恒温焊锡炉校准装置及方法与流程
1.本发明属于焊锡炉校准技术领域,尤其涉及一种恒温焊锡炉校准装置及方法。
背景技术:
2.焊锡炉是电子焊接中使用的一种焊接工具,可用来对电路印制板及电子元器件进行搪锡,其温度控制的准确度严重影响电子元器件安全及焊接质量。焊锡炉根据发热方式可分为内热式焊锡炉和外热式焊锡炉,恒温焊锡炉一般是指具备温度控制功能的内热式焊锡炉,恒温焊锡炉由面板上的温控仪表控制焊锡炉底部或侧面的加热管对炉内焊锡进行加热。炉槽有圆形和方形两种,一般圆形炉槽直径为100mm左右,熔锡量为3kg以下,熔锡时间一般为15min以下;方形炉槽尺寸为100mm
×
100mm(长
×
宽)~500mm
×
500mm(长
×
宽),熔锡量为3kg~50kg,熔锡时间至少在30min以上。
3.目前,恒温焊锡炉设计的温度控制范围为常温~600℃左右,其使用恒温指标一般为250℃~350℃,温度偏差控制指标为
±
5℃,但相关规范对温度均匀度没有进行具体的控制规定,可能由于某加热片故障或不准确引起局部温度突变而导致焊接质量下降或器件直接损坏。
4.恒温焊锡炉的温度校准主要是使用浸入式测温探头对炉内单点进行温度测量,具体操作为:需要测量炉槽内某点温度时,将测温探头置于该点且需要在该点恒温1min~5min,待温度达到稳定后进行该点温度的测量,移动测温探头以进行下一点的温度测量。这种单点测温方式效率较低,无法监控炉温突变等情况,同时测温探头移动时会影响炉槽内焊锡温度均匀性,无法做到温度的有效校准,且对于容积较大的焊锡炉影响更甚。
技术实现要素:
5.本发明的目的在于提供一种恒温焊锡炉校准装置及方法,以解决传统单点测温方式测温效率低,无法监测炉温突变情况,以及测温探头移动时影响焊锡温度均匀性的问题。
6.本发明是通过如下的技术方案来解决上述技术问题的:一种恒温焊锡炉校准装置,包括多通道温度记录仪以及设于炉槽内的多个温度传感器;每个所述温度传感器的冷端分别与所述多通道温度记录仪连接;
7.所述温度传感器的数量和分布位置由炉槽的形状、尺寸和/或熔锡量确定。
8.进一步地,每个所述温度传感器的冷端通过补偿导线与所述多通道温度记录仪连接。
9.进一步地,所述温度传感器选用k型或n型铠装热电偶,铠装材质为钛合金或不锈钢。
10.进一步地,所述装置还包括测温架,在所述测温架上设有安装区,多个所述温度传感器通过所述安装区设于炉槽内,所述安装区的形状与所述炉槽的形状相似。
11.优选地,所述安装区位于所述炉槽的中间。
12.优选地,在所述测温架上设有手持部。
13.进一步地,根据所述温度传感器的分布位置在所述安装区的对应位置设置椭圆形通孔,所述椭圆形通孔内壁为锯齿状,所述温度传感器倾斜插于所述椭圆形通孔处。
14.进一步地,所述装置还包括与所述多通道温度记录仪连接的补偿温度传感器,所述补偿温度传感器用于检测环境温度。
15.进一步地,当炉槽和安装区为方形时,温度传感器的数量和分布位置具体为:
16.当炉槽尺寸<第一设定尺寸,和/或熔锡量<第一设定量时,温度传感器的数量至少为3,其中一温度传感器位于安装区的几何中心,另两个温度传感器分别位于安装区体对角线的两端;
17.当第一设定尺寸≤炉槽尺寸<第二设定尺寸,和/或第一设定量≤熔锡量<第二设定量时,温度传感器的数量至少为5,其中一温度传感器位于安装区的几何中心,其中两个温度传感器分别位于安装区顶面对角线的两端,另两个温度传感器分别位于安装区底面对角线的两端,且位于顶面对角线和底面对角线上的温度传感器两两相对设置;
18.当第二设定尺寸≤炉槽尺寸<第三设定尺寸,和/或第二设定量≤熔锡量<第三设定量时,温度传感器的数量至少为9,其中一温度传感器位于安装区的几何中心,其中四个温度传感器分别位于安装区顶面的四端,另四个温度传感器分别位于安装区底面的四端;
