一种能定位钢结构焊缝损伤的检测设备的制作方法
1.本技术涉及钢结构焊缝检测的领域,尤其是涉及一种能定位钢结构焊缝损伤的检测设备。
背景技术:
2.钢结构是由钢制材料组成的结构,通常钢结构的钢制材料是焊接在一起的,如果焊接的焊缝存在严重的焊接缺陷,可能造成钢结构断裂,甚至引起重大事故,所以钢制材料在焊接后,需要对焊缝进行检测。
3.焊缝检测通常由工作人员对焊缝表面进行目测观察焊缝的位置和尺寸,对于长度较长的钢结构,目测观察焊缝容易错过一些细小的裂缝且人工检查的时间较长,检测效率较低。
技术实现要素:
4.为了提高钢结构焊缝检测的效率和效果,本技术提供一种能定位钢结构焊缝损伤的检测设备。
5.本技术提供的一种能定位钢结构焊缝损伤的检测设备采用如下的技术方案:一种能定位钢结构焊缝损伤的检测设备,包括:安装座,所述安装座的底面转动设置有车轮,所述车轮通过转动电机驱动实现转动;超声波探头,设置于所述安装座上,位于钢结构的焊接处的上方;标记杆,通过驱动机构设置于所述安装座上,所述标记杆滑动至与钢结构的表面接触或脱离接触,所述标记杆用于在焊缝损伤处做标记;控制开关,与所述转动电机电连接,驱动所述转动电机的启停。
6.通过采用上述技术方案,车轮转动带动安装座沿着钢结构的焊接处移动,带动超声波探头和摄像头同步沿着钢结构的焊接处移动,无需工作人员手持探头边走动边检测,超声波探头将检测结果发送至与之配合使用的超声波探伤仪,工作人员通过超声波探伤仪显示的波段即可判断焊缝处的损伤位置,此时通过控制开关驱动转动电机停止转动,并通过驱动机构驱动标记杆滑动至与钢结构的表面接触,留下损伤位置的标记,提高了确定焊缝损伤位置的准确性,由于钢结构较长,工作人员可能会遗忘刚刚的焊缝损伤处,实时留下标记为工作人员后续处理焊缝损伤处提供了提醒,然后再通过控制开关控制转动电机继续转动,并通过驱动机构驱动标记杆与钢结构的表面脱离接触即可继续进行探测,综上提高了钢结构焊缝检测的效率和效果。
7.可选的,所述安装座上还设有摄像头,所述摄像头亦位于钢结构的焊接处的上方,所述摄像头电连接有显示屏,所述显示屏用于显示摄像头采集的图像。
8.通过采用上述技术方案,通过摄像头反应至显示屏上的图像,当遇到焊缝损伤处时,安装座停止移动,此时工作人员可将显示屏上的画面截图,保存记录,根据摄像头与钢
结构的焊接处的距离以及摄像焦距的参数即可计算出焊缝的宽度,无需工作人员通过尺规再进行测量,提高了焊缝损伤的尺寸检测效率。
9.可选的,所述驱动机构包括滑动组件、锁定组件和解锁组件,所述滑动组件包括楔形块、齿轮和齿条,所述楔形块和标记杆通过同步杆连接;所述楔形块中空设置,所述楔形块远离钢结构的一面上连接有第一弹簧,所述第一弹簧倾斜设置,所述第一弹簧的倾斜方向与楔形块楔面的方向相一致,所述齿轮通过同步组件和车轮同步转动,所述齿轮转动时,所述楔形块朝向远离钢结构的方向滑动;所述楔形块的最低端处设有用于容纳齿轮的弧形槽,所述弧形槽的底壁上开设有与楔形块内部连通的控制槽,所述控制槽内滑动设置有控制块,所述齿轮移动至弧形槽时,所述控制块朝向远离钢结构的方向滑动,所述齿条滑动设置于楔形块的楔面上,所述控制块通过连接杆与齿条连接,所述楔形块的楔面上开设有供齿条滑动的容纳槽,所述齿条滑动至齿条的齿面位于楔形块内部或齿条的齿面位于楔形块外部;所述锁定组件用于将齿条固定于楔形块内,所述解锁组件用于解锁齿条,使得所述齿条滑动至齿条的齿面位于楔形块外,所述楔形块内设有第二弹簧,所述第二弹簧用于限制齿条在容纳槽外时与齿轮保持啮合。
