一种音圈马达作动测试治具和测试系统的制作方法
1.本实用新型实施例涉及摄像头模组测试技术领域,尤其涉及一种音圈马达作动测试治具和测试系统。
背景技术:
2.音圈马达(voice coil motor,vcm)因占用电路板面积小,可靠性高,能支持大功率等特点,而广泛应用于摄像头对焦功能中。vcm是摄像头模组中的重要组成部分,它不仅决定了摄像头模组的自动对焦能力,同时也是判断一个摄像头模组性能优异的关键部件。并且,随着vcm在视频会议等场景上的应用,vcm需求量将会日益增长。
3.vcm属于高精度部件,每道作业工序对vcm性能都有可能造成影响。目前的vcm性能检测是通过肉眼观察作动,而因为vcm的行程范围小(0.3-0.5mm),会导致人眼对vcm性能不易识别、并易产生视觉疲劳、检查效率低、且存在主观性判断等问题。而且,在前期研发导入阶段,需要评测vcm在各姿势状态下各项指标的变化量,如水平、垂直、斜45
°
等姿势。
技术实现要素:
4.本实用新型提供一种音圈马达作动测试治具和测试系统,以检验vcm组装前后性能是否发生变化,高效率检测vcm性能指标,保证客户端品质。
5.第一方面,本实用新型实施例提供了一种音圈马达作动测试治具,包括:
6.基座,所述基座包括定位板,所述定位板上设置有中心孔;
7.旋转轴,贯穿所述定位板的所述中心孔;
8.旋转部,与所述旋转轴的一端固定,所述旋转部通过所述旋转轴旋转固定于所述定位板上且可相对所述定位板旋转任意角度;
9.激光器探头和测试夹具,安装于所述旋转部上,所述激光器探头和所述测试夹具的中心连线与所述旋转轴的延伸方向相交,所述测试夹具用于夹持待测试的音圈马达,所述激光器探头用于发射及接收激光,并将接收到的激光信息传输给激光器控制器,以此测试所述音圈马达的位移量。
10.可选地,所述测试治具还包括旋转电机,固定于所述定位板背离所述旋转部的一侧,所述旋转电机用于驱动所述旋转轴并带动所述旋转部旋转至任意角度。
11.可选地,所述定位板上还设置有多个第一定位孔,多个所述第一定位孔围绕所述中心孔呈圆周排布;所述旋转部上设置有第二定位孔,所述第二定位孔在所述旋转部旋转预设角度时与一个所述第一定位孔对位;
12.所述测试治具还包括定位销,所述定位销用于配合所述第二定位孔和所述第一定位孔以定位所述旋转部的旋转角度及固定所述测试治具在不使用状态下的位置。
13.可选地,所述旋转部包括旋转板、承载板、导轨和滑动件;
14.所述旋转板与所述定位板平行,所述承载板与所述定位板垂直,所述承载板与所述旋转板的第一侧边固定连接,且位于所述旋转板背离所述定位板的一侧;
15.所述导轨安装于所述旋转板背离所述定位板的一侧表面上,所述滑动件与所述导轨滑动连接;
16.所述测试夹具安装于所述承载板上,所述激光器探头安装于所述滑动件上,且所述激光器探头的出射激光正对所述测试夹具的中心。
17.可选地,所述旋转部还包括基准板、螺杆和旋转手柄;
18.所述基准板与所述定位板垂直,且所述基准板与所述旋转板的第二侧边固定连接,所述第二侧边与所述第一侧边相对;
19.所述螺杆与所述导轨平行,所述螺杆的一端连接所述滑动件,另一端连接所述旋转手柄;所述基准板上设置有螺孔,所述螺杆与所述螺孔螺接。
20.可选地,所述基座还包括底板和两个侧板;
21.所述定位板固定在所述底板上且与所述底板相互垂直,两个所述侧板分别固定于所述定位板的相对两条侧边上。
22.可选地,所述测试治具还包括光电开关和感应片;所述光电开关设置在所述侧板的内壁的预设位置上;所述感应片的一端固定在所述旋转轴上,所述感应片随所述旋转轴转动且在所述导轨与所述底板垂直时,所述感应片的另一端移动至所述光电开关中间位置,以阻断所述光电开关的光信号接收。
23.可选地,所述测试治具还包括电机控制器,所述电机控制器安装于所述基座上;所述电机控制器与所述旋转电机电连接,用于控制所述旋转电机工作。
