一种基于锂电池涂布面密度仪测量极片削薄区的方法与流程
1.本发明涉及锂电池检测技术领域,具体是一种基于锂电池涂布面密度仪测量极片削薄区的方法。
背景技术:
2.锂电池极片是由箔材和涂布于箔材上面的涂料组成,极片的涂布区其边缘处厚度较薄,使得极片的涂布区被分为非削薄区和位于非削薄区两侧的削薄区,为了检测削薄区的尺寸是否符合锂电池的生产要求,会对削薄区进行检测。目前,锂电池削薄区的检测是采用万分尺对削薄区的厚度和宽度进行测量,且检测只能在极片涂布完成后对最外层极片进行抽检,不能实现对削薄区的实时涂布检测。
技术实现要素:
3.本发明要解决的技术问题是提供一种基于锂电池涂布面密度仪测量极片削薄区的方法,利用面密度的差异来测量极片削薄区的削薄量和宽度值,且涂布面密度仪在极片涂布过程中对面密度进行实时监控,即实现了对极片削薄区的实时检测。
4.本发明的技术方案为:
5.一种基于锂电池涂布面密度仪测量极片削薄区的方法,具体包括有以下步骤:
6.(1)、计算极片涂布区的体密度:在极片涂布区截取测试件,称量测试件得到其重量m、横截面积s和厚度t,然后根据公式(1)计算得到极片涂布区的体密度x;
[0007][0008]
公式(1)中,σ
箔材
为箔材面密度,t
箔材
为箔材厚度,均为已知量;
[0009]
(2)、涂布面密度仪自左向右扫描极片,当到达涂布区的左边缘时,记录所测得的涂布区左边缘处的面密度σ
l
;然后涂布面密度仪自右向左扫描极片,当到达涂布区的右边缘时,记录所测得的涂布区右边缘处的面密度σr,;
[0010]
(3)、计算极片涂布区左、右两侧削薄区的削薄量,具体见公式(2)和公式(3):
[0011]hl
=(σ
t-σ
l
)
÷
x
ꢀꢀꢀꢀ
(2);
[0012]hr
=(σ
t-σr)
÷
x
ꢀꢀꢀꢀ
(3);
[0013]
公式(2)和(3)中,h
l
为左侧削薄区的削薄厚度值,hr为右侧削薄区的削薄厚度值;σ
t
为涂布面密度目标值,为涂布机设定的涂布密度值,为已知量。
[0014]
所述的步骤(2)中,当到达涂布区的左边缘时,记录此时的行程距离l1,然后涂布面密度仪继续向右扫描,当涂布面密度仪测得的涂布面密度首次等于涂布面密度目标值σ
t
时,记录此时的行程距离l2;所述的步骤(3)中,当到达涂布区的右边缘时,记录此时的行程距离l3,然后涂布面密度仪继续向左扫描,当涂布面密度仪测得的涂布面密度首次等于涂布面密度目标值σ
t
时,记录此时的行程距离l4;然后计算极片涂布区左、右两侧削薄区的宽度值,具体见公式(4)和公式(5):
[0015]
l
l
=l
2-l1ꢀꢀꢀꢀ
(4);
[0016]
lr=l
4-l3ꢀꢀꢀꢀ
(5);
[0017]
公式(4)和(5)中,l
l
为左侧削薄区的宽度值,lr为右侧削薄区的宽度值。
[0018]
所述的涂布面密度仪与控制器连接,控制器接收涂布面密度仪采集的面密度数据和行程数据,并结合体密度x,计算得到极片涂布区左、右两侧削薄区的削薄量和削薄宽度。
[0019]
所述的测试件取自极片涂布区的非削薄区。
[0020]
所述的测试件是使用刀模或打孔器在涂布区打出一个圆孔极片,测试件的横截面积s即为刀模或打孔器的切割面积。
[0021]
所述的涂布面密度仪自左向右或自右向左扫描极片时,当涂布面密度仪测得的面密度首次不小于箔材面密度σ
箔材
加设定面密度差值σ
差
时,则判定布面密度仪到达涂布区的左边缘或右边缘处,设定面密度差值σ
差
是设定值,极片箔材区的面密度比极片涂布区的面密度至少低设定密度差值σ
差
。
[0022]
所述的控制器上连接有显示屏,控制器将计算得到的极片左、右两侧削薄区的削薄量和削薄宽度,发送至显示屏进行显示。
[0023]
所述的测试件的重量m、横截面积s和厚度t、以及箔材面密度σ
箔材
、箔材厚度t
箔材
均录入到控制器中,控制器计算得到体密度x。
[0024]
所述的控制器将涂布面密度仪采集的面密度σ
l
和σr发送至显示屏进行显示,面密度σ
l
即为左侧削薄区的面密度值,σr即为右侧削薄区的面密度值。
[0025]
本发明的优点:
[0026]