19.当第三设定尺寸≤炉槽尺寸,和/或第三设定量≤熔锡量时,温度传感器的数量至少为10,其中一温度传感器位于安装区的几何中心,其中四个温度传感器分别位于安装区顶面的四端,另四个温度传感器分别位于安装区底面的四端;以略小于炉槽尺寸的三分之一为尺寸、以安装区的几何中心为几何中心构建中心测温区,另一温度传感器设于所述中心测温区的任一顶点。
20.进一步地,所述安装区顶面和底面上的温度传感器与炉槽内壁之间的距离≥该内壁对应边长的1/10,所述安装区顶面上的温度传感器与炉槽内液面之间的距离≥炉槽高度的1/10,所述安装区底面上的温度传感器与炉槽底面之间的距离≥炉槽高度的1/10。
21.进一步地,当炉槽和安装区为圆形时,温度传感器的数量和分布位置具体为:
22.当炉槽直径≤设定直径,和/或熔锡量≤第四设定量时,温度传感器的数量至少为2,其中一温度传感器位于安装区顶面圆心,另一温度传感器位于安装区底面圆心;
23.当设定直径<炉槽直径,和/或第四设定量<熔锡量时,温度传感器的数量至少为5,其中一温度传感器位于安装区顶面圆心,一温度传感器位于安装区底面圆心,一温度传感器位于安装区顶面圆周,一温度传感器位于安装区中间面圆周,另一温度传感器位于安装区底面圆周,相邻圆周上的两个温度传感器之间的夹角相等且≥90
°
,圆周上的三个温度传感器不在同一直线上;
24.或者,当第一设定直径<炉槽直径,和/或第一设定量<熔锡量时,温度传感器的数量至少为5,其中一温度传感器位于安装区顶面圆心,一温度传感器位于安装区底面圆心,一温度传感器位于安装区中间面圆心,一温度传感器位于安装区顶面圆周,另一温度传感器位于安装区底面圆周,且圆周上的两个温度传感器之间的夹角≥180
°
。
25.进一步地,所述安装区中间面圆心与安装区顶面圆心之间的距离等于所述安装区中间面圆心与安装区底面圆心之间的距离。
26.进一步地,所述安装区顶面圆心的温度传感器与炉槽液面之间的距离≥炉槽高度
的1/10,安装区底面圆心的温度传感器与炉槽底面之间的距离≥为炉槽高度的1/10,圆周上的温度传感器与炉槽内壁之间的距离≥炉槽直径的1/10。
27.基于同一发明构思,本发明还提供一种对恒温焊锡炉进行校准的方法,包括以下步骤:
28.将焊锡条置于炉槽内加热熔解直至完全熔化;
29.根据炉槽的形状、尺寸和/或熔锡量确定温度传感器的数量和分布位置;
30.根据温度传感器的数量和分布位置,将每个温度传感器安装在测温架的安装区的对应位置,并将每个所述温度传感器与多通道温度记录仪相连;
31.将安装好温度传感器的测温架置于炉槽内;
32.设置焊锡炉的温度为设定温度;
33.在炉温达到当前设定温度之前,连续记录多通道温度记录仪的温度采集值;当炉温达到当前设定温度并稳定一定时间后,连续记录多通道温度记录仪的温度采集值;炉温再次稳定一定时间后,再次连续记录多通道温度记录仪的温度采集值;
34.设置焊锡炉的温度为下一个设定温度,重复连续记录温度采集值的步骤,直到完成不同设定温度下温度采集值的记录,得到不同设定温度下的温度采集值;
35.对多通道温度记录仪和温度传感器进行校准,得到多通道温度记录仪和温度传感器的校准值,根据所述校准值对不同设定温度下的温度采集值进行校准,得到不同设定温度下校准后的温度采集值;
36.根据不同设定温度下校准后的温度采集值计算焊锡炉在不同设定温度下的温度偏差、温度波动度、温度均匀度和温度过冲量。
37.进一步地,所述温度偏差包括温度上偏差和温度下偏差,所述温度上偏差的计算公式为:
38.δt
max
=t
max-ts39.所述温度下偏差的计算公式为:δt
min
=t
min-ts;
40.所述温度波动度的计算公式为:δtj=t
jmax-t
jmin
;
41.所述温度均匀度的计算公式为:
42.所述温度过冲量的计算公式为:δto=|t-ts|-|δt|;
43.其中,δt
max
为设定温度ts下的温度上偏差,δt
min
为设定温度ts下的温度下偏差,t
max
为设定温度ts下在炉温稳定后的连续记录中所有测温点中的最高温度采集值,t
min
为设定温度ts下在炉温稳定后的连续记录中所有测温点中的最低温度采集值,δtj为第j个测温点的温度波动度,t
