一种应力腐蚀U型弯曲试验的试样成型装置的制作方法
一种应力腐蚀u型弯曲试验的试样成型装置
技术领域
1.本实用新型涉及应力腐蚀试验技术领域,特别是涉及一种应力腐蚀u型弯曲试验的试样成型装置。
背景技术:
2.应力腐蚀是指材料、机械零件或构建在静应力(主要是拉应力)和腐蚀的共同作用下产生的失效效应。应力腐蚀所引起的破坏在事先往往没有明显的预兆而突然发生脆性断裂,是破坏性和危害性最大的一种腐蚀。在工业生产过程中,需要对金属材料进行应力腐蚀测试,而进行应力腐蚀测试需配有专门针对应力腐蚀试验研发的设备,该设备可为材料试样提供特定的试验环境。u型弯曲试验是一种常用的恒应变应力腐蚀试验方法,该方法具有试验简单、试样紧凑、可批量同步进行等优点,非常适合工厂和试验室使用。其主要过程是将长矩形金属薄板加工成u型并用螺栓固定,然后将试样放置于特定的环境介质中暴露至规定的周期后,根据试样是否发生破裂来确定金属在特定环境下对应力腐蚀破裂是否敏感,或者根据出现裂纹的时间长短来判断不同材料在特定环境中应力腐蚀敏感性的差异,也可以根据出现裂纹的时间长短来判别某种材料在不同环境中发生应力腐蚀的敏感性。
3.目前应力腐蚀的u弯测量试样需要普遍进行手工磨制不同高精度的尺寸、形状,不仅效率较为低下,且难以保证测试要求,不易于上手,给工作人员带来高强度的工作负担。同时目前应力腐蚀试验设备普遍采用一个实验设备配备一个加载试样的形式,每次开展试验仅能对一个试验试样进行加载,而试验结论需通过多个试验数据进行对比分析才可得出,致使出现试验周期长的现象。
技术实现要素:
4.基于此,本实用新型的目的在于,提供一种应力腐蚀u型弯曲试验的试样成型装置,其具有结构简单、试验准确性高且成型效率高的优点。
5.一种应力腐蚀u型弯曲试验的试样成型装置,其包括u型气动压机以及增压阀;
6.所述u型气动压机包括机架、模具、防弹气缸以及压样气缸;
7.所述模具包括下模以及上模,所述下模固定设置于所述机架,所述下模设置有用于放置试样的试样放置区;所述上模沿竖直方向活动设置于所述机架并对应位于所述试样放置区的上方;
8.所述防弹气缸的数目至少为2,其相对地固定设置于所述机架,每一所述防弹气缸包括防弹压头以及第一气缸本体,所述第一气缸本体与所述防弹压头固定连接,并驱动所述防弹压头沿水平方向作朝向或远离所述试样放置区运动;
9.所述压样气缸固定设置于所述机架,其与所述上模驱动连接并驱动所述上模沿竖直方向作上升或下降运动;所述上模下降运动时压合作用于试样并使其弯曲成型;
10.所述增压阀通过管道分别与所述防弹气缸以及所述压样气缸相连通。
11.本实用新型实施例所述应力腐蚀u型弯曲试验的试样成型装置,其通过所述防弹
气缸以及所述压样气缸的设置,配合增压阀的使用,将尺寸定量的方式改为夹治具成型,通过夹具定位减少测试数量并自行开发测试设备防呆,把逐个人工尺寸检测转变为使用夹治具自动尺寸定位,在保证试验准确性的前提下,实现了机械与人力的有效结合,把逐个试样加工的方法改进成多批次、大批量样品的加工,解决了每个试样都需要经过抛磨、折弯、测量、固定、装夹等效率低的问题,控制了诸多影响因素的波动范围,测试结果稳定,保证了测试材料尺寸精度,且简易操作,降低工作人员的上手难度,能够更高效地进行金属材料u弯应力腐蚀测试缩减检测流程,提高效率。
12.进一步地,若干待成型的试样水平并列放置于所述试样放置区,所述上模包括成型压杆,所述成型压杆沿水平方向并垂直于待成型的试样设置;所述压样气缸与所述成型压杆驱动连接并驱动所述成型压杆沿竖直方向作上升或下降运动;所述成型压杆下降运动时压合作用于所述试样并使其弯曲成型。利用所述成型压杆的设置,能够同时对多个试样进行弯曲成型加工,有效提高成型速率。
13.进一步地,所述成型压杆呈圆柱体结构,其半径为5~20mm;所述成型压杆的长度为待成型试样宽度的2~32倍。
14.进一步地,所述上模还包括连接板以及压杆含块,所述连接板贯穿开设有若干导向通孔;所述压杆含块分别与所述连接板以及所述成型压杆固定连接;