24.第二方面,本实用新型实施例还提供了一种音圈马达作动测试系统,包括如第一方面任一项所述的音圈马达作动测试治具,还包括音圈马达驱动控制模块、激光控制器模块和计算机;
25.所述音圈马达驱动控制模块与所述音圈马达电连接,能够以测试电流控制和驱动所述音圈马达工作;
26.所述激光控制器模块与所述激光器探头电连接,能够控制所述激光器探头发射及接收激光,以测试所述音圈马达的位移量;
27.所述计算机分别与所述音圈马达驱动控制模块和所述激光控制器模块电连接,能够向所述音圈马达驱动控制模块发送测试指令,接收所述激光控制器模块反馈的所述音圈马达在不同的所述测试电流下的所述位移量,并根据所述音圈马达在不同的所述测试电流下的所述位移量,计算所述音圈马达的性能指标,所述性能指标包括马达行程、敏感度、线性精度、启动电流和迟滞参数中的至少一个。
28.可选地,所述测试治具还包括旋转电机和电机控制器;
29.所述旋转电机固定于所述定位板背离所述旋转部的一侧,所述旋转电机用于驱动所述旋转轴并带动所述旋转部旋转至任意角度;所述电机控制器安装于所述基座上;所述电机控制器与所述旋转电机电连接,用于控制所述旋转电机工作;
30.所述音圈马达驱动控制模块与所述电机控制器电连接,能够向所述电机控制器发送旋转指令,以控制电机转动;
31.所述计算机接收激光控制器模块反馈的所述音圈马达在不同旋转角度下不同的测试电流下的所述位移量,计算所述音圈马达在不同旋转角度下的所述性能指标。
32.本实用新型实施例提供的音圈马达作动测试治具和测试系统,通过在测试治具中
设置基座、旋转轴、旋转部、激光器探头和测试夹具,其中,基座包括定位板,定位板上设置有中心孔;旋转轴贯穿定位板的中心孔;旋转部与旋转轴的一端固定,旋转部通过旋转轴旋转固定于定位板上且可相对定位板旋转任意角度;激光器探头和测试夹具安装于旋转部上,测试夹具用于夹持待测试的音圈马达,激光器探头和测试夹具的中心连线与旋转轴的延伸方向相交;并且,测试治具配合音圈马达驱动控制模块、激光控制器模块和计算机,可以实现音圈马达性能的自动检测,将作动检查定量化,通过具体的数值体现音圈马达的性能;此外,还能实现产线模式和姿势差模式,适用不同应用场景的需求。
附图说明
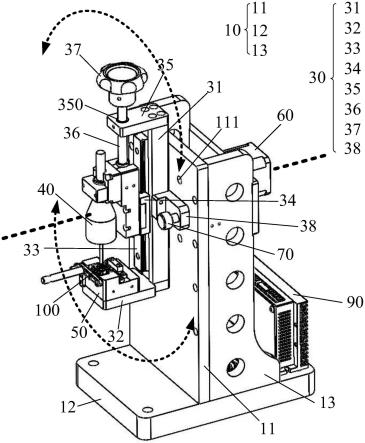
33.图1和图2是本实用新型实施例提供的一种音圈马达作动测试治具两种视角下的结构示意图;
34.图3是图1和图2所示音圈马达作动测试治具的侧视图;
35.图4是图1和图2所示音圈马达作动治具的正视图;
36.图5是本实用新型实施例提供的一种音圈马达作动测试系统的结构示意图;
37.图6是本实用新型实施例提供的一种音圈马达性能测试交互界面示意图;
38.图7是现有音圈马达的正常测试流程图;
39.图8是本实用新型实施例提供的音圈马达产线模式测试流程图;
40.图9是本实用新型实施例提供的一种测试电流和位移量关系曲线图;
41.图10是本实用新型实施例提供的另一种测试电流和位移量关系曲线图;
42.图11是本实用新型实施例提供的另一种音圈马达性能测试交互界面示意图;
43.图12是本实用新型实施例提供的音圈马达姿势差模式测试流程图。
具体实施方式
44.下面结合附图和实施例对本实用新型作进一步的详细说明。可以理解的是,此处所描述的具体实施例仅仅用于解释本实用新型,而非对本实用新型的限定。另外还需要说明的是,为了便于描述,附图中仅示出了与本实用新型相关的部分而非全部结构。
45.图1和图2是本实用新型实施例提供的一种音圈马达作动测试治具两种视角下的结构示意图,图3是图1和图2所示音圈马达作动测试治具的侧视图,图4是图1和图2所示音圈马达作动治具的正视图,参考图1-图4,该测试治具包括:基座10,基座10包括定位板11,定位板11上设置有中心孔110;旋转轴20,贯穿定位板11的中心孔110;旋转部30,与旋转轴20的一端固定,旋转部30通过旋转轴20旋转固定于定位板11上且可相对定位板11旋转任意角度;激光器探头40和测试夹具50,安装于旋转部30上,激光器探头40和测试夹具50的中心连线与旋转轴20的延伸方向相交,测试夹具50用于夹持待测试的音圈马达100,激光器探头40用于发射及接收激光,并将接收到的激光信息传输给激光器控制器,以测试音圈马达100的位移量。