10.通过采用上述技术方案,转动电机转动时,车轮转动,齿轮通过同步组件沿自身轴线自转,带动齿条斜向上移动,齿条在第二弹簧的作用下保持和齿轮啮合,当齿轮转动至弧形槽内时,齿轮始终在弧形槽内转动,使得楔形块始终有一个朝向安装座运动方向运动的趋势,此时齿轮在摩擦力和弧形槽的限位下不易脱离弧形槽,始终在弧形槽内转动,推动控制块朝向远离钢结构的方向移动,控制块通过连接杆带动齿条朝向远离钢结构的方向同步移动,使得齿条的齿面滑动至楔形块内,此时,齿轮持续位于弧形槽内转动,使得楔形块始终脱离钢结构,楔形块通过同步杆带动标记杆在车轮转动时始终脱离钢结构,且锁定组件将齿条固定于楔形块内,此时第一弹簧和第二弹簧均处于被压缩的状态;当工作人员发现超声波探伤仪上出现异常波段时,通过控制开关驱动车轮停止转动,带动齿轮停止转动,此时,第一弹簧为恢复至原状,将楔形块朝向钢结构斜向下推动,由于齿条位于楔形块内,使得齿条与齿轮脱离啮合,以实现楔形块流畅地朝向钢结构滑动,带动标记杆朝向钢结构滑动至与钢结构的表面接触,从而实现了当车轮停止转动的同时标记杆自动滑动至与钢结构的表面接触进行标记,无需另外的驱动源,节能环保;在车轮继续转动前通过解锁组件解锁齿条,齿条滑动至齿条的齿面位于楔形块外,此时第二弹簧继续限制齿条在容纳槽外时与齿轮保持啮合。
11.可选的,所述齿轮的宽度大于容纳槽的宽度。
12.通过采用上述技术方案,在齿条的齿面位于楔形块内时,齿轮能够与楔形块的楔面接触,减少齿轮卡入容纳槽与齿条接触的可能性。
13.可选的,所述弧形槽的深度小于齿轮的半径,所述弧形槽靠近齿条的一端呈弧形设置,所述弧形槽靠近齿条的一端与弧形槽反向弯曲。
14.通过采用上述技术方案,提高了楔形块朝向靠近钢结构滑动时,齿轮从弧形槽内滑出的流畅性。
15.可选的,所述锁定组件包括滑动设置的锁定块和锁定杆,所述锁定块和齿条连接,所述锁定块的滑动方向与锁定杆的滑动方向相交,所述锁定块上设有供锁定杆穿入的锁定
槽,当所述锁定块朝向远离钢结构的方向移动时,所述锁定杆滑动至锁定槽内;所述楔形块内设有第三弹簧,所述第三弹簧的一端与楔形块的内壁连接,所述第三弹簧的另一端与锁定杆连接。
16.通过采用上述技术方案,当齿条远离钢结构移动至楔形块内部时,带动锁定块朝向远离钢结构的方向移动,先将锁定杆朝向靠近第三弹簧的方向推动,使得第三弹簧被压缩,当锁定块移动至锁定杆对准锁定槽时,第三弹簧为恢复至原长,将锁定杆推动至锁定槽内,以实现对齿条的锁定。
17.可选的,所述锁定杆靠近锁定槽的一端呈弧形设置。
18.通过采用上述技术方案,使得锁定杆能够流畅得滑动至锁定槽内。
19.可选的,所述解锁组件包括滑动设置的解锁块和解锁杆,所述解锁块位于楔形块楔面的最高端,所述解锁块滑动设置于楔形块的楔面上,所述楔形块的楔面上开设有供解锁块滑动的解锁槽,所述解锁杆的一端与锁定杆连接,所述解锁杆的另一端与解锁块抵接,所述解锁块位于楔形块外部的一端与齿轮抵接,当所述齿轮与解锁块抵接时,所述齿轮推动解锁块与解锁杆抵接,并使得所述解锁块推动解锁杆至锁定块脱离锁定槽。
