基于工业相机的灯具光学性能在线检测装置及方法与流程
1.本发明涉及灯具检测技术领域,尤其涉及一种基于工业相机的灯具光学性能在线检测装置及方法。
背景技术:
2.车灯是车辆夜间行驶在道路照明的工具,也是发出各种车辆行驶信号的提示工具。车灯一般分为前照灯、尾灯、转向灯等。在制造汽车车灯时,需要对汽车车灯的光学性能(例如光源的亮度一致性、光源的贴片精度、反射镜的安装精度、反射镜的镀铝工艺等等)进行检测,以保证在夜间行车时车灯能够正确照射在所需区域。因此,需要引入检测设备管控灯具的光学性能,检测出灯具不良品,以避免流出工厂。
3.现有的对灯具照度的检测大多采用相对测量法。具体为,采用球透镜或菲涅尔透镜来缩小灯具光斑的尺寸,光斑照射在理想的漫反射物质上,然后利用工业相机对光斑进行拍照,最后利用灯具实际测得的照度值与相机的照度值进行对标标定,达到灯具测试的目的。但是,利用这种相对测量方法得到的值很不准确,主要源于透镜的引入影响了灯具光照度分布,偏差很大,无法达到准确筛选不合格灯具的需求,而且针对不同设计的灯具,此方法需要重新标定,操作过程十分繁琐。
技术实现要素:
4.本发明要解决的技术问题是:为了解决现有的检测方法,检测结果不准确的技术问题。本发明提供一种基于工业相机的灯具光学性能在线检测装置及方法,能够提高检测结果的准确性。
5.本发明解决其技术问题所采用的技术方案是:一种基于工业相机的灯具光学性能在线检测装置,包括:
6.可编程电源,所述可编程电源与灯具连接,用于给灯具供电;
7.上位机,所述上位机与所述可编程电源连接,用于控制所述可编程电源;
8.反射板,所述反射板用于反射灯具发出的光线;
9.工业相机,所述工业相机与所述上位机连接,用于拍摄所述反射板的图像;
10.显示报警模块,所述显示报警模块与所述上位机连接,用于显示检测结果、发出警报。
11.进一步的,所述工业相机的数量为至少一个。
12.进一步的,所述反射板表面设有高漫反射射涂层。
13.进一步的,所述高漫反射射涂层为硫酸钡、聚四氟乙烯、聚氨酯或特氟龙。
14.进一步的,所述反射板为曲面板,所述反射板向远离灯具的方向凹陷。
15.进一步的,所述反射板上设有多个标识点。
16.进一步的,还包括:转动机构,所述转动机构与所述灯具连接。
17.进一步的,转动机构为机械手或三维转动平台。
18.本发明还提供了一种基于工业相机的灯具光学性能在线检测方法,采用所述的基于工业相机的灯具光学性能在线检测装置,所述方法包括以下步骤:
19.步骤s1、上位机设置可编程电源的参数,并控制工业相机采集反射板的背景数据;
20.步骤s2、所述上位机打开所述可编程电源给灯具和工业相机供电;
21.步骤s3、所述上位机控制所述工业相机连续采集反射板的多组灰度图像数据,并保存;
22.步骤s4、所述上位机将灰度图像数据减去背景数据,得到新的灰度图像数据,根据灰度-照度转换关系,将多组新的灰度图像数据转换为多组照度数据,并根据多组照度数据计算出照度衰减速度;上位机将所述照度衰减速度与标准衰减速度进行最小二乘拟合,得到照度数据与稳定照度值之间的比值;
23.步骤s5、根据比值,将照度数据换算成稳定照度值;将所述稳定照度值与标准值进行对比,若两者差值在误差范围内,则判定该灯具为合格,否则,判定为不合格。
24.进一步的,所述方法还包括:通过转动机构转动灯具的发光角度,所述工业相机采集灯具在不同角度的灰度图像数据并发送给上位机;所述上位机将不同角度的灰度图像数据进行拼接后再执行步骤s4。
25.本发明的有益效果是,
26.本发明的基于工业相机的灯具光学性能在线检测装置及方法,省去了透镜的设置,可以减少测量时的干扰因素,消除了透镜带来的畸变影响,可以提高检测结果的准确性和可靠性。并且,本发明的装置结构简单、操作方便,不需要重复进行对标校准,可以提高检测效率。
附图说明
27.下面结合附图和实施例对本发明进一步说明。
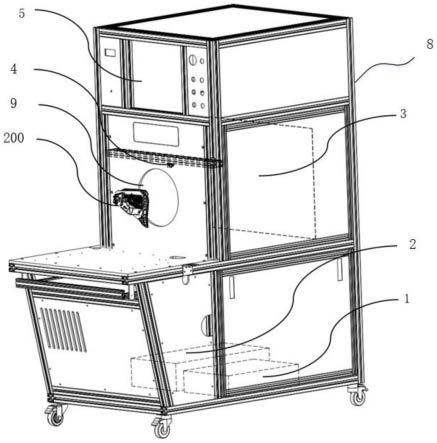
28.图1是本发明的实施例一的检测装置的结构示意图。
29.图2是本发明的显示报警模块的结构示意图。
30.图3是本发明的反射板的示意图。
31.图4是本发明的实施例二的检测装置的结构示意图。
32.图5是本发明的实施例三的流程图。
33.图6是本发明的实施例四的流程图。
