内曲线液压马达多柱塞组件测试装置及测试方法
1.本发明属于液压马达的关键零部件测试技术领域,尤其涉及一种内曲线液压马达多柱塞组件测试装置及测试方法。
背景技术:
2.内曲线液压马达具有体积小、质量轻、脉动低、启动效率高,并能在很低的转速下稳定工作等优点,在各种低速大转矩的传动装置中广泛应用。内曲线液压马达可以不使用齿轮箱减速而达到较低的转速,节省减速器的费用,使得整个传动装置结构更加紧凑、安装更加方便。
3.内曲线液压马达工作过程中,在高压低速工况下,柱塞组件中的滚柱-柱塞滑动摩擦副常处于混合或者边界润滑状态下,进而导致该滑动摩擦副极易磨损失效。为了分析该滑动摩擦副的失效机理、验证优化改进方案的有效性,需要对该滑动摩擦副进行测试。然而目前常用的测试方法是对马达整体测试,然后对马达进行拆解,观察柱塞组件中的滚柱-柱塞滑动摩擦副磨损情况。然而该方法测试周期长、测试成本高,且马达拆解困难。因此设计一个针对内曲线液压马达中柱塞组件的拟实测试装置对于马达失效分析和优化设计具有重要意义。
技术实现要素:
4.本发明的目的是为了解决现有技术的不足,提供一种内曲线液压马达多柱塞组件的测试装置及测试方法。
5.本发明的目的是通过以下技术方案来实现的:一种内曲线液压马达多柱塞组件测试装置,该装置包括:拨盘、驱动轴、缸体、中心轴、缸体底座、电机和转速转矩传感器;电机、转速转矩传感器、驱动轴依次同轴连接,并且驱动轴穿过缸体底座中心并与缸体底座转动连接;所述缸体底座上沿周向均布安装有n个缸体;所述中心轴的一侧穿过缸体并与缸体转动连接,另一侧固定在缸体底座上;所述拨盘安装在缸体底座上,并且能够绕缸体底座的驱动轴安装孔转动,拨盘上绕圆周均匀的分布有n个拨盘卡槽,每个缸体底部具有一个缸体凸起,每个缸体凸起卡在对应位置的拨盘卡槽中,与拨盘卡槽滑动连接,转动拨盘时,n个拨盘卡槽通过缸体凸起拨动n个缸体同时绕n个缸体各自的中心轴同步旋转,以改变驱动轴与缸体上的柱塞组件之间的压力角;所述缸体上安装有固定螺栓,用于在进行测试时将缸体固定在缸体底座上,以限制缸体的转动;所述缸体上有柱塞孔,待测试的柱塞组件安装在柱塞孔中。
6.进一步地,所述缸体底座上,对应每个缸体底部的位置均具有弧形滑槽,弧形滑槽中心圆弧线的圆心在对应缸体中心轴的轴线上,缸体上的固定螺栓穿过滑槽,当缸体转动
时,固定螺栓在滑槽内滑动。
7.进一步地,n个缸体中心轴绕缸体底座上的驱动轴安装孔均匀分布,且n个中心轴与驱动轴安装孔之间的距离相等。
8.进一步地,所述压力角为驱动轴中心与柱塞组件中的滚柱中心的连线与柱塞轴线之间所夹锐角,压力角表示驱动轴作用在滚柱上的力的方向。
9.另一方面,本发明还提供了一种内曲线液压马达多柱塞组件测试方法,该方法具体包括如下步骤:(1)拧松n个缸体上面的固定螺栓,将待测试的n个缸体的柱塞组件安装到缸体的柱塞孔中,使柱塞组件中的滚柱的中心轴线平行于驱动轴的中心轴线;(2)转动拨盘,拨盘驱动个n个缸体绕各自的中心轴同步旋转,将驱动轴与滚柱之间的压力角调整到所需值,拨盘调整完毕后拧紧固定螺栓将n个缸体固定在缸体底座上;(3)通过油口接头向缸体上的柱塞腔供应液压油,柱塞在液压油的作用下,将滚柱压在驱动轴上,改变液压油的压力以改变滚柱和驱动轴之间作用力的大小,调节液压油温度到所需值;(4)通过电机带动驱动轴旋转,驱动轴进而驱动滚柱旋转,调节电机的转速,改变柱塞组件中滚柱的转速;(5)通过温度压力传感器监测缸体的柱塞腔内液压油的压力、温度变化,通过转速转矩传感器记录柱塞组件中滚柱和柱塞之间摩擦力矩的变化,测试结束后,对比柱塞组件中滚柱和柱塞之间滑动摩擦副的磨损程度和转速转矩传感器记录的摩擦力大小,摩擦力小、磨损程度轻的柱塞组件更优。