20.通过采用上述技术方案,当楔形块向下滑动至齿轮位于楔形块的楔面最高端时,齿轮与解锁块抵接并推动解锁块朝向解锁杆的方向滑动,使得解锁块推动解锁杆朝向远离锁定槽的方向滑动,带动锁定块远离锁定槽滑动至脱离锁定槽,实现齿条的解锁,在第二弹簧的作用下,齿条自动复位。
21.可选的,所述标记杆包括第一杆体、第二杆体和印章,所述第一杆体和第二杆体滑动连接,所述第一杆体内部中空设置,所述第二杆体于第一杆体内滑动,所述第二杆体位于第一杆体内的一端连接有第四弹簧,所述第四弹簧远离第二杆体的一端与第一杆体的内壁连接,所述印章连接于第二杆体远离第一杆体的一端上,所述印章的有色面朝向钢结构。
22.通过采用上述技术方案,当标记杆随着楔形块下降至与钢结构抵接时,印章的有色面与钢结构的表面抵接留下印记,以实现标记作用,且在第四弹簧的作用下,第二杆体带着印章与钢结构的表面弹性接触,起到缓冲的作用,减少了标记时给钢结构带来损伤的可能性。
23.可选的,所述楔形块上设有伸缩杆,所述第一弹簧套设于伸缩杆上,所述标记杆和楔形块通过支撑板滑动设置于安装座上,所述标记杆远离钢结构的一面与支撑板远离安装座的一面连接,所述楔形块远离钢结构的一面与远离安装座的一面通过伸缩杆连接,所述支撑板的顶面上连接有燕尾块,所述安装座靠近钢结构的一面上设有供燕尾块滑动的燕尾槽。
24.通过采用上述技术方案,伸缩杆为第一弹簧的伸缩提供导向,提高了第一弹簧伸缩时的稳定性,当楔形块向上移动时还会产生水平方向上的位移,燕尾块于燕尾槽内滑动适应了楔形块水平方向的位移。
25.综上所述,本技术包括以下至少一种有益技术效果:1.工作人员通过超声波探伤仪显示的波段即可判断焊缝处的损伤位置,此时通过控制开关驱动转动电机停止转动,并通过驱动机构驱动标记杆滑动至与钢结构的表面接触,留下损伤位置的标记,提高了确定焊缝损伤位置的准确性;2.通过摄像头反应至显示屏上的图像,当遇到焊缝损伤处时,安装座停止移动,此
时工作人员可将显示屏上的画面截图,保存记录,根据摄像头与钢结构的焊接处的距离以及摄像焦距的参数即可计算出焊缝的宽度,无需工作人员通过尺规再进行测量,提高了焊缝损伤的尺寸检测效率。
附图说明
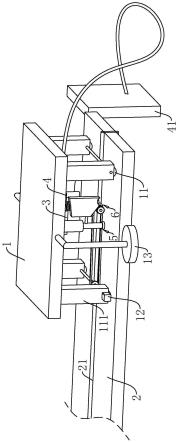
26.图1是本技术实施例一种能定位钢结构焊缝损伤的检测设备的整体结构示意图。
27.图2是本技术实施例中用于展示超声波探头的结构示意图。
28.图3是本技术实施例中用于展示滑动组件的结构示意图。
29.图4是本技术实施例中用于展示锁定组件的结构示意图。
30.图5是本技术实施例中用于展示燕尾块的结构示意图。
31.图6是本技术实施例中用于展示标记杆的剖面示意图。
32.附图标记说明:1、安装座;11、车轮;111、支撑杆;12、转动电机;13、支撑轮;2、钢结构;21、焊接处;3、超声波探头;4、摄像头;41、显示屏;5、标记杆;51、第一杆体;52、第二杆体;521、限位板;53、印章;54、第四弹簧;6、滑动组件;61、楔形块;611、第一弹簧;612、伸缩杆;62、齿轮;621、同步组件;6211、第一同步轮;6212、第二同步轮;6213、同步带;63、齿条;64、同步杆;65、弧形槽;651、控制槽;66、控制块;661、连接杆;67、容纳槽;68、第二弹簧;69、固定板;7、锁定组件;71、锁定块;72、锁定杆;721、限位块;722、限位槽;73、锁定槽;74、第三弹簧;8、解锁组件;81、解锁块;82、解锁杆;83、解锁槽;9、支撑板;91、滑槽;92、燕尾块;93、燕尾槽。