jmax
为在炉温稳定后的连续记录中第j个测温点的最高温度采集值,t
jmin
为在炉温稳定后的连续记录中第j个测温点的最低温度采集值,δtu为温度均匀度,t
imax
为在炉温稳定后的第i次记录中所有测温点中的最高温度采集值,t
imin
为在炉温稳定后的第i次记录中所有测温点中的最低温度采集值,n为炉温稳定后的记录次数,δto为设定温度ts下的温度过冲量,t为炉温上升至设定温度ts过程中所有测温点中的最高温度采集值,δt为焊锡炉温度允许偏差值。
44.有益效果
45.与现有技术相比,本发明的优点在于:
46.本发明所提供的一种恒温焊锡炉校准装置及方法,根据炉槽的形状、尺寸和/或熔锡量确定温度传感器的数量和分布位置,在炉槽内同时布置多个温度传感器,实现炉温多点同时测量,大大提高了测温效率;本发明采用多点同时测量方式,无需移动温度传感器,避免了单点测温时测温探头移动影响焊锡温度均匀性的问题;利用本发明恒温焊锡炉校准装置既可以在焊锡炉使用前进行周期性校准,又可以在焊锡炉使用时进行同步监测,能及时发现局部温度突变情况,避免了焊接质量的下降或器件的损坏。
附图说明
47.为了更清楚地说明本发明的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一个实施例,对于本领域普通技术人员来说,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
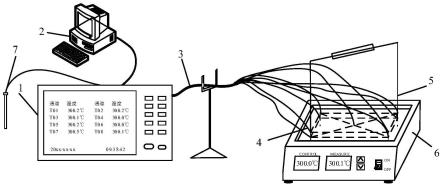
48.图1是本发明实施例1中恒温焊锡炉校准装置的结构示意图;
49.图2是本发明实施例1中方形炉槽时单个安装区及温度传感器的分布位置图;
50.图3是本发明实施例1中大型方形炉槽时单个安装区及温度传感器的分布位置图;
51.图4是本发明实施例1中大型方形炉槽时多个安装区拼接及温度传感器的分布位置图;
52.图5是本发明实施例1中温度传感器在安装区的安装方式示意图;
53.图6是本发明实施例2中圆形炉槽时单个安装区及温度传感器的分布位置图。
54.其中,1-多通道温度记录仪,2-计算机,3-补偿导线,4-温度传感器,5-测温架,51-手持部,52-安装区,53-椭圆形通孔,6-被测焊锡炉,7-补偿温度传感器。
具体实施方式
55.下面结合本发明实施例中的附图,对本发明中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动的前提下所获得的所有其他实施例,都属于本发明保护的范围。
56.下面以具体地实施例对本技术的技术方案进行详细说明。下面这几个具体的实施例可以相互结合,对于相同或相似的概念或过程可能在某些实施例不再赘述。
57.实施例1
58.如图1所示,本发明实施例所提供的一种恒温焊锡炉校准装置,包括多通道温度记录仪1、具有安装区52的测温架5以及设于安装区52的多个温度传感器4;安装区52及多个温度传感器4设于炉槽中间,且安装区52的形状与炉槽的形状相似;每个温度传感器4的冷端分别与多通道温度记录仪1的输入端连接;温度传感器4的数量和分布位置由炉槽的形状、尺寸和/或熔锡量确定。
59.在本发明的一种具体实施方式中,当炉槽和安装区52为方形时,温度传感器4的数量和分布位置具体为:
60.当炉槽尺寸<第一设定尺寸,和/或熔锡量<第一设定量时,温度传感器4的数量
为3,其中一温度传感器位于安装区52的几何中心,另两个温度传感器分别位于安装区52体对角线的两端。
61.本实施例中,第一设定尺寸为200mm
×
150mm(长
×
宽),第一设定量为10kg。如图2所示,由abcdefgh构成测温架5的方形安装区52,其中点o为方形安装区52的几何中心,点a、点b、点c、点d、点e、点f、点g、点h分别为方形安装区52的顶点;当炉槽尺寸<200mm
×
150mm,和/或熔锡量<10kg时,其中一个温度传感器设于安装区52的几何中心(即点o),另外两个温度传感器分别设于安装区52体对角线的两端,即点a和点g,或b和点h,或c和点e,或d和点f。