34.图中:200、灯具;1、可编程电源;2、上位机;3、反射板;4、工业相机;5、显示报警模块;6、转动机构;8、机壳;9、透明玻璃;51、显示屏;52、led指示灯;53、声音报警器。
具体实施方式
35.现在结合附图对本发明作进一步详细的说明。这些附图均为简化的示意图,仅以示意方式说明本发明的基本结构,因此其仅显示与本发明有关的构成。
36.在本发明的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“长度”、“宽度”、“厚度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”“内”、“外”、“顺时针”、“逆时针”、“轴向”、“径向”、“周向”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必
须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本发明的描述中,除非另有说明,“多个”的含义是两个或两个以上。
37.在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
38.实施例一
39.如图1至图3所示,本实施例的基于工业相机的灯具光学性能在线检测装置,包括:可编程电源1、上位机2、反射板3、工业相机4及显示报警模块5,可编程电源1与灯具200连接,可编程电源用于给灯具200供电,上位机2与可编程电源1连接,上位机2用于控制可编程电源1,反射板3用于反射灯具200发出的光线,工业相机4与上位机2连接,工业相机4用于拍摄反射板3的图像,显示报警模块5与上位机2连接,显示报警模块5用于显示检测结果、发出警报。
40.例如,工业相机4为ccd工业相机,工业相机4的拍摄角度一般为15度左右,如果角度太大,可能会产生畸变,而反射板3的尺寸一般比工业相机4的拍摄范围要大,因此,在本实施例中,工业相机4的数量为多个,分别布置在不同位置对反射板3进行拍摄,其目的是为了将反射板3拍全。
41.灯具200发出的光束在反射板3上反射后,工业相机4可以拍摄反射板3上的光型(即灰度数据),在根据灰度-照度转换关系,换算出照度值进行后续判断。即,本实施例的检测装置省去了透镜的设置,消除了透镜带来的畸变,提高了检测结果的准确性。并且,本实施例的检测装置操作过程简单、自动化程度高,可以进一步提升检测效率。
42.例如,可编程电源1可以包含两个通道,一个通道用于给灯具200供电,另一个通道用于给工业相机4供电。上位机2可以设置可编程电源1的输出参数,以及控制可编程电源1的开启和关闭。例如,工业相机4可以是彩色相机,经过标定后,可以检测灯具200发出的光线的色坐标。例如,反射板3表面设有高漫反射射涂层,高漫反射射涂层为硫酸钡、聚四氟乙烯、聚氨酯或特氟龙,高漫反射射涂层可以提高反光效率,消除眩光或光斑,并保证良好的光色一致性。反射板3为曲面板,反射板3向远离灯具200的方向凹陷,这样,可以增强反射板3边缘处的反射光强度,便于边缘光强度的检测。反射板3上设有多个标识点,便于工业相机校准对标。
43.本实施例的检测装置还包括机壳8,可编程电源1、上位机2、反射板3、工业相机4及显示报警模块5均安装在机壳8上。例如,可编程电源1和上位机2固定在机壳8底部,工业相机4可以通过螺钉、抱箍固定在机壳8上,且工业相机4位于灯具6的上方,并且,工业相机4的入光光轴经过反射板3的中心点。反射板3置于灯具200的正前方,灯具200的发光光轴经过反射板3的中线点,反射板3可以通过螺钉锁结、卡接等方式固定在机壳8上。机壳8在靠近灯具200的位置还设有一透明玻璃9,便于灯具200的光线进入机壳8内,还能防止灰尘进入机壳8内。
44.显示报警模块5包括:显示屏51、led指示灯52和声音报警器53,显示屏51、led指示
灯52和声音报警器53均与上位机2连接。上位机2接收到灯具200的测量数据后可以进行实时判断,显示屏51可以显示相关的测量参数、测量值、合格判定结果;当灯具判定结果为合格时,led指示灯显示绿色,当灯具判定结果为不合格时,led指示灯显示红色,并且声音报警器53发出警报声。这样,工作人员可以非常直观的了解到每个灯具200的检测结果,把不良品筛选出来。