具体实施方式
33.以下结合附图1-6对本技术作进一步详细说明。
34.本技术实施例公开一种能定位钢结构焊缝损伤的检测设备。参照图1和图2,能定位钢结构焊缝损伤的检测设备包括安装座1和控制开关,安装座1的底面上通过中空设置的支撑杆111转动设置有车轮11,车轮11通过转动电机12驱动实现转动,车轮11转动带动安装座1于钢结构2的表面上行进,本实施例中,钢结构2为平直结构。安装座1上安装有超声波探头3和摄像头4,超声波探头3和摄像头4均位于钢结构2的焊接处21的上方,且摄像头4连接于超声波探头3的右侧,摄像头4电连接有显示屏41,显示屏41用于显示摄像头4采集的图像。安装座1靠近钢结构2的一面上安装有标记杆5,标记杆5通过驱动机构升降设置,标记杆5向下滑动至与钢结构2的表面接触,标记杆5亦可向上滑动至与钢结构2的表面脱离接触,标记杆5用于在焊缝损伤处做标记。控制开关与转动电机12电连接,以驱动转动电机12的启停。
35.显示屏41和与超声波探头3配合使用的超声波探伤仪位于同处,工作人员坐在显示屏41前并手握控制开关,通过控制开关驱动车轮11转动,带动安装座1沿着钢结构2的焊接处21移动,带动超声波探头3和摄像头4同步沿着钢结构2的焊接处21移动,无需工作人员手持探头边走动边检测,超声波探头3将检测结果发送至与之配合使用的超声波探伤仪,超声波接触被检测的钢结构2后,会发生反射、折射,这些超声波会被与超声波探头3配合使用的超声波探伤仪收集,工作人员通过超声波探伤仪显示的波段即可判断焊缝处的损伤位置,此时通过控制开关驱动转动电机12停止转动,并通过驱动机构驱动标记杆5滑动至与钢
结构2的表面接触,留下损伤位置的标记,提高了确定焊缝损伤位置的准确性,由于钢结构2较长,工作人员可能会遗忘刚刚的焊缝损伤处,实时留下标记为工作人员后续处理焊缝损伤处提供了提醒,工作人员顺着标记和对应的图像即可准确找出钢结构2上的焊缝损伤处,然后再通过控制开关控制转动电机12继续转动,并通过驱动机构驱动标记杆5与钢结构2的表面脱离接触即可继续进行探测,综上提高了钢结构2焊缝检测的效率和效果。
36.通过摄像头4反应至显示屏41上的图像,当遇到焊缝损伤处时,安装座1停止移动,此时工作人员可将显示屏41上的画面截图,保存记录,根据摄像头4与钢结构2的焊接处21的距离以及摄像焦距的参数即可计算出焊缝的宽度,无需工作人员通过尺规再进行测量,提高了焊缝损伤的尺寸检测效率。
37.参照图2、图3和图4,驱动机构包括滑动组件6、锁定组件7和解锁组件8。滑动组件6包括楔形块61、齿轮62和齿条63,楔形块61和标记杆5通过同步杆64连接。楔形块61中空设置,楔形块61远离钢结构2的一面上连接有第一弹簧611和伸缩杆612,第一弹簧611套设于伸缩杆612上,伸缩杆612为第一弹簧611的运动提供了导向和限位。第一弹簧611和伸缩杆612均倾斜设置且倾斜方向与楔形块61楔面的方向相一致,锁定组件7用于将齿条63固定于楔形块61内,解锁组件8用于解锁齿条63,使得齿条63滑动至齿条63的齿面位于楔形块61外。
