一种胶线缺陷检测方法与流程
本申请涉及缺陷检测,尤其涉及一种胶线缺陷检测方法。
背景技术:
1、电芯在仿形治具上移动到点胶位完成点胶后,由于滑轨移动位置偏差、点胶头移动偏差、视觉定位偏差等因素影响点胶工位点胶质量,进而影响电芯的良品率和使用性能。因此,需要对胶线进行检测,及时发现不良品,以保证胶线的质量和性能。
技术实现思路
1、本申请提供了一种胶线缺陷检测方法,用于提供一种胶线缺陷检测方法,以提高电芯的良品率和使用性能。
2、有鉴于此,本申请第一方面提供了一种胶线缺陷检测方法,包括:
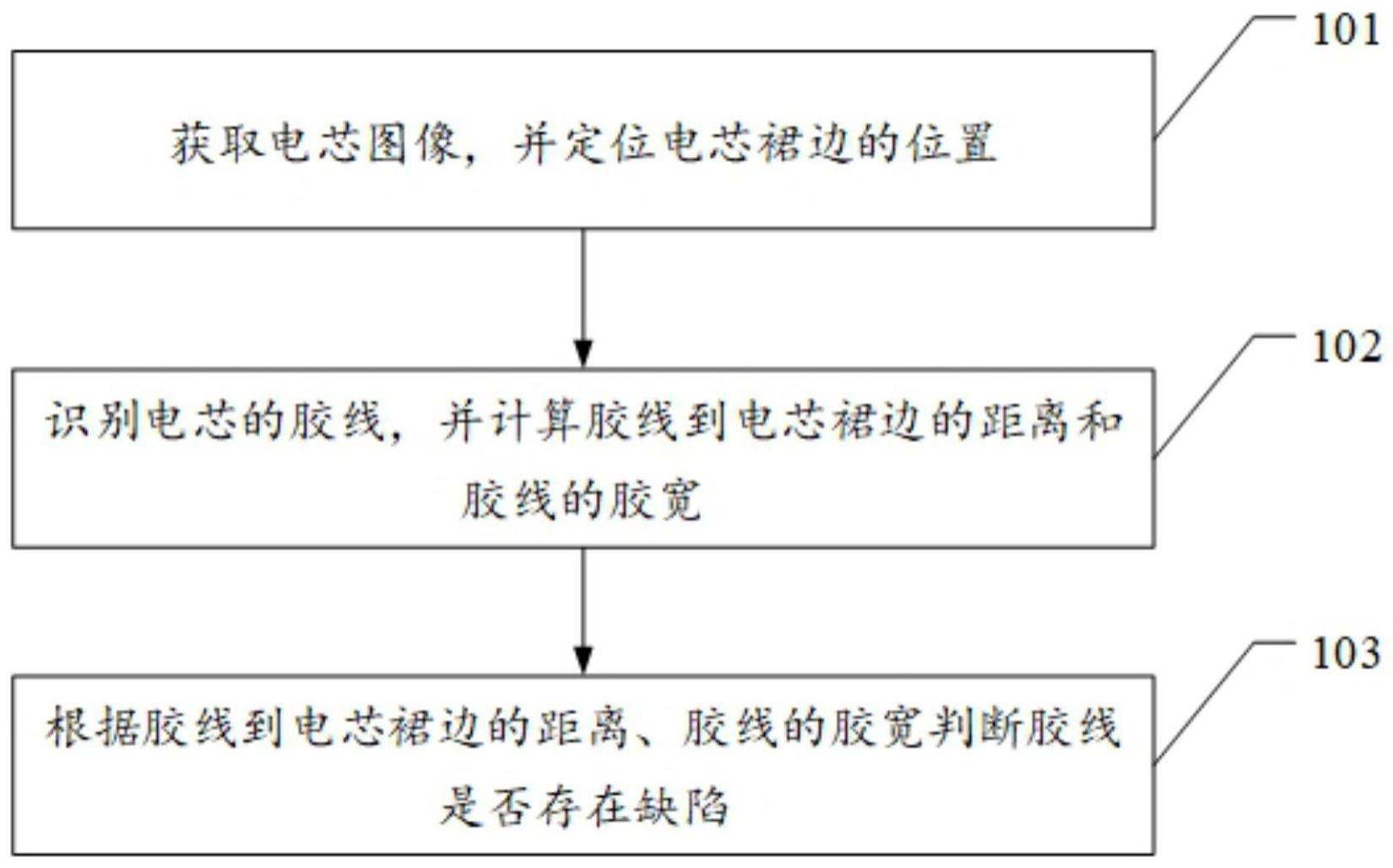
3、获取电芯图像,并定位电芯裙边的位置;
4、识别电芯的胶线,并计算胶线到电芯裙边的距离和胶线的胶宽;
5、根据胶线到电芯裙边的距离、胶线的胶宽判断胶线是否存在缺陷。
6、可选的,所述获取电芯图像,包括:
7、通过左相机从电芯左上方拍摄电芯左侧裙边,得到电芯左侧图像;
8、通过右相机从电芯右上方拍摄电芯右侧裙边,得到电芯右侧图像,其中,左相机和右相机的视野存在交叉区域;
9、将所述电芯左侧图像和所述电芯右侧图像作为电芯图像,或,对所述电芯左侧图像和所述电芯右侧图像进行拼接,得到拼接图像,将所述拼接图像作为电芯图像。
10、可选的,所述定位电芯裙边的位置,包括:
11、从所述电芯图像中提取电芯裙边的头部边缘线、尾部边缘线和侧边边缘线;
12、计算所述电芯裙边的头部边缘线、尾部边缘线与侧边边缘线的交点,得到电芯裙边的位置。
13、可选的,所述识别电芯的胶线,包括:
14、分别根据电芯裙边的头部边缘线、尾部边缘线与侧边边缘线的交点确定胶线头部区域、胶线尾部区域;
15、根据所述胶线头部区域获取头部质心位置,并根据所述胶线头部区域和所述头部质心位置确定胶线的头部位置;
16、根据所述胶线尾部区域获取尾部质心位置,并根据所述胶线尾部区域和所述尾部质心位置确定胶线的尾部位置。
17、可选的,所述方法还包括:
18、基于所述头部质心位置拟合生成一条直线,获取该直线与所述电芯裙边的头部边缘线的交点,并计算胶线的头部位置与该交点的距离,得到胶线头部与电芯裙边头部的距离;
19、基于胶线头部与电芯裙边头部的距离对滴胶起始位置进行检测。
