一种出钢机的零位标定方法与流程
1.本发明涉及出钢机技术领域,特别是涉及一种出钢机的零位标定方法。
背景技术:
2.出钢机位于加热炉出炉侧正前方,是用于将加热炉内加热好的板坯托出并平稳地放在出炉辊道上的装置,可以根据不同长度的板坯进行单排出料或双排料。托钢式出钢机,通过出钢臂伸进加热炉,将炉内的板坯进行拖出,出钢臂上设有用于放置板坯的垫块,垫块的宽度会出现大于板坯的宽度的情况,因此在拖出板坯时,保证垫块不托到后面第二块板坯,又能安全的托第一块板坯,所以将托钢机垫块中心线进行调整,方便所以板坯均能正常托出加热炉
3.目前对于板坯在出钢臂上位置的确定,主要通过零位标定,现加热炉出钢机零位标定方法粗放,是将出钢臂退至机械后位(即机械臂收入保护罩内),然后将该位置作为出钢机的零位,这样标定容易损坏出钢臂齿轮,而且精度不高,容易造成出钢过程出现掉钢、板坯位置偏移辊道中心线的事故,存在较大安全隐患。
技术实现要素:
4.鉴于以上所述现有技术的缺点,本发明的目的在于提供一种出钢机的零位标定方法,用于解决现有技术中出钢机使用时,零位标定精准度不高,存在安全隐患的问题。
5.为实现上述目的及其他相关目的,本发明提供一种出钢机的零位标定方法包括:
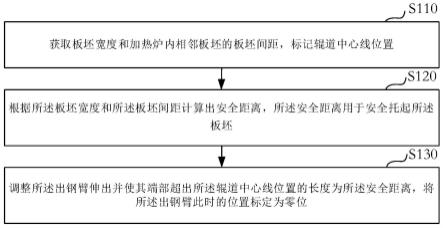
6.获取板坯宽度和加热炉内相邻板坯的板坯间距,标记辊道中心线位置;
7.根据所述板坯宽度和所述板坯间距计算出安全距离,所述安全距离用于安全托起所述板坯;
8.调整出钢臂伸出并使其端部超出所述辊道中心线位置的长度为所述安全距离,将所述出钢臂此时的位置标定为零位。
9.可选地,调整出钢臂伸出并使其端部超出所述辊道中心线位置的长度为所述安全距离,将所述出钢臂此时的位置标定为零位之后,包括:
10.所述出钢臂在所述零位时,在所述出钢臂上以保护罩前端为起点向加热炉所在的方向延伸标定距离,所述标定距离为0-4m,所述标定距离的终点标记为标定位。
11.可选地,所述出钢臂在所述零位时,在所述出钢臂上以保护罩前端为起点向加热炉所在的方向延伸标定距离,所述标定距离为0-4m,所述标定距离的终点标记为标定位,包括:
12.所述标定距离为0.5-2m,在所述出钢臂标记所述标定位。
13.可选地,所述出钢臂在所述零位时,在所述出钢臂上以保护罩前端为起点向加热炉所在的方向延伸标定距离,所述标定距离为0-4m,所述标定距离的终点标记为标定位,包括:
14.所述标定距离为1m,在所述出钢臂标记所述标定位。
15.可选地,所述出钢臂在所述零位时,在所述出钢臂上以保护罩前端为起点向加热炉所在的方向延伸标定距离,所述标定距离为0-4m,所述标定距离的终点标记为标定位,包括:
16.在所述标定位处设置标定块,所述标定块固定在所述出钢臂上。
17.可选地,所述出钢臂在所述零位时,在所述出钢臂上以保护罩前端为起点向加热炉所在的方向延伸标定距离,所述标定距离为0-4m,所述标定距离的终点标记为标定位,包括:
18.在所述标定位处设置标定块,所述标定块通过焊接的方式固定在所述出钢臂上。
19.可选地,调整出钢臂伸出并使其端部超出所述辊道中心线位置的长度为所述安全距离,将所述出钢臂此时的位置标定为零位之后,包括:
20.在核定所述出钢臂的零位时,测量标定位与保护罩前端的直线长度,若直线长度为所述标定距离,则所述出钢臂在所述零位上。
21.可选地,根据所述板坯宽度和所述板坯间距计算出安全距离,所述安全距离用于安全托起所述板坯,包括:
22.所述出钢臂的前端伸入加热炉的长度为所述安全距离时为取钢位,所述出钢机上设置有编码器,所述编码器对所述出钢臂伸入加热炉的长度进行测量。
23.可选地,根据所述板坯宽度和所述板坯间距计算出安全距离,所述安全距离用于安全托起所述板坯,包括:
24.所述出钢臂位于所述取钢位时,所述安全距离为所述出钢臂的端部与所述板坯宽度上中心线的距离。
25.可选地,所述出钢臂位于所述取钢位时,所述安全距离为所述出钢臂的端部与所述板坯宽度上中心线的距离,包括:
26.所述安全距离为c,所述板坯宽度为w,所述板坯间距为b,所述安全距离的计算方式为w/4<c<w/2+b。
27.上述一种出钢机的零位标定方法所实现的方案中,通过对利用板坯宽度和相邻板坯间距的数值,对安全距离进行计算,实现对板坯的安全托起,并通过安全距离对出钢臂的零位进行标记,将零位的标定进行了量化,提高了标定的精度,操作人员快速掌握标定方法,杜绝因标定问题造成出钢过程中板坯掉落的事故。与现有技术相比,本标定方法能大大提高出钢机零位的标定精度、缩短标定时间,同时避免出钢过程出现掉钢、板坯位置偏移辊道中心线的事故,提高了生产效率。
附图说明
28.图1显示为一示例性实施例示出的一种出钢机的零位标定方法的流程图;
29.图2显示为本发明实施例中出钢机处于零位的结构示意图;
30.图3显示为本发明实施例中出钢机从零位移动至取钢位的结构示意图。
31.实施例中附图标记说明包括:
32.板坯10、出钢臂20、辊道30、保护罩40、激光检测器50。
具体实施方式
33.以下通过特定的具体实例说明本发明的实施方式,本领域技术人员可由本说明书所揭露的内容轻易地了解本发明的其他优点与功效。本发明还可以通过另外不同的具体实施方式加以实施或应用,本说明书中的各项细节也可以基于不同观点与应用,在没有背离本发明的精神下进行各种修饰或改变。
34.以下将参照附图和优选实施例来说明本发明的实施方式,本领域技术人员可由本说明书中所揭露的内容轻易地了解本发明的其他优点与功效。本发明还可以通过另外不同的具体实施方式加以实施或应用,本说明书中的各项细节也可以基于不同观点与应用,在没有背离本发明的精神下进行各种修饰或改变。应当理解,优选实施例仅为了说明本发明,而不是为了限制本发明的保护范围。
35.需要说明的是,以下实施例中所提供的图示仅以示意方式说明本发明的基本构想,遂图式中仅显示与本发明中有关的组件而非按照实际实施时的组件数目、形状及尺寸绘制,其实际实施时各组件的型态、数量及比例可为一种随意的改变,且其组件布局型态也可能更为复杂。
36.在下文描述中,探讨了大量细节,以提供对本发明实施例的更透彻的解释,然而,对本领域技术人员来说,可以在没有这些具体细节的情况下实施本发明的实施例是显而易见的,在其他实施例中,以方框图的形式而不是以细节的形式来示出公知的结构和设备,以避免使本发明的实施例难以理解。
37.图1是本技术的一示例性实施例示出的一种出钢机的零位标定方法的流程图,该方法可以应用于图3所示的出钢机中,应理解的是,该方法也可以应用于其他托钢式出钢机中,并由其它其他托钢式出钢机具体执行,本实施例不对该方法所适用的实施环境和设备进行限制。
38.如图1所示,在一示例性的实施例中,一种出钢机的零位标定方法至少包括步骤s110至步骤s130,详细介绍如下:
39.步骤s210,获取板坯宽度和加热炉内相邻板坯10的板坯间距,标记辊道中心线位置;