(1)、极片的非削薄区和削薄区均属于涂料的涂布区,由于涂料材质一样,即涂布区的体密度一致,所以采用体密度结合实时采集的非削薄区和削薄区的面密度值,即可计算出削薄区相对于非削薄区的削薄量;所以本发明采用涂布面密度仪在极片涂布过程中对面密度进行实时监控,根据采集的面密度数据进行实时计算即可实现对极片削薄区削薄量的实时检测;
[0027]
(2)、本发明依据极片不同区域面密度的差异性,来确定削薄区两侧的边缘位置和削薄区两侧的边缘位置,从而确定左右削薄区的宽度值,采用涂布面密度仪在极片涂布过程中对面密度进行实时监控,即可根据采集的面密度数据进行分析判定位置后,进行行程差值计算,实现对极片削薄区宽度值的实时检测;
[0028]
(3)、本发明设置有控制器,控制器与显示屏连接,控制器可直接将计算的削薄区的削薄量和宽度值发送至显示屏进行直观显示,便于检测人员在极片涂布过程中实时观测到削薄区的检测结果。
附图说明
[0029]
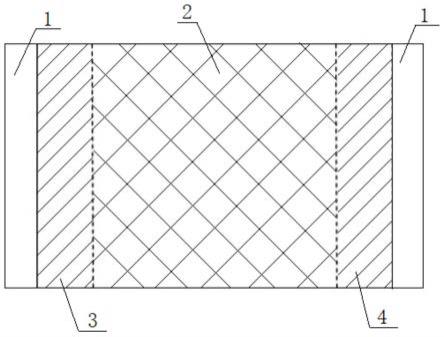
图1是极片箔材区、非削薄区和削薄区的划分示意图。
[0030]
附图标记:1-箔材区,2-非削薄区,3-左侧削薄区,4-右侧削薄区。
具体实施方式
[0031]
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于
本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
[0032]
一种基于锂电池涂布面密度仪测量极片削薄区的方法,具体包括有以下步骤:
[0033]
(1)、计算极片涂布区的体密度:在极片涂布区的非削薄区2使用刀模或打孔器打出一个圆孔极片,作为测试件,测试件的横截面积s即为刀模或打孔器的切割面积;称量测试件得到重量m,使用万分尺测量测试件的厚度t,然后将测试件的重量m、横截面积s和厚度t、以及箔材面密度σ
箔材
、箔材厚度t
箔材
均录入到控制器中,控制器根据公式(1)计算得到极片涂布区的体密度x;
[0034][0035]
公式(1)中,箔材面密度σ
箔材
、箔材厚度t
箔材
均为已知量;
[0036]
(2)、涂布面密度仪自左向右扫描极片,当到达涂布区的左边缘时,记录所测得的涂布区左边缘处的面密度σ
l
,并记录此时的行程距离l1,然后涂布面密度仪继续向右扫描,当涂布面密度仪测得的涂布面密度首次等于涂布面密度目标值σ
t
时,记录此时的行程距离l2;其中,涂布面密度仪自左向右扫描极片时,当涂布面密度仪测得的面密度首次不小于箔材面密度σ
箔材
加设定面密度差值σ
差
时,则判定布面密度仪到达涂布区的左边缘处,设定面密度差值σ
差
是设定值,极片箔材区1的面密度比极片涂布区的面密度至少低设定密度差值σ
差
;
[0037]
(3)、涂布面密度仪自右向左扫描极片,当到达涂布区的右边缘时,记录所测得的涂布区右边缘处的面密度σr,并记录此时的行程距离l3,然后涂布面密度仪继续向左扫描,当涂布面密度仪测得的涂布面密度首次等于涂布面密度目标值σ
t
时,记录此时的行程距离l4;其中,涂布面密度仪自右向左扫描极片时,当涂布面密度仪测得的面密度首次不小于箔材面密度σ
箔材
加设定面密度差值σ
差
时,则判定布面密度仪到达涂布区的右边缘处;
[0038]
(4)、控制器接收涂布面密度仪采集的面密度数据和行程数据,并结合体密度x,根据公式(2)-(5)计算得到极片涂布区左、右两侧削薄区的削薄量和削薄宽度;
[0039]hl
=(σ
t-σ
l
)
÷
x
ꢀꢀꢀꢀ
(2);
[0040]hr
=(σ
t-σr)
÷
x
ꢀꢀꢀꢀ
(3);
[0041]
l
l
=l
2-l1ꢀꢀꢀꢀ
(4);
[0042]
lr=l
4-l3ꢀꢀꢀꢀ
(5);
[0043]
公式(2)-(5)中,h
l
为左侧削薄区3的削薄厚度值(削薄量),hr为右侧削薄区4的削薄厚度值(削薄量);σ
t
为涂布面密度目标值,为涂布机设定的涂布密度值,为已知量;l
l
为左侧削薄区的宽度值,lr为右侧削薄区的宽度值;
[0044]
(5)、控制器上连接有显示屏,控制器将计算得到极片左、右两侧削薄区的削薄量和削薄宽度、涂布面密度仪采集的左侧削薄区面密度值σ
l
和右侧削薄区面密度值σr均发送至显示屏进行显示。
[0045]
尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1