38.参照图2和图3,齿轮62通过同步组件621和车轮11同步转动,齿轮62转动时,楔形块61朝向远离钢结构2的方向滑动。楔形块61的最低端处设有用于容纳齿轮62的弧形槽65,弧形槽65的底壁上开设有与楔形块61内部连通的控制槽651,控制槽651内滑动设置有控制块66。齿轮62移动至弧形槽65时,控制块66朝向上方滑动。齿条63滑动设置于楔形块61的楔面上,控制块66通过连接杆661与齿条63连接。楔形块61的楔面上开设有供齿条63滑动的容纳槽67,齿条63可通过容纳槽67滑动至齿条63的齿面位于楔形块61内部,齿条63亦可通过容纳槽67滑动至齿条63的齿面位于楔形块61外部。楔形块61内设有第二弹簧68,第二弹簧68用于限制齿条63在容纳槽67外时与齿轮62保持啮合。楔形块61的内壁上固定连接有水平设置的固定板69,第二弹簧68的一端与固定板69的底面固定连接,第二弹簧68的另一端与控制块66的顶面固定连接。齿轮62的宽度大于容纳槽67的宽度,在齿条63的齿面位于楔形块61内时,齿轮62能够与楔形块61楔面的外壁接触,减少齿轮62卡入容纳槽67与齿条63接触的可能性。弧形槽65的深度小于齿轮62的半径,弧形槽65靠近齿条63的一端呈弧形设置,弧形槽65靠近齿条63的一端与弧形槽65反向弯曲,提高了楔形块61朝向靠近钢结构2滑动时,齿轮62从弧形槽65内滑出的流畅性。齿轮62、齿条63和控制块66均由轻质塑料件制成,第二弹簧68的刚度较小,不阻碍齿轮62进入弧形槽65内。
39.参照图2,同步组件621包括第一同步轮6211、第二同步轮6212和同步带6213,第一同步轮6211同轴连接于车轮11的转动轴上,第二同步轮6212同轴连接于齿轮62的转动轴上,同步带6213同时套设于第一同步轮6211和第二同步轮6212上,同步带6213与第一同步轮6211、第二同步轮6212的周侧壁同时抵接。车轮11转动带动第一同步轮6211转动,带动同步带6213转动,带动第二同步轮6212转动,从而带动齿轮62与车轮11同步转动。
40.转动电机12转动时,车轮11向左转动,齿轮62通过同步组件621沿自身轴线自转,带动齿条63斜向左上方移动,压缩第一弹簧611,齿条63在第二弹簧68的作用下保持和齿轮62啮合,当齿轮62转动至弧形槽65内时,推动控制块66向上移动,控制块66通过连接杆661
带动齿条63向上移动,直至齿条63的齿面滑动至楔形块61内,此时,齿轮62始终在弧形槽65内向左转动,使得楔形块61始终有一个向左的趋势,通过齿轮62转动时与弧形槽65之间的摩擦以及弧形槽65的限位,使得齿轮62不易脱离弧形槽65,使得楔形块61始终位于钢结构2上方并且不与钢结构2接触,楔形块61通过同步杆64带动标记杆5在车轮11转动时始终脱离钢结构2,且锁定组件7将齿条63固定于楔形块61内,此时第一弹簧611和第二弹簧68均处于被压缩的状态,由于锁定组件7将齿条63锁定,第二弹簧68在齿条63被锁定时难以对控制块66施加作用力,从而难以对齿轮62施加作用力,此时齿轮62仍不易脱离弧形槽65。