62.当第一设定尺寸≤炉槽尺寸<第二设定尺寸,和/或第一设定量≤熔锡量<第二设定量时,温度传感器4的数量为5,其中一温度传感器位于安装区52的几何中心,其中两个温度传感器分别位于安装区52顶面对角线的两端,另两个温度传感器分别位于安装区52底面对角线的两端,且位于顶面对角线和底面对角线上的温度传感器4两两相对设置。
63.本实施例中,第二设定尺寸为400mm
×
350mm(长
×
宽),第二设定量为30kg。如图2所示,当200mm
×
150mm≤炉槽尺寸<400mm
×
350mm,和/或10kg≤熔锡量<30kg时,其中一温度传感器位于安装区52的几何中心(即点o),其中两个温度传感器分别位于安装区52顶面对角线的两端(即点a和点c,或点b和点d),另两个温度传感器分别位于安装区52底面对角线的两端(即点e和点g,或点f和点h),且位于顶面对角线和底面对角线上的温度传感器两两相对设置。示例性的,当安装区52顶面上的两个温度传感器在点a和点c时,安装区52底面上的两个温度传感器则分别在点f和点h,使点a、点c、点f和点h上的温度传感器均为两两相对设置,例如点a和点h上的温度传感器4相对设置,点c和点h上的温度传感器相对设置。
64.当第二设定尺寸≤炉槽尺寸<第三设定尺寸,和/或第二设定量≤熔锡量<第三设定量时,温度传感器4的数量为9,其中一温度传感器位于安装区52的几何中心,其中四个温度传感器分别位于安装区52顶面的四端,另四个温度传感器分别位于安装区52底面的四端。
65.本实施例中,第三设定尺寸为500mm
×
400mm(长
×
宽),第三设定量为50kg。如图2所示,当400mm
×
350mm≤炉槽尺寸<500mm
×
400mm,和/或30kg≤熔锡量<50kg时,其中一温度传感器位于安装区52的几何中心(即点o),其中四个温度传感器分别位于安装区52顶面的四端(即点a、点b、点c和点d),另四个温度传感器分别位于安装区52底面的四端(即点e、点f、点g、点h)。
66.当第三设定尺寸≤炉槽尺寸,和/或第三设定量≤熔锡量时,温度传感器4的数量为10,其中一温度传感器位于安装区52的几何中心,其中四个温度传感器分别位于安装区52顶面(或拼接顶面)的四端,另四个温度传感器分别位于安装区52底面(或拼接底面)的四端;以略小于炉槽长度的三分之一为长、以略小于炉槽宽度的三分之一为宽、以略小于炉槽高度为高、以安装区52的几何中心为几何中心构建中心测温区,另一温度传感器设于所述中心测温区的任一顶点。
67.如图3所示,以安装区52长度的三分之一为长、以安装区52宽度的三分之一为宽、以安装区52高度为高、以安装区52的几何中心o为几何中心o构建中心测温区a0b0c0d0e0f0g0h0,当500mm
×
400mm≤炉槽尺寸,和/或50kg≤熔锡量时,其中一温度传感器位于安装区52的几何中心(即点o),其中四个温度传感器分别位于安装区52顶面的四端(即点
a、点b、点c和点d),另四个温度传感器分别位于安装区52底面的四端(即点e、点f、点g、点h),另一个温度传感器设于中心测温区的任一顶点a0或b0或c0或d0或e0或f0或g0或h0。还可以根据实际使用环境和校准需求,在中心测温区的剩余顶点处增设温度传感器。
68.在焊锡炉温度校准或测量前,根据炉槽尺寸定制合适的测温架5的安装区52,不同尺寸型号的炉槽使用单个尺寸略小于该炉槽的安装区52,对于大型尺寸的炉槽可以利用多个安装区52进行拼接使用。示例性的,当500mm
×
400mm≤炉槽尺寸,和/或50kg≤熔锡量时,可以利用5个安装区52拼接使用,每个测温架5的的安装区52的尺寸略小于炉槽尺寸的三分之一,如图4所示。由5个小尺寸的安装区52拼接使用于大尺寸炉槽内,其中一温度传感器位于安装区52的几何中心(即点o),其中四个温度传感器分别位于安装区52拼接顶面的四端(即点a1、点b2、点c3和点d4),另四个温度传感器分别位于安装区52拼接底面的四端(即点e1、点f2、点g3、点h4),另一个温度传感器设于中心安装区52(即中心测温区)的任一顶点a0或b0或c0或d0或e0或f0或g0或h0。
