡板(34)与工作台(35)相互垂直放置。
8、进一步地,所述y型夹爪(32)和y型夹爪座(36)采用的是旋转轴相连接,确保y型夹爪(32)能够水平方向转动。
9、进一步地,所述两个橡胶立柱(31)一侧的y型夹爪座(36)与底座之(4)间的连接采用的是焊接方式。
10、进一步地,所述y型夹爪座(36)前的挡板(34),垂直立于工作台上,所述挡板与y型夹爪座间靠六个螺钉相连接。
11、进一步地,所述y型夹爪(32)底部与挡板(34)有一个同心的通孔,便于球头锁紧销(80)的插入。
12、进一步地,所述同轴垂直度检测装置是由伸缩杆(1),同轴垂直度检具百分表(70和71),同轴垂直度检具侧头,检具座,检具芯轴(72),检具手柄(69)构成。
13、进一步地,所述y型夹爪上(32)面有两个焊接的方形立柱便于固定手柄波动夹,从而固定齿轮箱箱体。
14、所述手柄波动夹由手柄(40),剪刀夹,螺栓组成。
15、本发明的有益效果在于:
16、本发明设置有底座(4)、架子(30)、工作台(3)及y型夹爪(32)。所述底座(4)和工作台(35)之间的连接是用6个内六角沉头螺钉固定,工作台(35)上面包含了一对橡胶立柱(31),两块挡板,其中一块挡板(34)与y型夹爪(36)采用的是旋转轴相连接,实现了水平方向的转动。y型夹爪(32)与齿轮箱连接采用的是一对夹紧装置,使齿轮箱牢固的固定在了夹爪上,避免了以往的来回晃动,提高了工作的精度。该工作工装通过调节安装在y型夹爪(32)上的球头锁紧销(80),来实现齿轮箱相对于地面的俯仰角度,通过气缸(10)推动工作台(35)和架子(30)前后左右的移动从而配合检测装置(1)实现全方位多自由度检测,这样减少测量误差和测量时间,提高工作效率,测量空间扩展,减少测量步骤,提高测量精度和效率,一个测量程序就可以完成全部形位工作和同轴度工作要求,减少了由于二次装夹带来误差和重复定位误差。
技术特征:
1.一种齿轮箱壳体多自由度检测工装,包括底座(4)、检测台(3)及固定齿轮箱的紧固夹具(33),其中包括y型夹爪(32)。所述架子(30)和工作台(35)之间的连接是用六个内六角沉头螺钉固定,工作台(35)上面包含了一对(2个)橡胶立柱(31),一块挡板(34),和y型夹爪座(36),其中y型夹爪座(36)与y型夹爪(32)采用的是旋转轴相连接,实现了水平方向的转动。y型夹爪(32)与齿轮箱(50)连接采用的是一对夹紧装置,使齿轮箱(50)牢固的固定在了夹爪(32)上,避免了以往的来回晃动,提高了检测的精度。该检测工装通过调节安装在y型夹爪(32)上的球头锁紧销(80),来实现齿轮箱(50)相对于地面的俯仰角度,通过气缸(10)推动工作台(35)前后左右的移动从而配合检测装置(1)实现全方位多自由度检测。
2.根据权利要求1所述的变速箱壳体检测工装,其特征在于,所述底座(4)上有一个承载工作台(35)的架子(30),架子(30)与底座(4)间靠两块导轨(20)和两个滑块相连。
3.根据权利要求1所述的变速箱壳体检测工装,其特征在于,所述架子(30)上面配有一个充气气缸(10),和一对导轨(20),气缸(10)与工作台(35)采用螺栓连接,工作台与架子靠两块导轨和两个滑块相连,通过气缸可调节架子的前后移动从而带动工作台(35)相对移动,从而实现两个方位的检测。
4.根据权利要求1所述的变速箱壳体检测工装,其特征在于,所述工作台(35)上两个橡胶立柱(31)内置有螺纹,与工作台(35)采用螺钉连接,立柱前方有一块挡板(34)和一个y型夹爪座(36),挡板(34)与工作台(35)相互垂直放置。
5.根据权利要求1所述的变速箱壳体检测工装,其特征在于,所述y型夹爪(32)和y型夹爪座(36)采用的是旋转轴相连接,确保y型夹爪(32)能够水平方向转动。
6.根据权利要求1所述的变速箱壳体检测工装,其特征在于,所述y型夹爪座(36)前的挡板(34),垂直立于工作台上,所述挡板与y型夹爪座间靠六个螺钉相连接。
7.根据权利要求1所述的变速箱壳体检测工装,其特征在于,所述y型夹爪(32)底部与挡板(34)有一个同心的通孔,便于球头锁紧销(35)的插入。
8.根据权利要求1所述的变速箱壳体检测工装,其特征在于,所述y型夹爪上(32)面有两个焊接的方形立柱便于固定手柄波动夹(40),从而固定齿轮箱箱体。
9.根据权利要求1所述的变速箱壳体检测工装,其特征在于,所述手柄波动夹由手柄(40),剪刀夹,螺栓组成。
10.根据权利要求1所述的变速箱壳体检测工装,其特征在于,所述同轴垂直度检测装置是由伸缩杆(1),同轴垂直度检具百分表(70和71),同轴垂直度检具侧头,检具座,检具芯轴(72),检具手柄(69)构成。
技术总结
本发明公开了一种用于汽车齿轮箱多自由度检的测工装。该齿轮箱多自由度检测工装包括底座、架子、工作台及固定齿轮箱的紧固夹具。所述架子和工作台之间的连接是用六个内六角沉头螺钉固定,工作台上面包含了一对橡胶立柱,一对挡板,其中一块挡板与Y型夹爪采用的是旋转轴相连接,实现了水平方向的转动。Y型夹爪与齿轮箱连接采用的是一对夹紧组件,使齿轮箱牢固的固定在了夹爪上,避免了以往的来回晃动,提高了检测的精度。该检测工装通过调节安装在Y型夹爪上的球头锁紧销,来实现齿轮箱相对于地面的俯仰角度,通过气缸推动工作台前后左右的移动从而配合检测装置实现全方位多自由度检测。
技术研发人员:周丽杰,孙云鹏,付鹏强,王义文,杨雅钧
受保护的技术使用者:哈尔滨理工大学
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!