一种边窗玻璃曲面缺陷的离线检测装置的制作方法
1.本实用新型属于玻璃检测设备,尤其是一种边窗玻璃曲面缺陷的离线检测装置。
背景技术:
2.单曲面钢化玻璃广泛应用与汽车车身玻璃上,例如车门、角门等。相较于双面钢化玻璃,生产单曲面钢化玻璃无需使用专门的模具,通过修正设备的工艺参数很容易就能够改变玻璃的曲率使之曲率符合设计需求。
3.但是,在视觉检测过程中,待检测的边窗玻璃一般水平放置在传输带上,由于检测光线与待检测的边窗玻璃相对固定,在入射角度发生偏移,导致一些微小的缺陷在光照不足的情况下,很难被工作人员或检测设备所捕捉到,从而影响边窗玻璃的检测精度。
技术实现要素:
4.为了克服上述技术缺陷,本实用新型提供一种边窗玻璃曲面缺陷的离线检测装置,以解决背景技术所涉及的问题。
5.本实用新型提供一种边窗玻璃曲面缺陷的离线检测装置,包括:
6.检测工位,包括机架,设置在所述机架上、适于固定待检测的边窗玻璃的固定工位,以及设置在所述固定工位与机架之间的角度调节机构;
7.显示屏,设置在所述检测工位的另一侧;以预定频率播放按预定相位移动的条纹图像;
8.工业相机,设置在所述检测工位的另一侧,适于获取待检测边窗玻璃的反射图像,显示器、检测边窗玻璃、工业相机的安装满足光线的反射定律。
9.优选地或可选地,所述固定工位相对于水平面的夹角为45~60
°
。
10.优选地或可选地,所述显示屏和工业相机外部设置有遮光外罩。
11.优选地或可选地,所述显示屏与计算机相连接,实现条纹图像变化。
12.优选地或可选地,所述条纹图像为格雷码条纹、正弦或余弦条纹中的一种。
13.优选地或可选地,所述固定工位的一端与所述机架相转动连接,所述固定工位的另一端与机架之间通过角度调节机构连接。
14.优选地或可选地,所述固定工位包括:安装板,设置在所述安装板靠近转动侧的、可垂直于转动侧滑动的多个第一定位柱,设置在所述安装板两侧、可平行于转动侧滑动的第二定位柱。
15.优选地或可选地,所述角度调节机构为气缸,所述气缸底部铰接在所述机架上,其输出端与安装板的中部相铰接。
16.本实用新型涉及一种边窗玻璃曲面缺陷的离线检测装置,相较于现有技术,具有如下有益效果:本实用新型通过在所述固定工位与机架之间设置角度调节机构,调整所述待检测的边窗玻璃的角度,模拟边窗玻璃的使用场景,然后通过显示屏发射图像,经过待检测的边窗玻璃反射,工业相机接收反射图像,根据畸变图像,经过解算复原待检测的边窗玻
璃的表面面型数据。避免现有检测过程中待检测光线与待检测的边窗玻璃相对固定导致检测精度受到影响的现象,而提高边窗玻璃曲面玻璃的检测精度。
附图说明
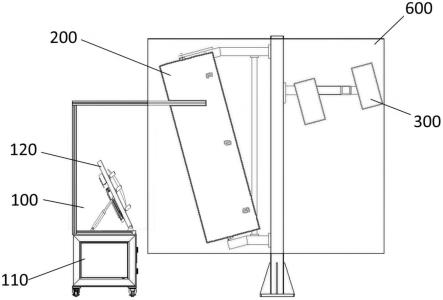
17.图1是本实用新型的结构示意图。
18.图2是本实用新型的原理示意图。
19.图3是本实用新型中检测工位的结构示意图。
20.图4是本实用新型中安装板的正视图。
21.附图标记为:检测工位100、机架110、固定工位120、安装板121、第一定位柱122、第二定位柱123、直线模组124、滑槽125、角度调节机构130、显示屏200、工业相机 300、遮光外罩400、待检测的边窗玻璃500。
具体实施方式
22.在下文的描述中,给出了大量具体的细节以便提供对本实用新型更为彻底的理解。然而,对于本领域技术人员而言显而易见的是,本实用新型可以无需一个或多个这些细节而得以实施。在其他的例子中,为了避免与本实用新型发生混淆,对于本领域公知的一些技术特征未进行描述。
23.参阅附图1至4,一种边窗玻璃曲面缺陷的离线检测装置,包括:检测工位100、机架110、固定工位120、安装板121、第一定位柱122、第二定位柱123、直线模组124、滑槽125、角度调节机构130、显示屏200、工业相机300、遮光外罩400。
