一种视觉检测通用平台及方法与流程
1.本发明涉及视觉检测技术领域,具体地说,涉及一种视觉检测通用平台及方法。
背景技术:
2.目前,随着3c、汽车、电子等小型产品精密程度的日益提高和自动化批量制造的模式普及,其外观缺陷检测的精度和节拍要求越来越严。传统的人工目视检测的方式存在劳动强度大、效率低和检测一致性差的问题,已无法满足产品生产效率和品质提升的需要。现在市场上出现一些基于机器视觉的外观缺陷设备,但多基于特定型号产品的不同检测面开发,如要实现外观缺陷的全覆盖,需要搭建多工位、多光源和多角度的检测系统,导致出现产线过长、设备太大、柔性太差的问题,难以满足各种产品快速迭代的需要,全行业缺少一种可以通用的柔性视觉检测设备。
3.产品上具有各种尺度不一、形状复杂和特征细微的特征,通用视觉设备的关键是实现各种产品的多面体和曲面的复合打光和快速拍照,并智能识别外观缺陷。产品多面体和曲面加工一般使用五轴以上联动机床加工,因此实现产品的高精度五轴运动即可实现兼容各种产品全部检测面复合打光和快速拍照的运动自由度要求,同时避免六轴机械手及其以上运动机构导致示教复杂和高精度导致的成本高昂的问题,实现设备小型化、产品通用化、检测柔性化和成本节省化。
4.因此,开发一种设备小型化、产品通用化、检测柔性化、成本节省化的视觉检测通用平台对于取代现有产品,实现制造业升级和行业转型具有重要的意义。
技术实现要素:
5.针对现有技术中存在的技术问题,本发明提供了一种视觉检测通用平台。其包括平台主体,平台主体包括水平布置的水平平台和竖直布置于水平平台处的安装架;水平平台处设有用于装载产品以及调整产品角度位置的移动装载机构;安装架处设有位于移动装载机构上方用于对产品进行视觉检测的视觉检测机构。
6.通过本发明中的移动装载机构能够较佳地完成待检产品在上下料位置和检测位置之间的移动运输;此外,当待检产品通过移动装载机构移动至检测位置时,移动装载机构能够配合视觉检测机构的检测需要对待检产品的角度位置进行实时调整;从而能够实现更好的检测效果以及保证较高的缺陷检测准确率。
7.作为优选,移动装载机构包括x轴旋转机构和用于驱动x轴旋转机构沿y轴方向移动的y轴移动机构;y轴移动机构沿y轴方向设置于安装平台的上表面处;x轴旋转机构包括通过u形架沿x轴方向安装于y轴移动机构上侧的旋转板,旋转板处沿x轴方向间隔设有多个与其活动连接的用于夹持产品的夹持位;夹持位相对于旋转板绕y轴方向转动;旋转板相对于安装板绕x轴方向转动。
8.y轴移动机构能够较佳地驱动x轴旋转机构以及固定于x轴旋转机构处的产品沿y轴方向移动,从而实现产品在上下料位置和检测位置之间的稳定移动,值得注意地,本发明
中的移动装载机构为单边设置,故而能够使得整个平台主体的结构更加紧凑,从而实现产品小型化,进而更好地适用于一些空间有限的工作环境。此外,通过夹持位能够较佳地将产品固定在旋转板上并且通过绕y轴方向转动设置的夹持位能够较佳地实现产品在y轴旋转方向上的角度调整,从而较佳地实现产品处不同部位的通用检测。
9.进一步地,夹持位被设置于绕x轴方向转动的旋转板处,故而旋转板能够带动夹持位以及夹持位处的产品进行绕x轴方向的转动,故而能够实现产品在x轴旋转方向上的角度调整,进而配合前述y轴方向上的旋转使得产品在空间中的形态调整具有更大的可调整范围,从而能够较佳地配合不同待检产品的不同检测部位进行调整;具有较佳的产品通用性和检测柔性。
10.作为优选,y轴移动机构包括沿y轴方向布置的y轴直线电机以及y轴直线导轨,y轴直线导轨对称布置于y轴直线电机的两侧;y轴直线导轨处设有用于安装u形架的y轴移动板,y轴直线电机驱动移动板沿y轴直线导轨移动;u形架沿x轴方向布置安装于y轴移动板的上表面处且随之沿y轴方向移动;u形架x轴方向两端的竖板之间安装有前述旋转板,旋转板的一端与设于u形架一端竖板外壁处x轴伺服电机的输出端相连接,另一端通过轴承与u形架另一端竖板转动连接。