46.其中,基座10为整个测试治具的主要支撑结构,其中的定位板11用于支撑旋转部30进行旋转。可以理解,定位板11上设置的中心孔110用于限位旋转轴20,使旋转轴20在中心孔110中旋转。而旋转部30固定在旋转轴20的一端,可随旋转轴20一同旋转,其旋转中心轴即为旋转轴20。旋转部30上安装激光器探头40和测试夹具50,即表示激光器探头40和测
试夹具50可随旋转部30一同旋转,此时,由测试夹具50上夹持的待测试的音圈马达100一并旋转,实现不同的姿势,以实现不同角度下对音圈马达100位移量的测量。
47.本领域技术人员可以理解,音圈马达的位移距离与驱动电流的大小相关,驱动电流越大则音圈马达的位移量越大。基于本实施例提供的测试治具,通过转动旋转部30使音圈马达100置于某一特定倾斜角度,使音圈马达100呈不同姿势,在不同姿势下可以利用激光器探头40测试音圈马达100的位移量,基于音圈马达100的位移量即可分析计算获得音圈马达100各种性能指标。
48.本实用新型实施例提供的音圈马达作动测试治具,通过在测试治具中设置基座、旋转轴、旋转部、激光器探头和测试夹具,其中,基座包括定位板,定位板上设置有中心孔;旋转轴贯穿定位板的中心孔;旋转部与旋转轴的一端固定,旋转部通过旋转轴旋转固定于定位板上且可相对定位板旋转任意角度;激光器探头和测试夹具安装于旋转部上,测试夹具用于夹持待测试的音圈马达,激光器探头和测试夹具的中心连线与旋转轴的延伸方向相交,可以实现音圈马达的性能检测,将作动检查定量化,通过具体的数值体现音圈马达的性能;此外,还能实现产线模式和姿势差模式,适用不同应用场景的需求。
49.继续参考图1-图4,在一具体实施例中,旋转部30可包括旋转板31、承载板32、导轨33和滑动件34;旋转板31与定位板11平行,承载板32与定位板11垂直,承载板32与旋转板31的第一侧边311固定连接,且位于旋转板31背离定位板11的一侧;导轨33安装于旋转板31背离定位板11的一侧表面上,滑动件34与导轨33滑动连接;测试夹具50安装于承载板32上,激光器探头40安装于滑动件34上,且激光器探头40的出射激光正对测试夹具50的中心。需要说明的是,此处激光器探头40实质是安装在激光头固定装置上,可以通过激光头固定装置调节激光器探头40姿态,从而调节激光出射角度,激光头固定装置则与滑动件34固定,随滑动件34在导轨33上进行滑动。
50.可以理解,此时的旋转部30中由于设置有导轨33和滑动件34,激光器探头40通过安装在滑动件34上,可在该旋转部30上进行相对滑动。并且,基于音圈马达100夹持在测试夹具50上,且测试夹具50固定安装在承载板32上,此时,可通过滑动该滑动件34调节激光器探头40相对音圈马达100的距离,方便激光器探头40进行激光测距。
51.进一步地,该测试治具中,旋转部30还可包括基准板35、螺杆36和旋转手柄37;基准板35与定位板11垂直,且基准板35与旋转板31的第二侧边312固定连接,第二侧边312与第一侧边311相对;螺杆36与导轨33平行,螺杆36的一端连接滑动件34,另一端连接旋转手柄37;基准板35上设置有螺孔350,螺杆36与螺孔350螺接。
52.其中,螺杆36和螺孔350螺接配合,可以通过利用旋转手柄37,来精确调节螺杆36一端连接的激光头固定装置带动滑动件34相对导轨33的滑动量,也即用于精确调节滑动件34上的激光器探头40与音圈马达100的距离。