69.在本发明的一种具体实施方式中,安装区52顶面和底面上的温度传感器(即点a、点b、点c、点d、点e、点f、点g、点h处的温度传感器)与炉槽内壁之间的距离为该内壁对应边长的1/10,安装区52顶面上的温度传感器(即点a、点b、点c、点d处的温度传感器)与炉槽内液面之间的距离为炉槽高度的1/10,安装区52底面上的温度传感器(即点e、点f、点g、点h处的温度传感器)与炉槽底面之间的距离为炉槽高度的1/10。示例性的,点a处的温度传感器与炉槽宽度方向的内壁之间的距离为炉槽宽度的1/10,与炉槽长度方向的内壁之间的距离为炉槽长度的1/10,点a处的温度传感器与炉槽内液面之间的距离为炉槽高度的1/10,点e处的温度传感器与炉槽底面之间的距离为炉槽高度的1/10。
70.对于方形炉槽,其加热管一般位于炉槽底部,炉槽底部温度条件的改变对炉槽内温度场影响程度最大。焊锡炉控温过程中,热量由炉槽底部传导至液面,靠近液面顶部由于距离加热管最远及受到外界环境温度的影响,其温度较低;同时炉槽内侧壁有隔热层向外传导一部分热量,其温度略有变化。因此,在靠近液面顶部四端(即点a、点b、点c、点d)及炉槽底部四端(即点e、点f、点g、点h)布置8个温度传感器,即可得到整个恒温焊锡炉内靠近边缘附近的温度场分布,此时只需在焊锡炉几何中心布置1个温度传感器,即可得到整个焊锡炉内温度梯度分布,若焊锡炉某一区域加热管故障,炉内温度发生突变,则该处温度场温度梯度则会由温度传感器实时测出。
71.在本发明的一种具体实施方式中,在测温架5上设有手持部51,便于测量前和测量后测温架5的整体移动和拿取。测温架5的安装区52采用耐高温、耐腐蚀的钛合金材料
72.在本发明的一种具体实施方式中,如图5所示,在安装区52每个温度传感器4的对应安装处设置椭圆形通孔53,椭圆形通孔53内壁为锯齿状,具有一定摩擦力,温度传感器倾斜插于椭圆形通孔53处,便于温度传感器在安装区52的固定安装。
73.在本发明的一种具体实施方式中,每个温度传感器4的冷端通过补偿导线3与多通道温度记录仪1连接。补偿导线3与温度传感器4的材质相同,补偿导线3长度大于1.5m,通过补偿导线3既可以实现远程温度测量,又可以延长温度传感器4的冷端,使温度传感器4的冷端不受炉温影响,提高了温度测量精度。
74.在本发明的一种具体实施方式中,每个温度传感器4均选用k型或n型铠装热电偶,铠装材质为钛合金或不锈钢,具有耐高温、耐腐蚀性、稳定性好的优势。
75.在本发明的一种具体实施方式中,装置还包括与多通道温度记录仪1连接的补偿温度传感器7,补偿温度传感器7用于检测环境温度,多通道温度记录仪1根据环境温度对温度传感器4的实际采集值进行补偿,具体补偿方式可以参见廉金属热电偶校准规范。本实施例中,多通道温度记录仪1选择外置补偿温度传感器7以实现温度传感器4的冷端补偿。
76.在本发明的一种具体实施方式中,装置还包括通过usb接口与多通道温度记录仪1连接的计算机2,通过计算机2可以控制多通道温度记录仪1实时远端监测多个温度传感器4。
77.实施例2
78.如图1所示,本发明实施例所提供的一种恒温焊锡炉6校准装置,包括多通道温度记录仪1、具有安装区52的测温架5以及设于安装区52的多个温度传感器4;安装区52及多个温度传感器4设于炉槽中间,且安装区52的形状与炉槽的形状相似;每个温度传感器4的冷端分别与多通道温度记录仪1的输入端连接;温度传感器4的数量和分布位置由炉槽的形状、尺寸和/或熔锡量确定。
79.在本发明的一种具体实施方式中,当炉槽和安装区52为圆形时,温度传感器4的数量和分布位置具体为:
80.当炉槽直径≤设定直径,和/或熔锡量≤第四设定量时,温度传感器4的数量为2,其中一温度传感器位于安装区52顶面圆心,另一温度传感器位于安装区52底面圆心。