11.通过y轴直线电机和y轴直线导轨能够较佳地保证y轴移动板沿y轴方向的稳定移动。具体说明地,y轴直线电机可以保持较高位置精度的同时较方便地通过调节电压、频率等来实现不同的工作速率,从而适用于不同产品的不同检测需要,进而实现平台主体对于不同产品的通用化使用。
12.此外,通过x轴伺服电机能够较佳地驱动和控制旋转板以及固定于旋转板处夹持位的产品沿x轴方向转动,从而较稳定地实现产品位于检测位置时的绕x轴方向的位置角度调整。
13.作为优选,旋转板沿x轴方向间隔布置有五个y轴伺服电机,各个夹持位分别设置于各个y轴伺服电机的输出端处且绕y轴转动;沿x轴方向排列的五个夹持位依次形成用于固定产品并接受视觉检测机构检测的第一工位至第五工位。
14.通过y轴伺服电机能够稳定地驱动夹持位以及固定于夹持位处的产品绕y轴方向的转动,从而更好地配合视觉检测机构对待检产品进行检测。此外,值得注意地是,本发明中,第一工位至第五工位分别通过各自独立的y轴伺服电机进行驱动,从而使得不同工位处的产品能够相互独立地绕y轴方向转动;通过这样地相互独立的工位设置能够使得视觉检测机构在进行检测时,不同工位处的产品能够根据各自工位处产品的检测需要调整至相应的检测角度,从而保证了本发明中的平台主体能够更灵活地适用于多种需求不同的检测工况中,具有较佳的通用性。
15.作为优选,视觉检测机构包括用于装配视觉检测相机并驱动视觉检测相机沿z轴方向移动以调整拍摄焦距的z轴移动机构,还包括用于驱动z轴移动机构沿x轴方向移动的x轴移动机构;x轴移动机构沿x轴方向布置于安装架处,z轴移动机构沿z轴方向安装在x轴移动机构处,视觉检测相机通过z轴移动机构跟随x轴移动机构沿x轴方向运动时的移动路径下方形成视觉检测相机的拍摄检测区域,第一工位至第五工位均被覆盖于拍摄检测区域之内。
16.通过x轴移动机构能够较佳地稳定带动z轴移动机构以及视觉检测相机沿x轴方向
移动,从而能够通过相关控制装置对x轴移动机构沿x轴方向的移动进行控制以实现视觉检测相机对于第一工位至第五工位的循环往复检测,同时z轴移动机构还能够根据不同工位处产品的不同检测需要驱动视觉检测相机沿z轴移动以调整相机拍摄焦距从而实现更好的拍摄检测效果。
17.作为优选,x轴移动机构包括沿x轴方向布置与安装架处的x轴直线导轨和x轴直线电机,还包括通过x轴直线电机驱动沿x轴方向与x轴直线导轨滑动配合的x轴移动板;z轴移动机构布置安装在x轴移动板处。
18.通过x轴直线电机和x轴直线导轨能够确保x轴移动板以及z轴移动移动沿x轴方向的稳定移动。具体说明地,x轴直线电机也能够更加方便地调整移动速度以适用于不同产品的不同检测需要。
19.作为优选,z轴移动机构包括沿z轴方向布置安装于x轴移动板处的z轴安装板,z轴安装板处沿z轴方向设置有z轴直线导轨和z轴滚珠丝杆,z轴直线导轨处设有与之滑动配合的z轴滑块,z轴滚珠丝杆连接有z轴伺服电机,z轴伺服电机通过z轴滚珠丝杆以驱动z轴滑块沿z轴直线导轨滑动的z轴伺服电机;z轴滑块处设有随之沿z轴方向移动的z轴相机安装板,z轴相机安装板处设有用于安装视觉检测相机的相机安装位。
20.本发明提供一种基于发明中平台主体的视觉检测方法,其包括以下步骤:
21.第一步:将同一批待检产品逐个固定安装于第一工位至第五工位处并保持一致的初始状态,并通过y轴移动机构移动至视觉检测相机的拍摄检测区域内;
22.第二步:通过x轴伺服电机驱动旋转板以及各个工位处的产品沿x轴旋转方向旋转,直至各个产品所需检测的第一检测部位正对上方以等待视觉检测相机进行视觉检测。
23.第三步:x轴直线电机驱动x轴移动板以及视觉检测相机沿x轴方向移动,同时视觉检测相机依次对第一工位至第五工位处的产品进行视觉检测;其中,当视觉检测相机对第一工位处的产品检测完成后视觉检测相机移动至第二工位,此时,第一工位处的产品便通过y轴伺服电机的驱动下绕y轴旋转至所需检测的第二检测部位正对上方以等待视觉检测相机的视觉检测;后续的第二工位至第五工位同上述流程;
