一种前悬支架铸件连接孔的位置度检测工具的制作方法
1.本实用新型涉及检测工具技术领域,特别是涉及一种前悬支架铸件连接孔的位置度检测工具。
背景技术:
2.汽车车身包含成千上万的零部件,前悬支架是车身的一个重要零件,起支撑和连接作用,汽车在面对不同环境、不同路面时零部件的耐磨度、持久性和坚韧度对车辆本身和驾驶员安全都有直接的影响,不同的汽车品牌因结构不同零件的结构也会有所不同,前悬支架铸件包括基板,位于基板上面的上翼板,位于基板下面的下翼板,所述基板还有与所述基板不在同一平面的水平翼板,工厂在生产客户需要的前悬支架铸件时先在模具中铸造模胚,将所需的前悬支架在模具中铸造好以后根据安装需要在规定的位置进行钻孔,为保证所生产的前悬支架能够适配,需要对前悬支架连接孔的位置度进行检测,以保证所生产的产品能够与其他零部件进行配合安装同时又能稳定的支撑作用。
技术实现要素:
3.本实用新型的目的在于针对现有技术的不足,而提供一种前悬支架铸件连接孔的位置度检测工具,其结构简单,检测方便,能够保证交付产品的质量。
4.本实用新型解决其技术问题所采用的技术方案是:一种前悬支架铸件连接孔的位置度检测工具,包括底板,所述底板上方设置有水平测板,所述底板和所述水平测板之间设置有若干竖直布置的隔板,所述水平测板上端面设置有若干定位销一,所述水平测板设置有通孔,所述通孔上端面设置有若干开槽,所述开槽底面设置有若干定位销二,所述水平测板设置有至少两个竖直测板,所述竖直测板设置有若干用于位置度检测的销孔一,距离所述通孔一侧的所述隔板设置有若干用于位置度检测的销孔二,所述销孔一设置有与其孔径相匹配的检测销一,所述销孔二设置有与其孔径相匹配的检测销二。
5.作为本实用新型的进一步方案:所述竖直测板为两个,第一个所述竖直测板与第二个所述竖直测板平行设置于所述待检产品的两侧。
6.作为本实用新型的进一步方案:所述开槽为两个,第一个所述开槽与第二个所述开槽垂直布置。
7.作为本实用新型的进一步方案:所述隔板的高度大于10cm。
8.作为本实用新型的进一步方案:所述底板、所述水平测板均为长方形,且所述底板与所述水平测板大小相同。
9.作为本实用新型的进一步方案:所述通孔四周设置有过渡倒角。
10.本实用新型的有益效果是:1、所述定位销一能够快速的检测出待检产品基板连接孔位置度是否偏差,2、所述定位销二能够检测出待检产品水平翼板连接孔的位置度是否有偏差,3、所述竖直测板上的销孔一配合所述检测销一能够检测位于待检产品位于基板上方的上翼板的连接孔位置度是否有偏差,而且检测不同方向不同连接孔的位置度,排查出具
体待检产品连接孔位置度的偏差以方便做调整,4、所述隔板上的销孔二配合所述检测销二能够检测待检产品位于基板下方的下翼板上的连接孔位置度是否有偏差,5、本实用新型结构简单,且不必安装在汽车上就能检测出不合格产品,提高成品的质量。
附图说明
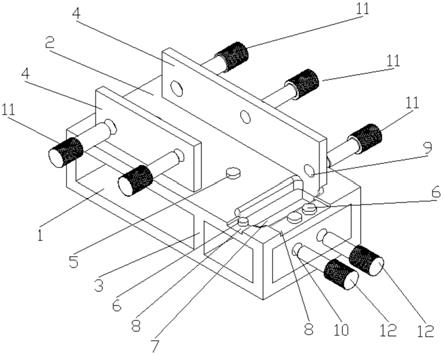
11.图1是本实用新型一种前悬支架铸件连接孔的位置度检测工具结构示意图。
12.图2是图1的俯视图。
13.图3是图1的主视图。
14.图4是图1的右视图。
15.附图标记说明:
16.1——底板,2——水平测板,3——隔板,4——竖直测板,5——定位销一,6——定位销二,7——通孔,8——开槽,9——销孔一,10——销孔二,11——检测销一,12——检测销二。
具体实施方式
17.下面结合附图和具体实施例对本实用新型作进一步详细的说明,并不是把本实用新型的实施范围限制于此。