81.本实施例中,设定直径为100mm,第四设定量为3kg。如图6所示,由o1o2o3构成测温架5的圆形安装区52,其中点o1为顶面圆心,o3为底面圆心,o2为中间面圆心。当炉槽直径≤100mm,和/或熔锡量≤3kg时,其中一温度传感器位于安装区52顶面圆心o1,另一温度传感器位于安装区52底面圆心o3。
82.当设定直径<炉槽直径,和/或第四设定量<熔锡量时,温度传感器4的数量为5,其中一温度传感器位于安装区52顶面圆心,一温度传感器位于安装区52底面圆心,一温度传感器位于安装区52顶面圆周,一温度传感器位于安装区52中间面圆周,另一温度传感器位于安装区52底面圆周,相邻圆周上的两个温度传感器4之间的夹角相等且≥90
°
,圆周上的三个温度传感器不在同一直线上。
83.如图6所示,当100mm<炉槽直径,和/或3kg<熔锡量时,其中一温度传感器位于安装区52顶面圆心o1,一温度传感器位于安装区52底面圆心o3,一温度传感器位于安装区52顶面圆周点i,一温度传感器位于安装区52中间面圆周点j,另一温度传感器位于安装区52底面圆周点k,点i和点j上的两个温度传感器之间的夹角θ≥90
°
,点j和点k上的两个温度传感器之间的夹角θ≥90
°
,点i、点j和点k上的三个温度传感器不在同一直线上。
84.或者,当100mm<炉槽直径,和/或3kg<熔锡量时,,温度传感器4的数量为5,其中一温度传感器位于安装区52顶面圆心o1,一温度传感器位于安装区52底面圆心o3,一温度传感器位于安装区52中间面圆心o2,一温度传感器位于安装区52顶面圆周点i,另一温度传感器位于安装区52底面圆周点k,且点i和点k上的两个温度传感器之间的夹角≥180
°
。
85.对于圆形炉槽,其加热管一般位于炉槽底部及侧壁,炉槽底部及侧壁温度条件的改变对炉内温度场影响程度相同。焊锡炉控温过程中,热量由底部和侧壁传导至焊锡炉中心,靠近液面顶部由于距离加热管最远及受到外界环境温度的影响,其温度较低。因实际焊锡过程中元器件是直接放置在焊锡炉中心,因此,对于体积较小的圆形焊锡炉只需焊锡炉
中心轴的底部和顶部两层布置2个温度传感器,得到焊锡炉底部向顶部温度梯度分布,若侧壁某位置发生温度突变,能很快由温度传感器实时测出。对于体积较大的圆形焊锡炉,在外侧布置夹角不小于90
°
的温度传感器,即可估算出侧壁到中心的温度梯度。
86.在本发明的一种具体实施方式中,安装区52中间面圆心o2与安装区52顶面圆心o1之间的距离等于安装区52中间面圆心o2与安装区52底面圆心o3之间的距离。
87.在本发明的一种具体实施方式中,安装区52顶面圆心o1处的温度传感器与炉槽液面之间的距离为炉槽高度的1/10,安装区52底面圆心o3处的温度传感器与炉槽底面之间的距离为炉槽高度的1/10,点i、点j和点k处的温度传感器与炉槽内壁之间的距离为炉槽直径的1/10。
88.实施例3
89.恒温焊锡炉的校准可以是使用前的周期性校准,以检测焊锡炉加热是否正常,也可以是使用过程中的在线校准,以在其工作时进行加热状态的在线监测,本发明实施例提供一种对恒温焊锡炉进行校准的方法,包括以下步骤:
90.步骤1:在空载状态下,将足量的焊锡条置于焊锡炉的炉槽内加热熔解直至完全熔化。本实施例中,熔锡温度设置为250℃。
91.步骤2:根据炉槽的形状、尺寸和/或熔锡量确定温度传感器的数量和分布位置。温度传感器的数量和分布位置的具体确定方法如实施例1和实施例2所述。
92.步骤3:根据温度传感器的数量和分布位置,将每个温度传感器安装在测温架的安装区的对应位置,并将每个温度传感器与多通道温度记录仪的输入端相连。
93.步骤4:待焊锡条完全熔化后,将安装好温度传感器的测温架置于炉槽中间,保证安装区的温度传感器与炉槽之间的距离满足实施例1和实施例2所述的距离要求,即至少为对应边长或高度的1/10。
94.步骤5:设置焊锡炉的温度为设定温度,以在不同设定温度下采集各个温度传感器(或各个测温点)的温度值。