24.其中,参阅附图1,所述检测工位100包括:机架110,设置在所述机架110上、适于固定待检测的边窗玻璃500的固定工位120,以及设置在所述固定工位120与机架 110之间的角度调节机构130。所述固定工位120的一端与所述机架110相转动连接,所述固定工位的另一端与机架110之间通过角度调节机构130连接。为了更好的模拟待检测的边窗玻璃500在实际中应用的场景,所述固定工位120相对于水平面的夹角为45~60
°
,使得待检测的边窗玻璃500具有相同或相近的光线照射情况。
25.具体地,参阅附图3、附图4,所述固定工位120包括:安装板121,设置在所述安装板121靠近转动侧的、可垂直于所述转动侧滑动的多个第一定位柱122,设置在所述安装板121两侧、可平行于转动侧滑动的第二定位柱123。在所述第一定位柱122和第二定位柱123均与直线模组124相连接,在本实施例中,所述直线模组124设置在所述安装板121的背部,并通过所述安装板121上设置有滑槽125,所述第一定位柱122和第二定位柱123穿过滑槽125与所述直线模组124的输出端相连接。如此,通过所述第一定位柱122和第二定位柱123在滑槽125中的来回运动,在所述安装板121上形成一个u型槽,将所述待检测的边窗玻璃500放置在所述u型槽内,并夹持固定。
26.所述角度调节机构130为气缸,所述气缸底部铰接在所述机架110上,其输出端与安装板121的中部相铰接。通过气缸实现所述待检测边窗玻璃的调整,当然对于本领域技术人员而言,所述角度调节机构130还可以为其它形成,在此不做具体举例。
27.显示屏200设置在所述检测工位100的另一侧;其中,所述显示屏200与计算机相连接,以预定频率播放按预定相位移动的条纹图像,所述条纹码为所述条纹图像为格雷码条
纹、正弦或余弦条纹中的一种。
28.需要说明的是,所述正弦或余弦条纹的相位变化图像至少为三个;其中,所述正弦或余弦条纹的相位变化角度为π/2,利用移相方法解相位并进行相位解包裹;将相位分布转化为位置坐标分布,将位置坐标转化为倾斜角度分布,最后将倾斜角度分布合成为三维面型分布。所述格雷码条纹的形状棋盘黑白格子状,其原理与正弦或余弦条纹相似,在此不做进一步赘述。
29.在进一步实施例中,所述显示器位于待检测的边窗玻璃的斜上方,保持与自然光相同的入射角度,能够发现玻璃在该角度才能表现的一些微缺陷,提高检测精度。
30.工业相机300设置在所述检测工位100的另一侧,适于获取待检测边窗玻璃的反射图像,显示器、检测边窗玻璃、工业相机300的安装满足光线的反射定律。如此,显示屏200发射图像,经过待检测的边窗玻璃500反射,工业相机300接收反射图像。
31.在进一步实施例中,在所述显示屏200和工业相机300外部设置有遮光外罩400。形成一个暗室,提高检测过程,收到噪音光线的干扰,提高检测精度。
32.为了方便理解边窗玻璃曲面缺陷的离线检测装置的技术方案,对其工作过程做出简要说明:在检测过程中,将待检测的边窗玻璃500放置在安装板121上,然后直线模组124带动所述定位柱运动至于待检测的边窗玻璃500相抵;然后气缸充气,将所述安装板121顶出,沿转动边旋转预定角度,至于待检测边窗在实际使用过程中的安装角度相同,然后显示屏200发射变化的条纹图像,经过待检测的边窗玻璃500反射,工业相机 300接收反射图像,最后通过计算机分别对反射图像进行处理,利用移相方法解相位,并进行相位解包裹;将相位分布转化为位置坐标分布,将位置坐标转化为倾斜角度分布,最后将倾斜角度分布合成为三维面型分布,完成对边窗玻璃的缺陷的检测。调整所述待检测的边窗玻璃500的角度,模拟边窗玻璃的使用场景,避免由于光线角度对检测精度的影响,提高边窗玻璃曲面玻璃的检测精度。
33.另外需要说明的是,在上述具体实施方式中所描述的各个具体技术特征,在不矛盾的情况下,可以通过任何合适的方式进行组合。为了避免不必要的重复,本实用新型对各种可能的组合方式不再另行说明。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1