24.第四步:视觉检测相机在对第五工位处产品的第一检测部位检测完成后,通过x轴伺服电机移动至第一工位上方以开始逐个从第一工位至第五工位对产品的第二检测部位进行检测,由于第二检测部位和第一检测部位检测时所合配的拍摄焦距可能存在差异,在对第一工位处的产品第二检测部位检测前,检测人员可以通过z轴移动机构驱动视觉检测相机沿z轴方向移动以调整拍摄焦距。
25.第五步:重复前述第三步和第四步,根据实际的检测需要对同一x轴旋转角度下,产品位于不同y轴旋转角度下的检测部位进行检测;
26.第六步:通过x轴伺服电机驱动旋转板以使旋转板以及各个工位处产品绕x轴方向的旋转位置改变,再重复前述第三步至第五步以对产品位于更多角度形态下的检测部位进行检测。
27.通过上述视觉检测方法能够稳定高效地对产品所需检测的多个检测部位进行视觉检测分析,具有较高的检测效率和检测速度。
附图说明
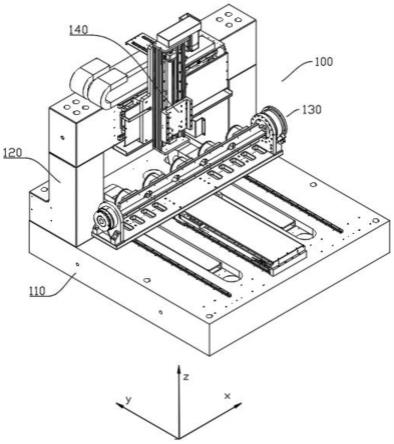
28.图1为实施例1中的平台主体的结构示意图;
29.图2为实施例1中的水平平台和移动装载机构的结构示意图;
30.图3为实施例1中的水平平台、y轴移动结构和u形架的结构示意图;
31.图4为实施例1中的u形架和x轴旋转机构的结构示意图;
32.图5为实施例1中的安装架和视觉检测机构的结构示意图;
33.图6为实施例1中的安装架和x轴移动机构的结构示意图;
34.图7为实施例1中的z轴移动机构的结构示意图;
具体实施方式
35.为进一步了解本发明的内容,结合附图和实施例对本发明作详细描述。应当理解的是,实施例仅仅是对本发明进行解释而并非限定。
36.实施例1
37.如图1-7所示,本实施例提供了一种视觉检测通用平台,其包括平台主体100,平台主体100包括水平布置的水平平台110和竖直布置于水平平台110处的安装架120;水平平台110处设有用于装载产品以及调整产品角度位置的移动装载机构130;安装架120处设有位于移动装载机构130上方用于对产品进行视觉检测的视觉检测机构140。
38.具体地,通过本实施例中的移动装载机构130能够较佳地完成待检产品在上下料位置和检测位置之间的移动运输;此外,当待检产品通过移动装载机构130移动至检测位置时,移动装载机构130能够配合视觉检测机构140的检测需要对待检产品的角度位置进行实时调整;从而能够实现更好的检测效果以及保证较高的缺陷检测准确率。
39.本实施例中,水平平台110的长度方向和宽度方向分别作为平台主体100所处空间直角坐标系的x轴和y轴方向,竖直方向作为z轴方向。本实施例中,如图2,移动装载机构130包括x轴旋转机构132和用于驱动x轴旋转机构132沿y轴方向移动的y轴移动机构131;y轴移动机构131沿y轴方向设置于安装平台的上表面处,如图4,x轴旋转机构132包括通过u形架210沿x轴方向安装于y轴移动机构131上侧的旋转板1321,旋转板1321处沿x轴方向间隔设有多个与其活动连接的用于夹持产品的夹持位;夹持位相对于旋转板1321绕y轴方向转动;旋转板1321相对于安装板绕x轴方向转动。
40.可以理解地,y轴移动机构131能够较佳地驱动x轴旋转机构132以及固定于x轴旋转机构132处的产品沿y轴方向移动,从而实现产品在上下料位置和检测位置之间的稳定移动,值得注意地,本实施例中的移动装载机构130为单边设置,故而能够使得整个平台主体100的结构更加紧凑,从而实现产品小型化,进而更好地适用于一些空间有限的工作环境。此外,通过夹持位能够较佳地将产品固定在旋转板1321上并且通过绕y轴方向转动设置的夹持位能够较佳地实现产品在y轴旋转方向上的角度调整,从而较佳地实现产品处不同部位的通用检测。