20、可选的,所述计算胶线到电芯裙边的距离和胶线的胶宽,包括:
21、设置卡尺工具的搜索范围,根据胶线的所述头部位置、所述尾部位置在所述电芯图像中设置卡尺工具的起始位置和结束位置;
22、通过卡尺工具从起始位置到结束位置对胶线进行遍历,并获取遍历到的胶线的上边缘、下边缘到电芯裙边侧边的距离以及胶线的胶宽。
23、可选的,当所述电芯图像为所述拼接图像时,所述根据胶线的所述头部位置、所述尾部位置在所述电芯图像中设置卡尺工具的起始位置和结束位置,包括:
24、以胶线的所述头部位置为起始位置,所述尾部位置为结束位置;
25、或,以胶线的所述尾部位置为起始位置,所述头部位置为结束位置。
26、可选的,当所述电芯图像包括所述电芯左侧图像和所述电芯右侧图像时,所述根据胶线的所述头部位置、所述尾部位置在所述电芯图像中设置卡尺工具的起始位置和结束位置,包括:
27、对于所述电芯左侧图像,以胶线的所述头部位置为起始位置,以胶线与所述电芯左侧图像的图像边缘的交点为结束位置;
28、对于所述电芯右侧图像,以胶线的所述尾部位置为起始位置,以胶线与所述电芯右侧图像的图像边缘的交点为结束位置。
29、可选的,所述方法还包括:
30、通过标定块对左相机和右相机进行标定,所述标定块的左侧面和右侧面均刻有水平方向和竖直方向的激光线,所述激光线用于确定左相机和右相机的视野方位和视野图像是否清晰。
31、可选的,所述对所述电芯左侧图像和所述电芯右侧图像进行拼接,得到拼接图像,包括:
32、根据所述标定块对左相机和右相机进行标定得到的标定结果获取左相机、右相机的图像坐标系到世界坐标系的映射关系;
33、根据左相机、右相机的图像坐标系到世界坐标系的映射关系将所述电芯左侧图像、所述电芯右侧图像分别映射到世界坐标系下进行图像拼接,得到拼接图像。
34、从以上技术方案可以看出,本申请具有以下优点:
35、本申请提供了一种胶线缺陷检测方法,包括:获取电芯图像,并定位电芯裙边的位置;识别电芯的胶线,并计算胶线到电芯裙边的距离以及胶线的胶宽;根据胶线到电芯裙边的距离、胶线的胶宽判断胶线是否存在缺陷。