41.当工作人员发现超声波探伤仪上出现异常波段时,通过控制开关驱动车轮11停止转动,带动齿轮62停止转动,此时齿轮62失去与弧形槽65内壁的摩擦力,第一弹簧611为恢复至原状,将楔形块61朝向钢结构2向右下方推动,由于齿条63位于楔形块61内,使得齿条63与齿轮62脱离啮合,以实现楔形块61向右下流畅滑动,带动标记杆5朝向钢结构2滑动至与钢结构2的表面接触,从而实现了当车轮11停止转动的同时标记杆5自动滑动至与钢结构2的表面接触进行标记,无需另外的驱动源,节能环保。在车轮11继续转动前通过解锁组件8解锁齿条63,齿条63滑动至齿条63的齿面位于楔形块61外,此时第二弹簧68继续限制齿条63在容纳槽67外时与齿轮62保持啮合。
42.参照图3和图4,锁定组件7包括滑动设置的锁定块71和锁定杆72,锁定块71和齿条63固定连接,锁定块71的滑动方向与锁定杆72的滑动方向垂直,锁定块71沿竖直方向滑动,锁定杆72沿水平方向滑动,锁定块71上设有供锁定杆72穿入的锁定槽73,当锁定块71远离钢结构2向上移动时,锁定杆72向左滑动至锁定槽73内。锁定杆72位于楔形块61内且于固定板69上滑动,锁定杆72远离锁定槽73的一端上固定连接有第三弹簧74,第三弹簧74远离锁定杆72的一端与楔形块61的内壁固定连接。锁定杆72靠近锁定槽73的一端呈弧形设置,提高锁定杆72穿入锁定槽73内的流畅性。锁定杆72的底面上固定连接有一块限位块721,固定板69的顶面上开设有供限位块721滑动的限位槽722,为锁定杆72的滑动提供了限位和导向。
43.当控制块66带动齿条63向上移动至齿条63的齿面位于楔形块61内部时,带动锁定块71朝向远离钢结构2的方向移动,先将锁定杆72朝向靠近第三弹簧74的方向推动,使得第三弹簧74被压缩,当锁定块71移动至锁定杆72对准锁定槽73时,第三弹簧74为恢复至原长,将锁定杆72推动至锁定槽73内,以实现对齿条63的锁定。
44.参照图3和图4,解锁组件8包括滑动设置的解锁块81和解锁杆82,解锁块81位于楔形块61楔面的最高端,解锁块81由轻质塑料件制成,解锁块81滑动设置于楔形块61的楔面上,解锁块81可朝向右上方滑动至与解锁杆82抵接,解锁块81亦可朝向左下方滑动至与齿轮62抵接,楔形块61的楔面上开设有供解锁块81滑动的解锁槽83,解锁块81靠近解锁杆82的一面呈楔面。解锁杆82的一端与锁定杆72连接,解锁杆82的另一端与解锁块81抵接,解锁块81位于楔形块61外部的一端与齿轮62抵接,当齿轮62与解锁块81抵接时,齿轮62推动解锁块81与解锁杆82抵接,并使得解锁块81推动解锁杆82至锁定块71脱离锁定槽73。当楔形块61向下滑动至齿轮62位于楔形块61的楔面最高端时,齿轮62与解锁块81抵接并推动解锁块81朝向解锁杆82的方向滑动,使得解锁块81推动解锁杆82朝向远离锁定槽73的方向滑动,带动锁定块71远离锁定槽73滑动至脱离锁定槽73,实现齿条63的解锁,在第二弹簧68的作用下,齿条63自动复位。