41.进一步地,夹持位被设置于绕x轴方向转动的旋转板1321处,故而旋转板1321能够带动夹持位以及夹持位处的产品进行绕x轴方向的转动,故而能够实现产品在x轴旋转方向上的角度调整,进而配合前述y轴方向上的旋转使得产品在空间中的形态调整具有更大的可调整范围,从而能够较佳地配合不同待检产品的不同检测部位进行调整;具有较佳的产
品通用性和检测柔性。
42.具体地,结合图2到图4,y轴移动机构131包括沿y轴方向布置的y轴直线电机1312以及y轴直线导轨1311,y轴直线导轨1311对称布置于y轴直线电机1312的两侧;y轴直线导轨1311处设有用于安装u形架210的y轴移动板1313,y轴直线电机1312驱动移动板沿y轴直线导轨1311移动;u形架210沿x轴方向布置安装于y轴移动板1313的上表面处且随之沿y轴方向移动;u形架210x轴方向两端的竖板211之间安装有前述旋转板1321,旋转板1321的一端与设于u形架210一端竖板211外壁处x轴伺服电机1322的输出端相连接,另一端通过轴承与u形架210另一端竖板211转动连接。
43.可以理解地,通过y轴直线电机1312和y轴直线导轨1311能够较佳地保证y轴移动板1313沿y轴方向的稳定移动。具体说明地,y轴直线电机1312可以保持较高位置精度的同时较方便地通过调节电压、频率等来实现不同的工作速率,从而适用于不同产品的不同检测需要,进而实现平台主体100对于不同产品的通用化使用。
44.此外,通过x轴伺服电机1322能够较佳地驱动和控制旋转板1321以及固定于旋转板1321处夹持位的产品沿x轴方向转动,从而较稳定地实现产品位于检测位置时的绕x轴方向的位置角度调整。
45.进一步地,结合图4,旋转板1321沿x轴方向间隔布置有五个y轴伺服电机1323,各个夹持位分别设置于各个y轴伺服电机1323的输出端处且绕y轴转动;沿x轴方向排列的五个夹持位依次形成用于固定产品并接受视觉检测机构140检测的第一工位至第五工位。
46.具体说明地,通过y轴伺服电机1323能够稳定地驱动夹持位以及固定于夹持位处的产品绕y轴方向的转动,从而更好地配合视觉检测机构140对待检产品进行检测。此外,值得注意地是,本实施例中,第一工位至第五工位分别通过各自独立的y轴伺服电机1323进行驱动,从而使得不同工位处的产品能够相互独立地绕y轴方向转动;通过这样地相互独立的工位设置能够使得视觉检测机构140在进行检测时,不同工位处的产品能够根据各自工位处产品的检测需要调整至相应的检测角度,从而保证了本实施例中的平台主体100能够更灵活地适用于多种需求不同的检测工况中,具有较佳的通用性。
47.本实施例中,结合图5、图6和图7,视觉检测机构140包括用于装配视觉检测相机并驱动视觉检测相机沿z轴方向移动以调整拍摄焦距的z轴移动机构142,还包括用于驱动z轴移动机构142沿x轴方向移动的x轴移动机构141;x轴移动机构141沿x轴方向布置于安装架120处,z轴移动机构142沿z轴方向安装在x轴移动机构141处,视觉检测相机通过z轴移动机构142跟随x轴移动机构141沿x轴方向运动时的移动路径下方形成视觉检测相机的拍摄检测区域,第一工位至第五工位均被覆盖于拍摄检测区域之内。
48.可以理解地,通过x轴移动机构141能够较佳地稳定带动z轴移动机构142以及视觉检测相机沿x轴方向移动,从而能够通过相关控制装置对x轴移动机构141沿x轴方向的移动进行控制以实现视觉检测相机对于第一工位至第五工位的循环往复检测,同时z轴移动机构142还能够根据不同工位处产品的不同检测需要驱动视觉检测相机沿z轴移动以调整相机拍摄焦距从而实现更好的拍摄检测效果。