15.所述u型气动压机还包括导向组件,所述导向组件包括若干导向杆以及弹性件,所述导向杆沿竖直方向固定于所述机架,并对应活动穿设于所述导向通孔;所述弹性件套设于所述导向杆,且其两端分别与所述机架的上表面以及所述连接板的下表面抵接;
16.所述压样气缸包括气缸接头以及第二气缸本体,所述第二气缸本体与所述气缸接头固定连接,并驱动所述气缸接头作上升或下降运动;所述气缸接头下降运动时驱动所述连接板以及所述成型压杆作下降运动。
17.所述导向组件的设置用于对所述上模的上升下降运动进行导向,使其运动稳定性良好;同时通过所述弹性件的设置,所述压样气缸下压时作用于所述连接板,并进一步使其压缩所述弹性件做下降运动,进而使所述成型压杆下降压合于试样上并使其压缩成型,而由于所述弹性件自身的弹性作用力,所述压样气缸上升后,所述弹性件自动恢复并使所述连接板以及所述成型压杆回升,操作人员能够将成型后的试样取出,无需二次操作,自动化程度高。
18.进一步地,所述导向杆的数目至少为2,其对称设置于试样放置区的四周边缘外,导向作用更佳。
19.进一步地,还包括压杆上模块以及压杆辅助块,所述压杆上模块水平设置,并与所述连接板固定连接;所述压杆辅助块一端与所述压杆上模块固定连接,另一端与所述成型压杆端部固定连接。所述压杆上模块以及所述压杆辅助块的设置用以提高所述压杆固定的稳定性,以及下降压合时沿长度方向的均匀性。
20.进一步地,还包括限位件,所述限位件的数目至少为4,其凸起固定于所述压杆含块,并对应位于所述试样放置区边缘外。所述限位件用以对成型后的试样进行限位,同时能够指示操作人员后续对成型后的试样套设卡扣套以避免其变形的操作。
21.进一步地,所述管道为透明软管。
22.进一步地,所述机架包括底板、顶板以及若干立柱,每一所述立柱沿竖直方向设
置,且其两端分别与所述底板以及所述顶板固定连接;所述下模设置于所述底板上,所述防弹气缸相对地固定于所述底板,所述立柱沿竖直方向固定于所述底板;所述压样气缸固定于所述顶板。所述机架采用多立柱结构,结构稳定性良好。
23.进一步地,所述立柱的数目至少为4,其对称设置于所述试样放置区的四周边缘外。
24.为了更好地理解和实施,下面结合附图详细说明本实用新型。
附图说明
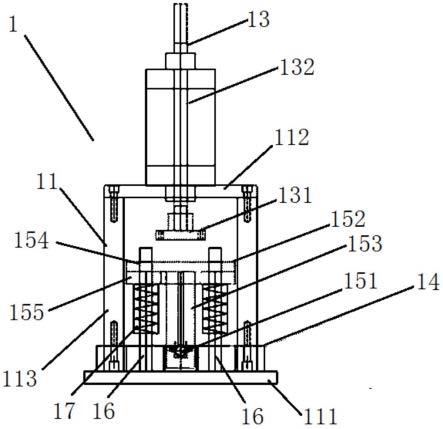
25.图1为本实用新型实施例1所述u型气动压机结构正视图;
26.图2为本实用新型实施例1所述u型气动压机结构俯视图;
27.图3为本实用新型实施例1所述u型气动压机结构侧视图。
具体实施方式
28.在本实用新型的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
29.实施例1
30.请参照图1-3,图1为本实用新型实施例1所述u型气动压机结构正视图,图2为本实用新型实施例1所述u型气动压机结构俯视图,图3为本实用新型实施例1所述u型气动压机结构侧视图,本实用新型实施例提供一种应力腐蚀u型弯曲试验的试样成型装置,其包括 u型气动压机1以及增压阀(图未示);
31.u型气动压机1包括机架11、模具、防弹气缸12以及压样气缸13;
32.所述模具包括下模14以及上模,下模14固定设置于机架11,下模14设置有用于放置试样的试样放置区;所述上模沿竖直方向活动设置于机架11并对应位于所述试样放置区的上方;
33.防弹气缸12的数目至少为2,其相对地固定设置于机架11,每一防弹气缸12包括防弹压头121以及第一气缸本体122,第一气缸本体122与防弹压头121固定连接,并驱动防弹压头121沿水平方向作朝向或远离所述试样放置区运动;
34.压样气缸13固定设置于机架11,其与所述上模驱动连接并驱动所述上模沿竖直方向作上升或下降运动;所述上模下降运动时压合作用于试样并使其弯曲成型;
35.所述增压阀通过管道(图未示)分别与防弹气缸12以及压样气缸13相连通。