18.如图1、图2、图3、图4所示,本实施例的一种前悬支架铸件连接孔的位置度检测工具,包括底板1,所述底板1上方设置有水平测板2,所述底板1和所述水平测板2之间设置有若干竖直布置的隔板3,所述底板1,所述水平测板2,所述隔板3通过紧定螺钉固定,本实施例中所述隔板3设置为三个,根据待检前悬支架铸件位于基板下方的下翼板的位置分布,所述水平测板2上端面设置有若干个用于定位待检前悬支架铸件基板上连接孔的定位销一5,通过测试待检前悬支架铸件的基板上的连接孔能否完全通过所有所述水平测板2上端面的定位销一5,来判断待检前悬支架铸件是否合格,所述水平测板2设置有用于待检前悬支架铸件位于基板下方的下翼板穿过的通孔7,该通孔7位置根据待检产品翼板的具体位置开孔,所述通孔7上端面设置有若干开槽8,具体开槽位置根据铸件位置基板周边水平翼板的位置设置,所述开槽8底面设置有若干定位销二6,通过检测待检前悬支架铸件水平翼板上的连接孔能否全部穿过所述定位销二6,来判断所述待检前悬支架铸件是否合格,所述水平测板2设置有至少两个竖直测板4,本实用新型中根据前悬支架铸件的结构设置为两个竖直测板4,所述竖直测板4设置有若干用于位置度检测的销孔一9,所述销孔一9用于检测待检前悬支架铸件位于基板上方的上翼板上连接孔的位置度,距离所述通孔7一侧的所述隔板3设置有若干用于位置度检测的销孔二10,本实施例中优选在最外侧的所述隔板3设置销孔二10,方便检测,所述销孔二10用于检测待检前悬支架铸件位于基板下方的下翼板上连接孔的位置度,所述销孔一9设置有与其孔径相匹配的检测销一11,通过检测所述检测销一11能否穿过所述销孔一9插入待检前悬支架铸件上翼板相应的连接孔,来判断所述待检前悬支架铸件的连接孔是否合格,所述销孔二10设置有与其孔径相匹配的检测销二12,通过判断所述检测销二12穿过所述销孔二10插入待检前悬支架铸件上翼板相应的连接孔,来判断所述待检前悬支架铸件的连接孔是否合格。
19.本实施例中所述竖直测板4为两个,第一个所述竖直测板4与第二个所述竖直测板
4平行设置于所述待检前悬支架铸件的两侧,用于检测待检前悬支架铸件上翼板连接孔的位置度。
20.本实施例中待检前悬支架铸件位于下翼板一端设置有两个不同方向的水平翼板,所述开槽8为两个,第一个所述开槽8与第二个所述开槽8垂直布置,用于检测水平翼板上连接孔的位置度。
21.所述隔板3的高度大于10cm,使得所述待检产品穿过所述通孔7处翼板能够放置在所述底板1和所述水平测板2形成的空间里,确保待检前悬支架铸件完全置于检测工具中,使检测的顺利进行。
22.所述底板1、所述水平测板2均为长方形,且所述底板1与所述水平测板2大小相同,能够使检测工具在使用过程中稳定。
23.所述通孔7四周设置有过渡倒角,待检前悬支架铸件在铸造过程中基板和下翼板衔接处设有加强筋或者过渡弧度,为使下翼板能够顺利通过,同时不影响对下翼板的支撑在所述通孔7的四周设置有过渡倒角。
24.检测时:第一步,将待检前悬支架铸件的基板和水平翼板上的连接孔分别穿过所述定位销一5和所述定位销二6,只要有一个连接孔不能穿过对应的所述定位销一或者所述定位销二则产品不合格。第二步,将不同所述检测销一11分别穿过对应的所述销孔一9插入与其对应的待检前悬支架铸件上翼板上的连接孔,只要有一个所述检测销一11不能插入与其对应的连接孔,那么该待检产品不合格。第三步,将不同所述检测销二12分别穿过对应的所述销孔二10插入与其对应的待检前悬支架铸件下翼板上的连接孔,只要有一个所述检测销二12不能插入与其对应的连接孔,那么该待检产品不合格。综上只有以上三步中每一步检测的待检前悬支架铸件的连接孔的位置度都达标,才能判定该成品合格,否则不合格。
25.最后应当说明的是,以上实施例仅用以说明本实用新型的技术方案,而非对本实用新型保护范围的限制,尽管参照较佳实施例对本实用新型作了详细地说明,本领域的普通技术人员应当理解,可以对本实用新型的技术方案进行修改或者等同替换,而不脱离本实用新型技术方案的实质和范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1