一种飞机蒙皮阶差测量工具及测量方法与流程
1.本发明涉及航空航天领域,具体涉及一种飞机蒙皮阶差测量工具及测量方法。
背景技术:
2.飞机蒙皮是指包围在飞机骨架结构外且用粘接剂或铆钉固定于骨架上,形成飞机气动力外形的维形构件。飞机蒙皮与骨架所构成的蒙皮结构具有较大承载力及刚度,而自重却很轻,起到承受和传递气动载荷的作用。蒙皮承受空气动力作用后将作用力传递到相连的机身机翼骨架上,受力复杂,加之蒙皮直接与外界接触,所以不仅要求蒙皮材料强度高、塑性好,还要求表面光滑,有较高的抗蚀能力。
3.不论是军用飞机还是民用飞机,都对飞机表面质量的要求越来高,特别是对蒙皮对缝的阶差要求也越来越高。因飞机表面的光滑程度直接影响到飞机的隐身性、结构强度的可靠性、燃油经济性等。一般情况下,设计人员对蒙皮的对缝阶差要求大多低于0.3mm,特殊情况下放宽到0.8mm。
4.本技术人发现现有技术至少仍存在以下技术问题:飞机装配过程中,检验人员在测量飞机蒙皮对缝阶差值时,没有标准化、高效率的工具。检验人员大多通过目测、手摸等形式来判断阶差,特殊情况会借助塞尺加上手摸比对的方式。而塞尺本身是一个较大的平面,对于曲面及渐变的对缝测量不准确,且测量时不同人员预判的结果不一样、测量过程耗费大量时间。
技术实现要素:
5.本发明的目的在于提供一种飞机蒙皮阶差测量工具,以解决现有技术中测量误差大的技术问题。
6.为实现上述目的,本发明提供了一种飞机蒙皮阶差测量工具,包括固定组件和多个测量片,多个所述测量片通过所述固定组件活动连接,所述测量片为矩形,每个所述测量片上均开设有测量槽。
7.进一步的,多个所述测量片分别开设有深度不同的测量槽。
8.进一步的,多个所述测量片从上到下依次叠置,叠置后的多个测量片通过所述固定组件串起。
9.进一步的,相邻两层所述测量片上测量槽的深度差为mm。
10.进一步的,深度最小的所述测量槽其槽深h为0.1mmm,深度最大的所述测量槽其槽深h为1.0mmm。
11.进一步的,所述测量槽的长度为所述测量片长度的一半。
12.进一步的,所述测量片四角均为倒圆角。
13.进一步的,所述固定组件包括连接轴和固定环,所述测量片上远离所述测量槽的一侧开设有连接孔,所述连接轴穿过所述连接孔后两端均通过所述固定环固定。
14.进一步的,所述测量片热处理后的硬度为50-55hrc。
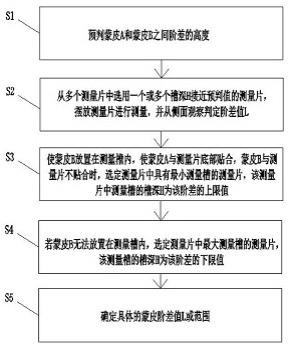
15.本技术还公开一种基于一种飞机蒙皮阶差测量工具的测量方法,包括以下步骤:s1,预判蒙皮a和蒙皮b之间阶差的高度;s2,从多个测量片中选用一个或多个槽深h接近预判值的测量片,摆放测量片进行测量,并从侧面观察判定阶差值l;s3,使蒙皮b放置在测量槽内,使蒙皮a与测量片底部贴合,蒙皮b与测量片不贴合时,选定测量片中具有最小测量槽的测量片,该测量片中测量槽的槽深h为该阶差的上限值;s4,若蒙皮b无法放置在测量槽内,选定测量片中最大测量槽的测量片,该测量槽的槽深h为该阶差的下限值;s5,确定具体的蒙皮阶差值l或范围。
16.基于上述技术方案,本发明具有以下优点:本发明提供的一种飞机蒙皮阶差测量工具及测量方法,本发明的测量值通过为更架精确的阶差值l,测量片检测槽的精确值范围在0.1mm范围内,解决了现有技术中测量误差大的技术问题。
附图说明
17.图1是本发明实施例的结构示意图;图2是本发明实施例的流程示意图;图中:1-测量片;2-测量槽;3-连接孔。
具体实施方式
18.为了更好地了解本发明的目的、结构及功能,下面结合附图,对本发明的一种飞机蒙皮阶差测量工具做进一步详细的描述。
19.在本发明的描述中,需要说明的是,术语“中心”、“纵向”、“横向”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“第一”、“第二”、“第三”仅用于描述目的,而不能理解为指示或暗示相对重要性。
20.需要说明的是,本技术公开的一种飞机蒙皮阶差测量工具及测量方法,是专用于飞机蒙皮的对缝阶差值l的检测。