40.其中,板坯宽度和板坯间距可通过测量获得,辊道中心线位置通过测量后进行标记。
41.步骤s220,根据所述板坯宽度和所述板坯间距计算出安全距离,所述安全距离用于安全托起所述板坯10;
42.可选的,所述出钢臂20的前端伸入加热炉的长度为所述安全距离时为取钢位,所述出钢机上设置有编码器,所述编码器对所述出钢臂20伸入加热炉的长度进行测量。
43.可选的,所述出钢臂20位于所述取钢位时,所述安全距离为所述出钢臂20的端部与所述板坯宽度上中心线的距离。
44.在具体实施过程中,所述安全距离为c,所述板坯宽度为w,所述板坯间距为b,所述安全距离的计算方式为w/4<c<w/2+b。该安全距离可使出钢臂20位于取钢位时,对板坯10进行托起,使板坯宽度的3/4左右位于出钢臂20上,具体的位于出钢臂20的垫块上,由于板坯10在垫块上的宽度足够,在出钢臂20将板坯10拖出的过程中,就不会出现掉钢事故;又由于板坯10前端部分伸出垫块,在出钢臂20将板坯10拖出至辊道30的时候,便于将板坯10放
在辊道30上。
45.步骤s230,调整所述出钢臂20伸出并使其端部超出所述辊道中心线位置的长度为所述安全距离,将所述出钢臂20此时的位置标定为零位;
46.为了出钢臂20的零位进行测量,可选的,所述出钢臂20在所述零位时,在所述出钢臂20上以保护罩40前端为起点向加热炉所在的方向延伸标定距离,所述标定距离为0-4m,所述标定距离的终点标记为标定位。在实际实施例中所述标定距离为0.5-2m,在所述出钢臂20标记所述标定位,具体的本方案选用所述标定距离为1m。在所述标定位处设置标定块,所述标定块固定在所述出钢臂20上,具体的所述标定块通过焊接的方式固定在所述出钢臂20上。
47.出钢机在标定位固定标定块之后,后续使用过程中若是要核准出钢臂20的零位,可选的,在核定所述出钢臂20的零位时,测量标定位与保护罩40前端的直线长度,若直线长度为所述标定距离,则所述出钢臂20在所述零位上。
48.关于出钢臂20处于零位时,如图3所示,e为出钢臂20前端;f为辊道中心线;d处为设置出标定块的位置;h为出钢臂20的保护罩40前端。对出钢臂20零位的初次标定,首先调整出钢臂20前端e距离辊道中心线f的距离为c,然后在出钢臂20d点位置焊接一块标定块,标定块距出钢臂20保护罩40前端h的距离为1m。对于出钢机使用过程中出钢臂20的日常标定,将标定块d调整至距h处1m的位置,将该位置标定为出钢机零位。
49.出钢机在使用过程中,出钢臂20的行程计算,如图2所示,其中出钢机从零位到取钢位的行程为:st1=s1-s2-m+w/2+c,出钢臂20从取钢位到将板坯10送上出炉辊道中心线的行程为:st2=s1+w/2-m。式中:s1为激光检测器50到出炉辊道中心线的距离,s2为出钢机起始位到出炉辊道中心线的距离,w为板坯宽度,m为板坯10前端距激光检测器50的距离,c为出钢臂20端头过板坯10中心线的安全距离。
50.上述实施例仅例示性说明本发明的原理及其功效,而非用于限制本发明。任何熟悉此技术的人士皆可在不违背本发明的精神及范畴下,对上述实施例进行修饰或改变。因此,举凡所属技术领域中具有通常知识者在未脱离本发明所揭示的精神与技术思想下所完成的一切等效修饰或改变,仍应由本发明的权利要求所涵盖。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1