一种缸盖座圈角度测量装置的制作方法
1.本新型涉及一种缸盖座圈角度测量装置。
背景技术:
2.摩托车发动机的缸盖气门的座圈在加工后可能存在肉眼无法识别缺陷,该缺陷主要表现为座圈的开口角度不达标。缸盖在座圈处呈现为圆台的侧面结构,理想的座圈结构中座圈部位上任意一条母线与中心线的夹角为四十五度,也就是两条相对于中心线对称的母线之间的夹角为九十度,即理想的座圈结构中座圈的开口角度为九十度。现有技术中只能通过着色规来定性的判断座圈加工是好是坏。着色规包括手持部位和着色部位,着色部位与手持部位固定连接,着色部位表面设有圆台结构、侧面尺寸及结构与理想的座圈结构完全一致。使用时先在着色规的着色部位上色,一般采用鲜艳的红色,然后将着色规的着色部位插入座圈内,观察座圈上染色部位的形状。如果染色部位形状均匀的则座圈结构达标,如果染色部位形状不规则,存在明显的局部着色区域断带不连续的则说明座圈结构不达标。因此,现有技术中座圈角度是否达标只能通过定性检测的方式判断。座圈结构精度越高,密封性越好,会使得发动机的进气出气控制以及在燃烧室内的燃烧控制变得更为精准,依赖现有技术来判断座圈加工质量、不能准确判断出生产过程的加工能力,无法确保生产出高效的发动机。
技术实现要素:
3.本实用新型要解决的技术问题是如何测量座圈的开口角度,由此得到一种缸盖座圈角度测量装置。
4.为解决上述技术问题,本实用新型采用如下技术方案:该缸盖座圈角度测量装置包括计算控制部件、表面粗糙度测量部件和基准载具,所述表面粗糙度测量部件至少包括表面粗糙度仪、底座和平移组件,所述表面粗糙度仪安装在平移组件上,所述基准载具和平移组件都安装在底座上,所述平移组件包括导杆、丝杆、滑块和伺服电机,所述伺服电机与丝杆连接,所述丝杆平行于导杆且丝杆的中心线和导杆的中心线都处于水平面内,所述滑块通过丝杆套与丝杆活动连接,所述滑块通过滑套与导杆活动连接,所述表面粗糙度仪安装在滑块上,所述基准载具位于表面粗糙度仪的下方,所述基准载具包括底板和芯棒,所述芯棒固定安装在底板上,所述芯棒垂直于丝杆,所述伺服电机受控于计算控制部件,所述表面粗糙度仪通过数据线与计算控制部件连接。
5.在本技术方案中通过表面粗糙度仪测量出座圈部位处的表面粗糙度数值,当数值显示后就能与基准线进行直观的比对,并在可以基于数值直接计算出开口角度数值。因此,该缸盖座圈角度测量装置可以测量处座圈的角度大小。
6.进一步的,所述底板通过螺栓固定在底座上,所述芯棒通过螺栓固定在底板上,所述基准载具还包括气门导管,所述气门导管外部设有限位台阶,所述气门导管以滑动方式活动安装在芯棒上。这样可以便于被测的缸盖稳定的放置在基准载具上。
7.由于缸盖尺寸结构多样,为了让缸盖在测量时其它部位脱离支撑面或者地面,避免缸盖与基准载具结合脱离理想状态,所述芯棒上设有限高部位,所述芯棒在限高部位处的外径最大。这样可以充分保证基准载具与缸盖的结合状态都具有统一性且符合测量要求。
8.本实用新型采用上述技术方案:通过以统一且稳定的方式将缸盖置于表面粗糙度仪处,在获得缸盖座圈处的表面粗糙度数值后计算出座圈角度,相比于着色的定性判断,本技术方案可以达到定量测定座圈角度数值。
附图说明
9.下面结合附图和具体实施方式对本实用新型作进一步具体说明。
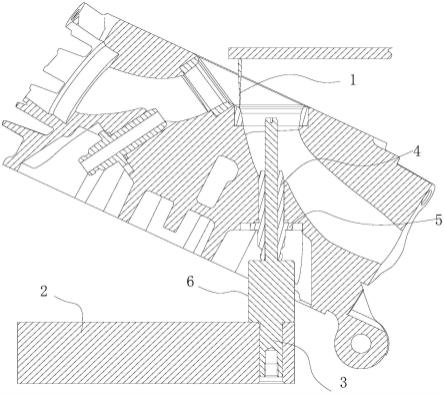
10.图1为本实用新型一种缸盖座圈角度测量装置的使用状态图ⅰ。
具体实施方式
11.如图1所述,缸盖座圈角度测量装置包括计算控制部件、表面粗糙度测量部件和基准载具三部分。在本实施例中采用通用型计算机即电脑作为计算控制部件,它不仅具有数据采集、数据计算作用,还可以直线显示计算结果。表面粗糙度测量部件包括表面粗糙度仪1、底座和平移组件。表面粗糙度仪1安装在平移组件上,基准载具和平移组件都安装在底座上。平移组件用于驱动表面粗糙度仪1进行水平匀速运动,平移组件包括导杆、丝杆、滑块和伺服电机,伺服电机与丝杆连接,丝杆平行于导杆且丝杆的中心线和导杆的中心线都处于水平面内,滑块通过丝杆套与丝杆活动连接,滑块通过滑套与导杆活动连接,表面粗糙度仪1安装在滑块上。伺服电机配对有伺服驱动器,该伺服驱动器通过信号线与计算控制部件连接,因此,计算控制部件可以直接控制伺服电机启停。