21.为实现上述目的,本发明提供了一种飞机蒙皮阶差测量工具,包括固定组件和多个测量片1,多个所述测量片1通过所述固定组件活动连接,所述测量片1为矩形,每个所述测量片1上均开设有测量槽2。
22.每个测量片1的厚度优选0.8mm。
23.本发明基于目前国内各飞机机型对蒙皮阶差的技术要求,通过组合测量片1的设计形式,能快速且准确的测量蒙皮对缝阶差值l。
24.进一步的,多个所述测量片1分别开设有深度不同的测量槽2。
25.进一步的,多个所述测量片1从上到下依次叠置,叠置后的多个测量片1通过所述固定组件串起。
26.进一步的,相邻两层所述测量片1上测量槽2的深度差为 mm。测量片1为组合量具,测量范围从0.1mm到1.0mm递增。
27.进一步的,深度最小的所述测量槽2其槽深h为0.1mmm,深度最大的所述测量槽2其槽深h为1.0mmm。
28.值得说明的是,现有技术中的测量判断,检验人员测量不出具体的阶差值l,在借助塞尺和手感的情况下仅能给一个预判的值,且不同人员预判时判定的阶差值l不同。这也造成了操作工人与检验人员争论的集中问题点。本发明的测量值可给定出更为精确的阶差值l,测量片1检测槽的精确值范围在0.1mm范围内。同时,根据不同的应用场景及要求可以将测量片1检测槽的槽深h进一步缩小或增加测量片1数量,使测量值更精确、测量范围更大。另一方面,现有技术中检验人员通过目测、手摸等方式,给定一处蒙皮对缝阶差值l时间至少3分钟。本发明可以通过快速的更换测量片1锁定阶差值l范围,并最终使用两个测量片1给定实际蒙皮阶差的上下限值。测量一处蒙皮对缝阶差值l少于1分钟。还有,产品的返工返修更精确若飞机产品上蒙皮的阶差超差,检验人员在飞机产品上给不出准确的超差部位,如:延对缝蒙皮超差具体的起始点、实际的长度。本发明可以快速测量并标识出飞机蒙皮对缝超差在产品上具体的部位。工人在执行返工返修操作时的针对性更强。
29.测量片1各个表面的粗糙组为0.4。测量片1倒角为r1。
30.进一步的,所述测量槽2的长度为所述测量片1长度的一半。
31.进一步的,所述测量片1四角均为倒圆角。
32.进一步的,所述固定组件包括连接轴和固定环,所述测量片1上远离所述测量槽2的一侧开设有连接孔3,所述连接轴穿过所述连接孔3后两端均通过所述固定环固定。
33.进一步的,所述测量片1热处理后的硬度为50-55hrc。
34.本技术还公开一种基于一种飞机蒙皮阶差测量工具的测量方法,包括以下步骤:s1,预判蒙皮a和蒙皮b之间阶差的高度;s2,从多个测量片1中选用一个或多个槽深h接近预判值的测量片1,摆放测量片1进行测量,并从侧面观察判定阶差值l;s3,使蒙皮b放置在测量槽2内,使蒙皮a与测量片1底部贴合,蒙皮b与测量片1不贴合时,选定测量片1中具有最小测量槽2的测量片1,该测量片1中测量槽2的槽深h为该阶差的上限值;s4,若蒙皮b无法放置在测量槽2内,选定测量片1中最大测量槽2的测量片1,该测量槽2的槽深h为该阶差的下限值;s5,确定具体的蒙皮阶差值l或范围。
35.需要说明的还是,如图2所示,s3-s4,中通过侧面观察,可借助手电筒打光,进而来判定阶差值l,即保证蒙皮a与测量片1贴合的前提下,蒙皮b与测量片1不贴合时,选定的最小测量片1测量槽2的深度值为该阶差的上限值,而测量片1无法卡入蒙皮b时,选定的最大测量片1测量槽2的深度值为该阶差的下限值。
36.可以理解,本发明使通过一些实施例进行描述的,本领域技术人员知悉的,在不脱离本发明的精神和范围情况下,可以对这些特征和实施例进行各种改变或等效替换。另外,在本发明的教导下,可以对这些特征和实施例进行修改以适应具体的情况及材料而不会脱离本发明的精神和范围。因此,本发明不受此处所公开的具体实施例的限制,所有落入本申
请的权利要求范围内的实施例都属于本发明所保护的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1