10.本发明的有益之处为:本发明提出的内曲线液压马达多柱塞组件测试装置可对多个柱塞组件同时进行测试,因此可以对比测试柱塞或者滚柱的不同结构、材料、涂层等对滚柱与柱塞之间滑动摩擦副磨损状态的影响;通过转动拨盘可以同步旋转每个缸体,进而同步改变各个缸体上待测试柱塞组件的压力角,并保证各个柱塞组件上的压力角相同(力的作用方向相同);同时测试和相同的压力角保证了各个待测试柱塞组件的测试条件相同,因此对比测试的结果更加准确、可信。同时,测试过程中由于缸体及其柱塞组件是围绕驱动轴均匀分布的,且各个柱塞组件上的压力角相等,因此所有待测试柱塞组件作用在驱动轴上的力处于平衡状态,大大提高了该测试装置的使用寿命。此外,通过改变柱塞组件压力角、液压油压力和温度、滚柱旋转速度,可以较为真实的模拟马达不同工况下柱塞组件的运行状态。而且,相比于对整个马达进行测试和拆解,该测试装置中的柱塞组件的安装和拆卸更容易,测试过程更简单,测试时间成本更低。
附图说明
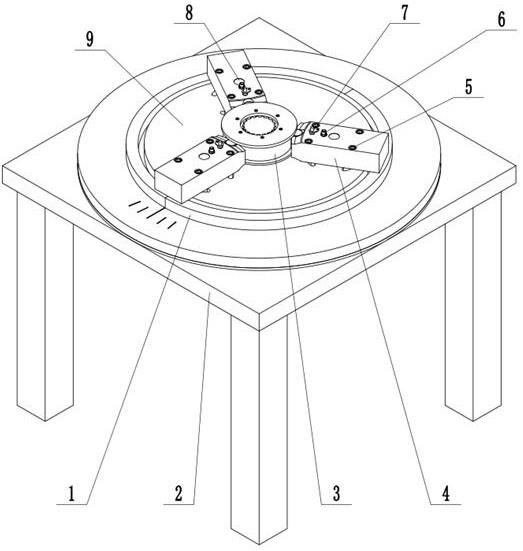
11.图1 为内曲线液压马达多柱塞组件测试装置轴测图。
12.图2 为缸体底座和拨盘的轴测视图。
13.图3 为内曲线液压马达多柱塞组件测试装置左视图。
14.图4 为拨盘转动0度时的内曲线液压马达多柱塞组件测试装置俯视图。
15.图5 为拨盘转动θ度时的内曲线液压马达多柱塞组件测试装置俯视图。
16.图6 为待测试的柱塞组件轴测视图。
17.图7 为三种表面强化工艺制备的柱塞。
18.图8 为图7中三种柱塞经过本发明所述的测试装置进行对比测试后的结果。
19.附图中的标记为:1-拨盘、2-支架、3-驱动轴、4-缸体、4.1-缸体凸起、5-固定螺栓、6-油口接头、7-传感器、8-中心轴、9-缸体底座、10-电机、11转速转矩传感器、12-柱塞组件、12.1-滚柱、12.2-柱塞、13-旋转中心孔、14-指示刻度、15-滑槽、16-驱动轴安装孔、17-拨盘卡槽。
具体实施方式
20.为了更清楚地说明本发明实施例,下面结合附图和具体实施例对本发明作进一步阐述。
21.如图1所示,本发明提出的内曲线液压马达多柱塞组件测试装置,具体为内曲线液压马达的三柱塞组件测试装置,其包括:拨盘1、支架2、驱动轴3、缸体4、固定螺栓5、油口接头6、温度压力传感器7、中心轴8、缸体底座9、电机10、转速转矩传感器11;如图1和图2所示,所述缸体底座9固定在支架2上,缸体底座9上有驱动轴安装孔16,驱动轴安装孔16与缸体底座9同轴心,驱动电机10、转速转矩传感器11、驱动轴3依次同轴连接,并且驱动轴3穿过驱动轴安装孔16;如图2所示,所述缸体底座9有圆柱形台阶结构,且圆柱形台阶的中心轴线与驱动安装孔16的中心轴线重合;圆柱形台阶上有三个旋转中心孔13,三个旋转中心孔13绕驱动轴安装孔16均匀分布;三个旋转中心孔13与驱动安装孔16之间的距离均相等;如图1和图3所示,缸体底座9的圆柱形台阶上安装有三个缸体4;所述中心轴8一端穿过缸体4,缸体4可绕中心轴8旋转;一端插在缸体底座9上的旋转中心孔13;三个缸体4分别对应三个旋转中心孔13和三个中心轴8。
22.如图2所示,所述拨盘1安装在缸体底座9上,缸体底座9上的圆柱形台阶穿过拨盘1,拨盘1上等间距分布有三个拨盘卡槽17,三个拨盘卡槽17朝向中心的一端正好顶在缸体底座9的圆柱形台阶的圆柱面上,以限制拨盘1在水平方向的移动,保证拨盘1始终与圆柱形台阶中心位置的驱动轴安装孔16保持同心;所述拨盘1仅可绕缸体底座9的驱动轴安装孔16转动。
23.如图3所示,每个缸体4上有一个缸体凸起4.1;每个缸体凸起4.1卡在一个拨盘卡槽17中,转动拨盘1,三个拨盘卡槽17通过缸体凸起4.1驱动三个缸体4同时绕各自的中心轴8同步旋转,如图4和图5所示,保证各个柱塞组件12上的压力角相等;转动过程中,缸体凸起4.1在拨盘卡槽17中滑动,保证缸体4能随拨盘1转动。