36、本申请中,在电芯完成点胶后,采集电芯图像,通过对电芯图像进行分析和处理来获取胶线的胶宽以及胶线到电芯裙边的距离,进而通过胶线的胶宽以及胶线到电芯裙边的距离判断胶线是否存在缺陷,避免由于滑轨移动位置偏差、点胶头移动偏差、视觉定位偏差等因素导致点胶工位的点胶质量不佳的电芯投入使用,提高电芯的良品率及使用性能。
技术特征:
1.一种胶线缺陷检测方法,其特征在于,包括:
2.根据权利要求1所述的胶线缺陷检测方法,其特征在于,所述获取电芯图像,包括:
3.根据权利要求2所述的胶线缺陷检测方法,其特征在于,所述定位电芯裙边的位置,包括:
4.根据权利要求3所述的胶线缺陷检测方法,其特征在于,所述识别电芯的胶线,包括:
5.根据权利要求4所述的胶线缺陷检测方法,其特征在于,所述方法还包括:
6.根据权利要求4所述的胶线缺陷检测方法,其特征在于,所述计算胶线到电芯裙边的距离和胶线的胶宽,包括:
7.根据权利要求6所述的胶线缺陷检测方法,其特征在于,当所述电芯图像为所述拼接图像时,所述根据胶线的所述头部位置、所述尾部位置在所述电芯图像中设置卡尺工具的起始位置和结束位置,包括:
8.根据权利要求6所述的胶线缺陷检测方法,其特征在于,当所述电芯图像包括所述电芯左侧图像和所述电芯右侧图像时,所述根据胶线的所述头部位置、所述尾部位置在所述电芯图像中设置卡尺工具的起始位置和结束位置,包括:
9.根据权利要求2所述的胶线缺陷检测方法,其特征在于,所述方法还包括:
10.根据权利要求9所述的胶线缺陷检测方法,其特征在于,所述对所述电芯左侧图像和所述电芯右侧图像进行拼接,得到拼接图像,包括:
技术总结
本申请公开了一种胶线缺陷检测方法,包括:获取电芯图像,并定位电芯裙边的位置;识别电芯的胶线,并计算胶线到电芯裙边的距离和胶线的胶宽;根据胶线到电芯裙边的距离、胶线的胶宽判断胶线是否存在缺陷;通过胶线的胶宽以及胶线到电芯裙边的距离判断胶线是否存在缺陷,避免了由于滑轨移动位置偏差、点胶头移动偏差、视觉定位偏差等因素导致点胶工位的点胶质量不佳的电芯投入使用,提高了电芯的良品率及使用性能。
技术研发人员:请求不公布姓名
受保护的技术使用者:广东利元亨智能装备股份有限公司
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!