53.为了实现自动化姿势差检测模式,本实施例中可选对旋转轴20进行自动化驱动旋转。具体地,继续参考图1-图4,可选地,该测试治具还包括旋转电机60,固定于定位板11背离旋转部30的一侧,旋转电机60用于驱动旋转轴20并带动旋转部30旋转至任意角度。进一步地,该测试治具还可包括电机控制器90,电机控制器90安装于基座10上;电机控制器90与旋转电机60电连接,用于控制旋转电机60工作。
54.此时,通过驱动模块控制电机控制器90以控制旋转电机60工作,进而控制旋转轴
20旋转。此外,旋转电机60的旋转角度可由驱动模块精确控制,即利用驱动模块控制电机控制器90可实现音圈马达100的任意一种旋转角度,即该测试治具能够支撑音圈马达100各类姿势下的性能测试。需要说明的是,本实施例中为方便旋转电机60和旋转轴20的连接,可采用联轴器,以将旋转电机60的转轴和旋转轴20两轴连接成一体,从而传递转矩或运动。
55.需要说明的是,为了实现自动化的姿势差性能测试,利用旋转电机60驱动特定角度的旋转时,需要先将旋转治具复位(导轨33与底板12垂直),在复位完成(即待测镜头向上)的基础上,通过旋转电机60可实现任意角度的精确旋转。具体地,本实施例中的测试治具可设置基座10还包括底板12和两个侧板13;定位板11固定在底板12上且与底板12相互垂直,两个侧板13分别固定于定位板11的相对两条侧边上。
56.在上述实施例的测试治具的基础上,还可设置光电开关81和感应片82;光电开关81设置在侧板13的内壁的预设位置上;感应片82的一端固定在旋转轴20上,感应片82随旋转轴20转动且在导轨33与底板12垂直时,感应片82的另一端移动至光电开关81的中间位置,以阻断光电开关81的光信号接收。
57.其中,当感应片82由旋转轴20带动旋转至光电开关81中时,光电开关81向音圈马达的驱动模块反馈相应的感应信号,驱动模块接受到此信号后停止对马达的驱动,测试治具复位完成,即表示测试治具处于导轨33与底板12垂直的位置。将光电开关81设置在侧板13的内壁的预设位置上,在实际测量旋转的过程中,以复位位置作为基准,方便精确控制并获知当前旋转部30的姿势状态。如图本实施例示例的光电开关81的安装位置,当感应片82转至其中时,旋转部30呈竖立状态。
58.此外,考虑到测试治具的不同使用方式,本实用新型实施例还可在测试治具中增加手动调节的功能。具体地,继续参考图1-图4,可选在该测试治具中,定位板11上还可设置多个第一定位孔111,多个第一定位孔111围绕中心孔110呈圆周排布;旋转部30上设置有第二定位孔(图中未示出),第二定位孔在旋转部30旋转预设角度时与一个第一定位孔111对位;测试治具还包括定位销70,定位销70用于配合第二定位孔和第一定位孔111以定位旋转部30的旋转角度及固定测试治具在不使用状态下的位置。
59.如图1所示,旋转部30上的第二定位孔实际上是设置在辅助定位块38上,辅助定位块38与旋转板31的侧壁固定连接,并随旋转板31同步转动。可以理解为,通过设计辅助定位块38合适的形状尺寸以及其上的第二定位孔的位置,可以保证辅助定位块38在转动时与定位板11上的第一定位孔111依次对位。在手动旋转模式下,可以转动旋转板31并在辅助定位块38与预设的第一定位孔111对位时,通过定位销70配合两个定位孔,可以实现旋转部30相对定位板11固定,此时,旋转部30中音圈马达100处于预设的姿势状态下,从而能够进行姿势差性能测试。
60.基于上述的音圈马达作动测试治具,本实用新型实施例还提供了一种音圈马达作动测试系统。图5是本实用新型实施例提供的一种音圈马达作动测试系统的结构示意图,参考图5,该音圈马达作动测试系统包括上述实施例提供的任意一种音圈马达作动测试治具200,还包括音圈马达驱动控制模块300、激光控制器模块400和计算机500;音圈马达驱动控制模块300与音圈马达100电连接,能够以电流控制和驱动音圈马达100工作,并且音圈马达驱动控制模块300与音圈马达作动测试治具200电连接,以间接控制旋转电机的转动;激光控制器模块400与激光器探头40电连接,以实时检测音圈马达100的位移量;计算机500分别