45.综上,本实施例的检测装置,省去了相对测量法所需的透镜等部件,减少了影响检测结果不准确的因素,提高了检测结果的准确性。并且,本检测装置结构简单,可以简化操作过程,提高检测效率。
46.实施例二
47.如图4所示,本实施例与实施例一的区别在于,本实施例的工业相机4的数量为一个。本实施例可以设置转动机构6与灯具200连接,通过转动机构6来调整灯具200的发光角度,达到大角度范围测量的目的。转动给机构6可以是机械手或三维转动平台,转动机构6安装在机壳8上。
48.本实施例通过设置转动机构6可以改变灯具200光线的出射角度,从而实现一个工业相机4即可测量灯具200的所有角度范围,这样,可以减少工业相机4的使用数量,节约成本(实施例一中需要用到的工业相机数量为3~4个);并且,可以更多的角度,改善工业相机4拍摄角度角度受限的问题。
49.实施例三
50.如图5所示,本实施例提出了一种基于工业相机的灯具光学性能在线检测方法,采用实施例一的检测装置。所述方法包括以下步骤:
51.步骤s1、上位机2设置可编程电源1的参数,并控制工业相机4采集反射板3的背景数据。
52.步骤s2、上位机2打开可编程电源1给灯具200和工业相机4供电。
53.步骤s3、上位机2控制工业相机4连续采集反射板3的多组灰度图像数据,并保存。
54.步骤s4、上位机2将灰度图像数据减去背景数据,得到新的灰度图像数据,根据灰度-照度转换关系,将多组新的灰度图像数据转换为多组照度数据,并根据多组照度数据计算出照度衰减速度;上位机2将照度衰减速度与标准衰减速度进行最小二乘拟合,得到照度数据与稳定照度值之间的比值。
55.步骤s5、根据比值,将照度数据换算成稳定照度值;将稳定照度值与标准值进行对比,若两者差值在误差范围内,则判定该灯具200为合格,否则,判定为不合格。
56.需要说明的是,上位机2可以设置可编程电源1的输出参数(例如电压值、电流上限值等)。在检测灯具之前,上位机2先控制工业相机4采集反射板3的背景图像,根据背景图像计算出背景光照度。如果上位机2接收数据发生错误,则再重新采集一次。采集完背景图像后,上位机2打开可编程电源1的第一通道给灯具100供电,灯具100发出光束投射到反射板3上。此时,上位机2可以控制不同位置的工业相机4采集不同角度的灰度图像数据,每个角度连续采集20组数据,并将所有采集到的数据发送给上位机2,例如共采集到20组灰度图像数据。
57.上位机2接收到采集的灰度图像数据后,首先将灰度图像数据减去背景数据,得到新的灰度图像数据。根据已知的灰度-照度转读转换关系,将20组新的弧度图像数据转换为
20组照度数据。然后根据20组照度数据的变化趋势,计算出该灯具200的照度衰减速度。上位机2将照度衰减速度与存储在上位机2内的标准衰减速度进行最小二乘拟合,得到照度数据与稳定照度值之间的比值。再根据比值,将照度数据换算成稳定照度值。若稳定照度值与标准值(存储在上位机2内)之间的差值在误差范围内,则判定该灯具200为合格,否则,判定为不合格。
58.实施例四
59.如图6所示,本实施例与实施例三的区别在于采用实施例二的检测装置,本实施例的工业相机4的数量为一个,检测时,通过转动机构6改变工业相机4的测量角度实现对灯具100的多角度测量。转动机构6为机械手或三维转动平台。工业相机4在采集反射板3的图像之前,应先通过转动机构6将灯具200旋转至相应的角度,然后,工业相机4采集灯具200在不同角度的灰度图像数据并发送给上位机2,上位机2将不同角度的灰度图像数据进行拼接后再执行步骤s4。
60.综上所述,本发明的基于工业相机的灯具光学性能在线检测装置及方法,省去了透镜的设置,可以减少测量时的干扰因素,消除了透镜带来的畸变影响,可以提高检测结果的准确性和可靠性。并且,本发明的装置结构简单、操作方便,不需要重复进行对标校准,可以提高检测效率。
61.以上述依据本发明的理想实施例为启示,通过上述的说明内容,相关工作人员完全可以在不偏离本项发明技术思想的范围内,进行多样的变更以及修改。本项发明的技术性范围并不局限于说明书上的内容,必须要如权利要求范围来确定其技术性范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1