49.此外,本实施例中的第一工位至第五工位均通过同一视觉检测相机进行检测,通过这样的设定能够较佳地减少成本;一方面,相较于每个工位均配备相应的相机,单个相机的花费较少;另一方面,若采用多个相机分别对多个工位进行检测,检测人员在对相机进行
装配时,必须精确地保持各个相机之间的间距与各个工位之间的间隔保持一致,不然可能导致相机的拍摄区域与工位之间出现偏差的情况;故而多个相机的装配调试成本以及精度需求较高,在实际的检测过程中,全程无差错顺利进行的难度较大,难以适用于一些调试装配能力有限的检测人员,通用性较差;并且,多个相机均需要各自配备有相应焦距调整机构,这样的话可能导致整个装置的结构不够紧凑,并且也会导致整个装置的操作控制较为繁杂。
50.具体地,其中,如图6,x轴移动机构141包括沿x轴方向布置与安装架120处的x轴直线导轨1411和x轴直线电机1412,还包括通过x轴直线电机1412驱动沿x轴方向与x轴直线导轨1411滑动配合的x轴移动板1413;z轴移动机构142布置安装在x轴移动板1413处。
51.可以理解地,通过x轴直线电机1412和x轴直线导轨1411能够确保x轴移动板1413以及z轴移动移动沿x轴方向的稳定移动。具体说明地,x轴直线电机1412也能够更加方便地调整移动速度以适用于不同产品的不同检测需要。
52.进一步地,如图7,z轴移动机构142包括沿z轴方向布置安装于x轴移动板1413处的z轴安装板1421,z轴安装板1421处沿z轴方向设置有z轴直线导轨1422和z轴滚珠丝杆1423,z轴直线导轨1422处设有与之滑动配合的z轴滑块,z轴滚珠丝杆1423连接有z轴伺服电机1424,z轴伺服电机1424通过z轴滚珠丝杆1423以驱动z轴滑块沿z轴直线导轨1422滑动的z轴伺服电机1424;z轴滑块处设有随之沿z轴方向移动的z轴相机安装板1425,z轴相机安装板1425处设有用于安装视觉检测相机的相机安装位。
53.具体地,通过z轴直线导轨1422和z轴滚珠丝杆1423能够较佳地实现z轴相机安装板1425以及视觉检测相机沿z轴方向的平稳运动,从而实现对于视觉检测相机拍摄焦距的有效调节,进而确保拍摄检测结果的准确性。
54.此外,z轴相机安装板1425处还能够根据不同的产品所需配备不同的辅助工具,如点胶装置或打螺丝装置等;视觉检测所需的光源可以用现有型号去组合以实现复合打光效果。
55.总的来说,位于各个工位处的产品首先能够通过y轴伺服电机1323绕y轴转动以具有y轴旋转方向的自由度。并且,各个工位又位于旋转板1321上并能够随之旋转板1321通过x轴伺服电机1322绕x轴转动从而具有x轴旋转方向上的自由度;同时,旋转板1321又设于y轴移动板1313处并能够随之沿y轴方向移动,故而位于各个工位处的产品具有y轴旋转方向、y轴移动方向和x轴旋转方向三个方向上的自由度。进一步地,视觉检测相机能够随z轴相机安装板1425沿z轴方向移动,并且,视觉检测相机还能够跟随x轴移动板1413沿x轴方向移动,因此,视觉检测相机具有z轴方向移动和x轴方向移动的自由度。可以理解地,本实施例中平台主体100处的产品和视觉检测相机总共具有五个轴向上的自由度,由于产品多面体和曲面加工一般使用五轴以上联动机床加工,故而本实施例中的平台主体100能够在实现设备小型化、产品通用化、检测柔性化和成本节省化的同时进行高精度的五轴运动,从而较佳地兼容各种产品全部检测面复合打光和快速拍照的运动自由度要求。
56.实施例2
57.本实施例提供一种基于实施例1中平台主体100的视觉检测方法,其包括以下步骤:
58.第一步:将同一批待检产品逐个固定安装于第一工位至第五工位处并保持一致的
初始状态,并通过y轴移动机构131移动至视觉检测相机的拍摄检测区域内;
59.第二步:通过x轴伺服电机1322驱动旋转板1321以及各个工位处的产品沿x轴旋转方向旋转,直至各个产品所需检测的第一检测部位正对上方以等待视觉检测相机进行视觉检测。