36.本实用新型实施例1所述应力腐蚀u型弯曲试验的试样成型装置,其通过防弹气缸12 以及压样气缸13的设置,配合增压阀的使用,将尺寸定量的方式改为夹治具成型,通过夹具定位减少测试数量并自行开发测试设备防呆,把逐个人工尺寸检测转变为使用夹治具自动尺寸定位,在保证试验准确性的前提下,实现了机械与人力的有效结合,把逐个试样加工的方法改进成多批次、大批量样品的加工,解决了每个试样都需要经过抛磨、折弯、测量、固定、装夹等效率低的问题,控制了诸多影响因素的波动范围,测试结果稳定,保证了测试
材料尺寸精度,且简易操作,降低工作人员的上手难度,能够更高效地进行金属材料u弯应力腐蚀测试缩减检测流程,提高效率。
37.具体地,若干待成型的试样水平并列放置于所述试样放置区,所述上模包括成型压杆151,成型压杆151沿水平方向并垂直于待成型的试样设置;压样气缸13与成型压杆151驱动连接并驱动成型压杆151沿竖直方向作上升或下降运动;成型压杆151下降运动时压合作用于所述试样并使其弯曲成型。利用成型压杆151的设置,能够同时对多个试样进行弯曲成型加工,有效提高成型速率。
38.成型压杆151呈圆柱体结构,其半径为5~20mm;成型压杆151的长度为待成型试样宽度的2~32倍。
39.作为一种可选实施方式,所述上模还包括连接板152以及压杆含块153,连接板152贯穿开设有若干导向通孔154;压杆含块153分别与连接板152以及成型压杆151固定连接;
40.u型气动压机1还包括导向组件,所述导向组件包括若干导向杆16以及弹性件17,导向杆16沿竖直方向固定于机架11,并对应活动穿设于导向通孔154;弹性件17套设于导向杆16,且其两端分别与机架11的上表面以及连接板152的下表面抵接;
41.压样气缸13包括气缸接头131以及第二气缸本体132,第二气缸本体132与气缸接头131 固定连接,并驱动气缸接头131作上升或下降运动;气缸接头131下降运动时驱动连接板152 以及成型压杆151作下降运动。
42.所述导向组件的设置用于对所述上模的上升下降运动进行导向,使其运动稳定性良好;同时通过弹性件17的设置,压样气缸13下压时作用于连接板152,并进一步使其压缩弹性件17做下降运动,进而使成型压杆151下降压合于试样上并使其压缩成型,而由于弹性件 17自身的弹性作用力,压样气缸13上升后,弹性件17自动恢复并使连接板152以及成型压杆151回升,操作人员能够将成型后的试样取出,无需二次操作,自动化程度高。
43.进一步优选地,导向杆16的数目至少为2,其对称设置于试样放置区的四周边缘外,导向作用更佳。
44.作为一种可选实施方式,在本实施例中,还包括压杆上模块155以及压杆辅助块156,压杆上模块155水平设置,并与连接板152固定连接;压杆辅助块156一端与压杆上模块155 固定连接,另一端与成型压杆151端部固定连接。压杆上模块155以及压杆辅助块156的设置用以提高所述压杆固定的稳定性,以及下降压合时沿长度方向的均匀性。
45.u型气动压机1还包括限位件18,限位件18的数目至少为4,其凸起固定于压杆含块 153,并对应位于所述试样放置区边缘外。限位件18用以对成型后的试样进行限位,同时能够指示操作人员后续对成型后的试样套设卡扣套以避免其变形的操作。
46.作为一种可选实施方式,在本实施例中,所述管道为透明软管。机架11包括底板111、顶板112以及若干立柱113,每一立柱113沿竖直方向设置,且其两端分别与底板111以及顶板112固定连接;下模14设置于底板111上,防弹气缸12相对地固定于底板111,所述立柱沿竖直方向固定于底板111;压样气缸13固定于顶板112。机架11采用多立柱113结构,结构稳定性良好。立柱113的数目至少为4,其对称设置于所述试样放置区的四周边缘外。
47.以上所述实施例仅表达了本实用新型的几种实施方式,其描述较为具体和详细,但并不能因此而理解为对实用新型专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本实用新型构思的前提下,还可以做出若干变形和改进,这些都属于
本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1