95.通常设定温度从低到高依次设置,例如设定温度依次为280℃、300℃、320℃
……
等温度点。本步骤中,第一个设定温度为280℃。
96.步骤6:在炉温达到当前设定温度之前,连续记录多通道温度记录仪的温度采集值,每2min记录一次各测温点的温度采集值;
97.当炉温达到当前设定温度并稳定一定时间(例如30min)后,连续记录多通道温度记录仪的温度采集值,每2min记录一次各测温点的温度采集值,共记录30次;
98.炉温再次稳定一定时间(例如60min)后,再次连续记录多通道温度记录仪的温度采集值,每2min记录一次各测温点的温度采集值,共记录30次。
99.当设定温度为280℃时,则得到设定温度为280℃时炉温达到设定温度前各测温点的温度采集值、以及炉温稳定后各测温点的60次温度采集值。
100.步骤7:设置焊锡炉的温度为下一个设定温度,重复步骤6,直到完成不同设定温度下温度采集值的记录,得到不同设定温度下的温度采集值。在整个温度采集值的测量过程中,测温架保持不动,即温度传感器保持不动。
101.步骤8:对多通道温度记录仪和温度传感器进行校准,得到多通道温度记录仪和温度传感器的校准值,根据校准值对不同设定温度下的温度采集值进行校准,得到不同设定
温度下校准后的温度采集值。
102.将多通道温度记录仪和温度传感器送至专业校准机构,由专业校准机构对多通道温度记录仪和温度传感器进行校准,得到多通道温度记录仪和温度传感器的校准值。
103.步骤9:根据不同设定温度下校准后的温度采集值计算焊锡炉在不同设定温度下的温度偏差、温度波动度、温度均匀度和温度过冲量。
104.温度偏差包括温度上偏差和温度下偏差,温度上偏差的计算公式为:δt
max
=t
max-ts;
105.温度下偏差的计算公式为:δt
min
=t
min-ts;
106.温度波动度的计算公式为:δtj=t
jmax-t
jmin
;
107.温度均匀度的计算公式为:
108.温度过冲量的计算公式为:δto=|t-ts|-|δt|;
109.其中,δt
max
为设定温度ts下的温度上偏差,δt
min
为设定温度ts下的温度下偏差,t
max
为设定温度ts下在炉温稳定后的连续记录(例如60次记录)中所有测温点中的最高温度采集值,t
min
为设定温度ts下在炉温稳定后的连续记录(例如60次记录)中所有测温点中的最低温度采集值,δtj为第j个测温点的温度波动度,t
jmax
为在炉温稳定后的连续记录(例如60次记录)中第j个测温点的最高温度采集值,t
jmin
为在炉温稳定后的连续记录(例如60次记录)中第j个测温点的最低温度采集值,δtu为温度均匀度,t
imax
为在炉温稳定后的第i次记录中所有测温点中的最高温度采集值,t
imin
为在炉温稳定后的第i次记录中所有测温点中的最低温度采集值,n为炉温稳定后的记录次数(例如60),δto为设定温度ts下的温度过冲量,t为炉温上升至设定温度ts过程中所有测温点中的最高温度采集值,δt为焊锡炉温度允许偏差值。
110.焊锡炉在不同设定温度下的温度偏差、温度波动度、温度均匀度和温度过冲量即为焊锡炉的实际温度校准值。
111.本发明温度传感器的数量、分布位置以及炉温稳定后测试时间的选择均充分考虑了焊锡炉的实际使用需求(即焊锡炉长期工作需求),通常温度偏差、温度均匀度应小于5℃,温度波动度应小于2℃,温度过冲量应小于10℃。
112.本发明与单点温度测量相比,可以实时测量焊锡炉内温度场并估算出温度梯度,能够以最少的温度传感器获取较高精度的炉内温度场分布情况。本发明可以根据炉槽尺寸和实际精度需求增减温场中心温度传感器数量,以获取整个焊锡炉的温度分布梯度。
113.以上所揭露的仅为本发明的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,可轻易想到变化或变型,都应涵盖在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1