表面粗糙度仪1通过数据线与计算控制部件连接。基准载具位于表面粗糙度仪1的下方。基准载具包括底板2、气门导管4和芯棒3。芯棒3固定安装在底板2上,它整体为杆状结构。芯棒3与底板2之间通过螺栓连接,底板2上设有通孔,芯棒3伸入到通孔内,螺栓从底板2的另一侧拧入芯棒3内,由此将芯棒3固定安装在底板2上。底板2通过螺栓固定在底座上。芯棒3上设有限高部位6,芯棒3在限高部位6处的外径最大,该限高部位6整体为圆柱状,限高部位6位于底板2上方。限高部位6在芯棒3表面形成台阶机构。气门导管4中间设有通孔,其外部设有凸缘结构的限位台阶5。气门导管4在测量操作前先置于缸盖内,而后带有气门导管4的缸盖置于芯棒3上,气门导管4以滑动方式活动安装在芯棒3上并且位于限高部位6的顶部。芯棒3在装配后它垂直于丝杆。
12.使用时,将早已安装有气门导管4的缸盖置于基准载具的芯棒3上。气门导管4对应于缸盖内部的结构,这样整个缸盖被放置在了气门导管4上,由气门导管4直接支撑缸盖套。在应对不同结构的缸盖时,可以选择对应的气门导管4来进行适配。缸盖放置到位后其座圈部位刚好处于正方的姿态,座圈的中心线与芯棒3的中心线重合,座圈刚好位于表面粗糙度仪1的探针的工位范围内。初始状态下探针位于座圈的边上,稍后探针会在表面粗糙度仪1匀速水平直线运动过程中通过座圈的圆心位置、直至到座圈的另一边上。在此探针运动的过程中计算控制部件会记录来自表面粗糙度仪1给出的信号并将信号进行处理后直接显示出具体数值和基于数值的曲线,再在基准线的对比下提供曲线与基准线的差异,另外直接显示最终计算所得的夹角。测量过程中探针会测得两条母线的粗糙度数值,由于座圈的表
面为倾斜状态,使得匀速运动的探针在经过时测得的粗糙度数值受到座圈表面的倾斜状态影响而存在明显变化,该变化体现在以粗糙度竖直为基础的曲线呈倾斜状,通过计算该曲线整体的斜率即可换算出角度数值。
技术特征:
1.一种缸盖座圈角度测量装置,其特征在于:所述缸盖座圈角度测量装置包括计算控制部件、表面粗糙度测量部件和基准载具,所述表面粗糙度测量部件至少包括表面粗糙度仪(1)、底座和平移组件,所述表面粗糙度仪(1)安装在平移组件上,所述基准载具和平移组件都安装在底座上,所述平移组件包括导杆、丝杆、滑块和伺服电机,所述伺服电机与丝杆连接,所述丝杆平行于导杆且丝杆的中心线和导杆的中心线都处于水平面内,所述滑块通过丝杆套与丝杆活动连接,所述滑块通过滑套与导杆活动连接,所述表面粗糙度仪(1)安装在滑块上,所述基准载具位于表面粗糙度仪(1)的下方,所述基准载具包括底板(2)和芯棒(3),所述芯棒(3)固定安装在底板(2)上,所述芯棒(3)垂直于丝杆,所述伺服电机受控于计算控制部件,所述表面粗糙度仪(1)通过数据线与计算控制部件连接。2.根据权利要求1所述缸盖座圈角度测量装置,其特征在于:所述底板(2)通过螺栓固定在底座上,所述芯棒(3)通过螺栓固定在底板(2)上,所述基准载具还包括气门导管(4),所述气门导管(4)外部设有限位台阶(5),所述气门导管(4)以滑动方式活动安装在芯棒(3)上。3.根据权利要求1所述缸盖座圈角度测量装置,其特征在于:所述芯棒(3)上设有限高部位(6),所述芯棒(3)在限高部位(6)处的外径最大。
技术总结
本实用新型公开了一种缸盖座圈角度测量装置,它包括计算控制部件、表面粗糙度测量部件和基准载具,所述表面粗糙度测量部件至少包括表面粗糙度仪、底座和平移组件,所述平移组件包括导杆、丝杆、滑块和伺服电机,所述伺服电机受控于计算控制部件,所述表面粗糙度仪通过数据线与计算控制部件连接。通过以统一且稳定的方式将缸盖置于表面粗糙度仪处,在获得缸盖座圈处的表面粗糙度数值后计算出座圈角度,相比于着色的定性判断,本技术方案可以达到定量测定座圈角度数值。测定座圈角度数值。测定座圈角度数值。
技术研发人员:龚福康 吴森琪 郑章雷 谭华 谭玉春 陈建良 谭万林 邓君良 黄信郡 巴秋花 张希阳 黄强 朱鲁 童燕华
受保护的技术使用者:浙江启承铝业有限公司
技术研发日:2022.05.11
技术公布日:2023/1/12
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1