60.第三步:x轴直线电机1412驱动x轴移动板1413以及视觉检测相机沿x轴方向移动,同时视觉检测相机依次对第一工位至第五工位处的产品进行视觉检测;其中,当视觉检测相机对第一工位处的产品检测完成后视觉检测相机移动至第二工位,此时,第一工位处的产品便通过y轴伺服电机1323的驱动下绕y轴旋转至所需检测的第二检测部位正对上方以等待视觉检测相机的视觉检测;后续的第二工位至第五工位同上述流程;
61.第四步:视觉检测相机在对第五工位处产品的第一检测部位检测完成后,通过x轴伺服电机1322移动至第一工位上方以开始逐个从第一工位至第五工位对产品的第二检测部位进行检测,由于第二检测部位和第一检测部位检测时所合配的拍摄焦距可能存在差异,在对第一工位处的产品第二检测部位检测前,检测人员可以通过z轴移动机构142驱动视觉检测相机沿z轴方向移动以调整拍摄焦距。
62.第五步:重复前述第三步和第四步,根据实际的检测需要对同一x轴旋转角度下,产品位于不同y轴旋转角度下的检测部位进行检测;
63.第六步:通过x轴伺服电机1322驱动旋转板1321以使旋转板1321以及各个工位处产品绕x轴方向的旋转位置改变,再重复前述第三步至第五步以对产品位于更多角度形态下的检测部位进行检测。
64.通过上述视觉检测方法能够稳定高效地对产品所需检测的多个检测部位进行视觉检测分析,具有较高的检测效率和检测速度。
65.实施例3
66.本实施例提供一种基于实施例1中平台主体100的用于手机中框的视觉检测方法,其包括以下步骤:
67.第一步:将待检测的手机中框上料固定于第一工位至第五工位处;
68.第二步:视觉检测相机移动至第一工位,拍平面图,根据模板识别型号、缺陷和尺寸测量,然后完成第二到第五工位产品平面检测;
69.第三步:x轴伺服电机1322选择90度,将外侧侧边正对视觉检测相机,视觉检测相机移动到第一工位,检测该型号外侧第一侧边缺陷和尺寸测量;完成后相机移动到第二工位,检测该型号外侧第一侧边(由于不同型号产品尺寸有差异,相机需要下降微调),同时第一工位移动到外侧第二侧边;按前述完成第三到第五工位的第一侧边,同时第二到第四工位移动到第二侧边;
70.第四步:视觉检测相机移动到第一工位,完成该工位第二侧边检测,第五工位同时移动到外侧第二侧边;视觉检测相机移动到第二工位,完成该工位外侧第二侧边检测,第一工位移动到外侧第三侧边;按前述完成所有工位外侧4个侧边和4个圆角检测;
71.第五步:x轴伺服电机1322驱动旋转板1321选择一个角度,将第一工位的内侧第一侧边正对相机检测;
72.第六步:按前述完成所有工位内侧所有4个侧边和4个圆角检测。在内侧检测过程中不同型号产品通过u形架210微调角度应对不同斜面角度。可根据实际需要在每个边检测
结果后加点胶,打螺丝等动作。
73.通过上述检测方法能够实现仅通过一个相机便可以对于手机中框的各个侧边和圆角进行视觉检测,结构简单紧凑,同时,因为直线电机速度可以到每秒50mm,旋转电机可到每秒90度,相对手机尺寸来说,2秒内走完全程,从而能够实现较高的检测速度。
74.容易理解的是,本领域技术人员在本技术提供的一个或几个实施例的基础上,可以对本技术的实施例进行结合、拆分、重组等得到其他实施例,这些实施例均没有超出本技术的保护范围。
75.以上示意性的对本发明及其实施方式进行了描述,该描述没有限制性,附图中所示的也只是本发明的实施方式之一,实际的结构并不局限于此。所以,如果本领域的普通技术人员受其启示,在不脱离本发明创造宗旨的情况下,不经创造性的设计出与该技术方案相似的结构方式及实施例,均应属于本发明的保护范围。
76.总之,以上所述仅为本发明的较佳实施例,凡依本发明申请专利范围所作的均等变化与修饰,皆应属本发明专利的涵盖范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1