24.如图5所示,所述压力角为驱动轴3的中心与滚柱12.1中心连线与柱塞轴线之间所夹锐角θ;压力角用来表示驱动轴作用在滚柱上的力的方向。
25.所述缸体4上有固定螺栓5,拧紧固定螺栓5可将缸体4固定在缸体底座9上,在测试过程中以限制缸体4的转动;所述缸体底座9上加工有指示刻度14,用于指示拨盘1驱动三个缸体4同步转动的角度。
26.所述中心孔13以及拨盘卡槽17的均匀分布是为了保证三个柱塞组件12作用在驱动轴3上的力保持平衡;所述旋转中心孔13为盲孔;缸体底座上每个旋转中心孔13周围有两个弧形的滑槽
15,两个弧形滑槽15的中心圆弧线与相应的旋转中心孔13同心;所述固定螺栓5穿过滑槽15,并且在拨盘1转动三个缸体4转动的过程中固定螺栓5可沿相应的滑槽15滑动。
27.如图6所示,待测试的柱塞组件12由滚柱12.1和柱塞12.2组成,滚柱12.1可绕自身轴线旋转,滚柱安装在柱塞上的圆柱孔中,滚柱中心轴线与柱塞中心轴线垂直,滚柱与柱塞之间相对滑动,与柱塞12.2构成滑动摩擦副;如图3所示,待测试的柱塞组件12安装在缸体4的柱塞孔中,缸体4上安装有油口接头6和温度压力传感器7,油口接头6以及传感器7与柱塞腔连通,通过油口接头6可向柱塞12.2与缸体4之间的柱塞腔供应液压油,通过传感器采集柱塞腔内油液的温度和压力,液压油通过柱塞12.2将滚柱12.1压在驱动轴3上,且滚柱12.1的中心轴线和驱动轴3的中心轴线相平行,当驱动轴3转动时带动三个待测试柱塞组件12中的滚柱12.1旋转。
28.与上述一种内曲线液压马达多柱塞组件测试装置的实施例相对应,本发明还提供了一种采用内曲线液压马达滚柱-柱塞摩擦副测试装置的测试方法,步骤为:(1)如图7所示,准备三个柱塞组件12,三个柱塞组件12中仅仅柱塞12.2采用了不同的表面强化方法,具体为涂覆类金刚石涂层、涂覆二硫化钼涂层、盐浴表面渗氮,三个柱塞组件12中的其他参数保持一致;通过该测试装置对比测试三种表面强化方法对柱塞组件12中柱塞12.2抗磨性能的影响;拧松缸体4上面的固定螺栓5,将待测试的三个柱塞组件12分别安装到三个缸体4的柱塞孔中,使滚柱12.1的中心轴线平行于驱动轴3的中心轴线。
29.(2)根据所要模拟的柱塞组件12实际工况,确定压力角θ,转动拨盘1,拨盘1驱动三个缸体4绕各自的中心轴8同步旋转,根据压力角θ将拨盘1上的指示线转到指示刻度14相应的位置,调整完毕后拧紧固定螺栓5将缸体4固定在缸体底座9上;(3)根据所要模拟的柱塞组件12实际工况,通过油口接头6向三个缸体4上的柱塞腔供应所需压力、温度的液压油,三个缸体4柱塞腔中的液压油状态保持一致;柱塞12.2在液压油的作用下,将滚柱12.1压在驱动轴3上;改变液压油的压力以改变滚柱和驱动轴之间作用力的大小;(4)通过电机10带动驱动轴3旋转,驱动轴3进而驱动三个滚柱12.1旋转,根据所要模拟的柱塞组件12实际工况,将电机10的转速调到所需值;(5)让试验台连续运转,通过传感器7监测缸体4的柱塞腔内液压油的压力、温度变化,通过转速转矩传感器11监测滚柱12.1和柱塞12.2之间摩擦力的变化,测试10小时后停止测试,将三个柱塞组件12拆除,观察并获得柱塞组件12中滚柱12.1和柱塞12.2之间滑动摩擦副的磨损状态;三种柱塞12.2的测试结果如图8所示,明显可以看到三种工艺的磨损状况不同,盐浴表面渗氮工艺柱塞12.2的磨损最轻;比较结束时三种柱塞组件12各自测得的摩擦力大小,盐浴表面渗氮工艺柱塞12.2的同样最小;因此盐浴表面渗氮工艺的抗磨性能更优。
30.以上所述的实施例仅仅是对本发明的优选实施方式进行描述,并非对本发明的范围进行限定,在不脱离本发明设计精神的前提下,本领域普通技术人员对本发明的技术方案做出的各种变形和改进,均应落入本发明权利要求书确定的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1