45.参照图2和图5,标记杆5和楔形块61通过支撑板9滑动设置于安装座1上,标记杆5的顶面与支撑板9远离安装座1的一面连接,楔形块61的顶面与支撑板9远离安装座1的一面通过伸缩杆612连接,由于伸缩杆612倾斜设置,支撑板9的底面上一体成型有供伸缩杆612连接的三角块,安装座1的底面上开设有供支撑板9滑动的滑槽91,支撑板9的顶面上连接有燕尾块92,安装座1靠近钢结构2的一面上设有供燕尾块92滑动的燕尾槽93,燕尾槽93开设于滑槽91的底壁上。当楔形块61向上移动时还会产生水平方向上的位移,燕尾块92于燕尾槽93内滑动、支撑板9于滑槽91内滑动适应了楔形块61水平方向的位移。
46.参照图2和图6,标记杆5包括第一杆体51、第二杆体52和印章53,第一杆体51和第二杆体52滑动连接,第一杆体51远离第二杆体52的一端与支撑板9远离安装座1的一端固定连接,第一杆体51内部中空设置,第二杆体52于第一杆体51内滑动,第二杆体52位于第一杆体51内的一端通过限位板521连接有第四弹簧54,限位板521限制第二杆体52不易与第一杆体51脱离,第四弹簧54远离第二杆体52的一端与第一杆体51的内壁连接,印章53连接于第二杆体52远离第一杆体51的一端上,印章53的有色面朝向钢结构2。印章53为水彩印章53,当标记杆5随着楔形块61下降至与钢结构2抵接时,印章53的有色面与钢结构2的表面抵接盖上色彩留下印记,以实现标记作用,且在第四弹簧54的作用下,第二杆体52带着印章53与钢结构2的表面弹性接触,起到缓冲的作用,减少了标记时给钢结构2带来损伤的可能性。当印章53损坏或内部没墨时,转动印章53至与第二杆体52脱离即能更换印章53。
47.参照图1,安装座1宽度方向的两侧设有支撑轮13,支撑轮13通过l型杆与安装座1转动连接,支撑轮13的周侧壁与钢结构2的侧壁抵接。安装座1在钢结构2上沿着焊接处21移动时,带动支撑轮13转动,提高了安装座1移动时的稳定性。
48.本技术实施例一种能定位钢结构焊缝损伤的检测设备的实施原理为:通过控制开关驱动转动电机12启动,驱动车轮11向左转动,此时齿轮62与车轮11同步向左转动,带动齿条63向左上方移动,带动楔形块61向左上方移动,最终齿轮62运动至弧形槽65内,始终在弧形槽65内向左转动,使得楔形块61始终有一个向左的趋势,使得楔形块61始终位于齿轮62上方,此时第一弹簧611被压缩使得标记杆5上升,然后将安装座1放至钢结构2上,车轮11带动安装座1向左前进,此时支撑轮13与钢结构2的侧壁接触使得安装座1平稳地运动,安装座1带动超声波探头3和摄像头4同步沿着钢结构2的焊接处21移动,工作人员通过超声波探伤仪显示的波段即可判断焊缝处的损伤位置,此时通过控制开关驱动转动电机12停止转动,使得车轮11停止转动,使得齿轮62停止转动,齿轮62和弧形槽65的内壁失去摩擦,在第一弹簧611的作用下,楔形块61朝向右下方运动,且齿轮62脱离弧形槽65,楔形块61带动标记杆5同步运动,使得标记杆5在钢结构2的表面盖上印记。
49.然后通过控制开关驱动转动电机12再次启动,齿轮62随车轮11转动,齿轮62逐渐运动至与齿条63啮合,再次带动楔形块61向左上方运动,从而使得标记杆5脱离钢结构2,最终检测完毕后,驱动车轮11转动,最后一次标记不记入焊缝损伤标记位置中。
50.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1