与音圈马达驱动控制模块300和激光控制器模块400通过rs232串口连接,能够向音圈马达驱动控制模块300发送测试指令,接收激光控制器模块400反馈的音圈马达100在不同的测试电流下的位移量,并根据音圈马达100在不同的测试电流下的位移量,计算音圈马达的性能指标,性能指标包括马达行程、敏感度、线性精度、启动电流和迟滞参数中的至少一个。
61.下面对该音圈马达作动测试系统的具体测试过程进行详细介绍。首先,该测试系统包括产线测试模式和姿势差测试模式,其中产线测试模式即音圈马达垂直向上状态下的性能测试过程,姿势差测试模式即音圈马达在不同姿势状态下的性能测试过程。首先,对于产线测试模式,上述测试系统的测试步骤可包括:
62.s110、计算机向音圈马达驱动控制模块发送测试指令。
63.其中,音圈马达驱动控制模块300与计算机500示例可采用rs232串口进行连接和通信。此时,音圈马达驱动控制模块300根据计算机500发布的测试指令,控制和驱动音圈马达100工作。该过程中,由音圈马达驱动控制模块300向音圈马达100提供驱动电流。计算机500负责向音圈马达驱动控制模块300发送测试指令。具体地,在实际测试过程中,计算机500获取用户选择的测试的项目及各个项目的判定规格,并按照测试项目勾选的顺序向音圈马达驱动控制模块发送对应的测试指令,在项目测试完成后依据判定规格自行判定音圈马达的品质及各测试项目的具体测试数值,并将测试数值保存于建立好的excel文档中,方便后期查看。可以理解为,该计算机中可设置包括用户交互模块,图6是本实用新型实施例提供的一种音圈马达性能测试交互界面示意图,如图6所示,计算机模块中设置的用户交互模块可用于获取测试项目及判定规格,也可用于显示测试后的判定结果及时间,还可用于提供方便交互的部分信息或设置等,此处不做过多限定。
64.s120、计算机接收激光控制器模块反馈的音圈马达在不同的测试电流下的位移量。
65.计算机500与激光控制器400同样可采用rs232串口进行连接和通信。激光控制器400控制和驱动测试治具200中的激光器探头40工作,激光照射在音圈马达100上产生反射激光。激光控制器400根据激光测距原理,利用接收到的激光可以精确计算音圈马达100在不同测试电流下的位移量。
66.需要说明的是,上述步骤s110和s120可以是同步执行的过程,即音圈马达驱动控制模块300控制音圈马达100工作位移的同时,激光控制器400同步测量音圈马达100的位移量,也可以是存在明显的先后顺序,例如音圈马达驱动控制模块300控制音圈马达100位移并且稳定后,由激光控制器400测量音圈马达100的位移量,获得与当前测试电流相对应的位移量。
67.s130、计算机根据音圈马达在不同的测试电流下的位移量,计算音圈马达的性能指标,性能指标包括马达行程、敏感度、线性精度、启动电流和迟滞参数中的至少一个。
68.该步骤实际是计算机500进行数据处理和分析的过程,其中包括直线拟合过程和数据分析过程,对应地,计算机500中实际上包括直线拟合模块和数据分析模块。直线拟合过程即直线拟合算法根据不同测试电流下的位移量,通过拟合获得测试电流和位移量的直线关系。数据分析过程即数据分析算法根据该直线关系以及音圈马达驱动电流的最大值,可以计算获得音圈马达100的最大位移量即马达行程;根据该直线关系的斜率可以获知音圈马达100的敏感度;根据该直线关系和初始位移阈值,可以计算获得启动电流;根据多个
测试电流下音圈马达往返位移量的位移差,可计算获得音圈马达的迟滞参数。
69.需要说明的是,本实施例中驱动电流值可以是连续电流值,并以此获得音圈马达100相应的连续的位移量,拟合获得电流与位移量的直线关系;驱动电流值还可以是离散的电流值,即在预设的电流值范围内设定多个离散的电流值,并以该离散的电流值获得相应的位移量,同样可以拟合获得电流与位移量的直线关系。
70.本实用新型实施例提供了具体的测试方式。图7是现有音圈马达的正常测试流程图,图8是本实用新型实施例提供的音圈马达产线模式测试流程图,图9是本实用新型实施例提供的一种测试电流和位移量关系曲线图,参考图7-图9,首先,在现有的测试评价过程中,一般单独测试vcm行程/敏感度/线性精度/启动电流/迟滞各项测试,数据测试时间约2-3分钟左右/每台,时间较长。通常的正常测试模式在测试时选用电流范围为0-100ma,在0-20ma范围时测试电流是每2ma递增,在20-100ma范围时,测试电流则是每1ma递增,测试整个项目过程耗时较长。特此研发出产线测试模式,发明人研究发现,电流范围中存在相对稳定的区域,测试过程中以该稳定范围的测试电流进行测试,可以获得线性度较好的测试电流和位移量的直线关系。具体地,比较稳定的区域一般分布在40-80ma之间,此段线性度较好。在本实用新型的一个具体实施例中,选用40-80ma范围内的离散的电流值进行取数测量,测试时测试电流每4ma递增,其它测试项目通过计算机软件算法计算,耗时时间为15秒左右。
71.此外,因电流与位移量的实际曲线并不是完全线性,局部放大看会有波动,因此,本实用新型实施例中可采用最小二乘法拟合直线。图10是本实用新型实施例提供的另一种测试电流和位移量关系曲线图,参考图10,设直线方程为y=ax+b;已知取n个测试点,直线方程中的斜率a和截距b的拟合公式为:
72.基于本实用新型实施例提供的包括旋转电机和电机控制器的测试治具,上述的测试系统中的音圈马达控制模块还与电机控制器电连接。基于此,对于姿势差测试模式,上述测试系统的测试步骤中,在s110、计算机向音圈马达驱动控制模块发送测试指令之前,还包括:
73.s100、向音圈马达控制模块发送电机旋转指令。
74.电机控制器和音圈马达控制模块电连接。该步骤中计算机同样需要利用用户交互模块向电机驱动器发送角度指令,音圈马达驱动模块收到指令后控制马达旋转对应角度,以调节音圈马达100位于不同的姿势。图11是本实用新型实施例提供的另一种音圈马达性能测试交互界面示意图,参考图11,在该交互界面中,用户输入或选择旋转角度以通过计算机和电机控制器调节测试治具中音圈马达的姿势,并在不同的姿势状态下进行性能测试。此时,在前期研发导入阶段,本实用新型实施例提供的测试治具和测试系统,能够评测如水平、垂直、斜45
°
等各姿势状态下各项指标的变化量。
75.图12是本实用新型实施例提供的音圈马达姿势差模式测试流程图,参考图12,具体地,初期处理包括保存文件初始化、rs232通信初始化、开始状态初始化(包括开始测试时间,ok和ng状态,统计测试数据等)。马达旋转角度控制包括按界面选定角度、驱动vcm旋转治具到所需角度。各项性能测试包括机械行程测试、停止精度测试、敏感度测试、线性精度测试、启动电流测试、迟滞测试。规格判定并保存数据包括确认各项性能是否达标。如有一
项ng,测弹出提示,测试完成后自动保存数据。终了处理包括关闭端口处理初始化、测试结果ok或ng状态显示、统计测试数据更新等。
76.本实用新型实施例提供的测试系统,通过测试治具配合音圈马达驱动控制模块、激光控制器模块和计算机,可以实现音圈马达性能的自动检测,具有以下优点:将作动检查定量化,通过具体的数值体现音圈马达的性能;通过规格限制自动判断产品好坏;可适应多机种管理测试;记录测定数据,来历可追溯;增加产线模式和姿势差模式,适用不同应用场景需求。
77.注意,上述仅为本实用新型的较佳实施例及所运用技术原理。本领域技术人员会理解,本实用新型不限于这里所述的特定实施例,对本领域技术人员来说能够进行各种明显的变化、重新调整、相互结合和替代而不会脱离本实用新型的保护范围。因此,虽然通过以上实施例对本实用新型进行了较为详细的说明,但是本实用新型不仅仅限于以上实施例,在不脱离本实用新型构思的情况下,还可以包括更多其它等效实施例,而本实用新型的范围由所附的权利要求范围决定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1