一种防失稳夹具的制作方法
1.本实用新型涉及一种防失稳夹具,具体涉及一种mt(middle tension)试件在压-压循环载荷下预制裂纹的防失稳夹具,属于金属材料断裂力学研究技术领域。
背景技术:
2.线弹性断裂力学研究的是尖锐裂纹,因此在开始断裂韧性和疲劳裂纹扩展速率测试试验之前,都需要进行预制裂纹,过去主要采用拉-拉循环载荷预制裂纹,但是有文献(on generating fatigue crack growth thresholds[j].international journal of fatigue,2003.)研究表明这种方法会引起比较高的裂纹闭合载荷和远距离裂纹表面闭合现象,因此美国密西西比大学的纽曼教授团队提出了一种新的裂纹扩展阈值测试方法,与传统测试方法相比,最大的区别就是由拉-拉循环载荷预制裂纹变成压-压循环载荷预制裂纹。
[0003]
由于目前还没有mt试件在压-压循环载荷下预制裂纹的试验标准,因此试验夹具也没有统一的形式。在astm d6484试验标准中给出了复合材料开孔板压缩试验夹具,如图1所示。在静力压缩载荷下,传统夹具能够很好的保护开孔复合材料,防止其出现失稳破坏,然而它并不能完全满足mt试件在压-压循环载荷下进行预制裂纹试验的要求。首先,与静力加载相比,压-压循环载荷属于重复加载,加载过程中由于振动可能出现紧固螺栓松动,试件失稳等情况;其次,传统夹具的观察孔(如图1中01所示)较小,不适合对预制裂纹过程的观测,特别是裂纹扩展后很容易超出观察孔的范围;最后,试验机为传统夹具施加压缩载荷时,必须使用专门的压缩夹头,这严重限制了夹具的应用范围。
技术实现要素:
[0004]
本实用新型的目的在于克服现有技术不足之一,提供一种防失稳夹具。
[0005]
本实用新型的技术解决方案:一种防失稳夹具,包括紧固单元、夹持板单元、长夹板单元和短夹板单元,试件两端分别通过长夹板单元和短夹板单元夹持,长夹板单元的凸起端与短夹板单元的凹槽端配合,试件、长夹板单元和短夹板单元通过紧固单元和夹持板单元固定连接。
[0006]
一种防失稳夹具,包括紧固单元、u型夹具单元、销轴单元、夹持板单元、长夹板单元和短夹板单元,试件两端分别通过长夹板单元和短夹板单元夹持,长夹板单元的凸起端与短夹板单元的凹槽端配合试件、长夹板单元和短夹板单元通过紧固单元和夹持板单元固定连接,u型夹具单元通过销轴单元安装在长夹板单元和短夹板单元中部,试验机液压夹头夹持u型夹具单元。
[0007]
本实用新型与现有技术相比的有益效果:
[0008]
(1)本实用新型能够高效快速的定位并安装mt试件,可以为金属断裂韧性和疲劳裂纹扩展速率测试试验预制裂纹;
[0009]
(2)本实用新型有效改善了紧固条件,优化观察孔尺寸,同时在一定程度上扩大应
用范围;
[0010]
(3)本实用新型采用特殊紧固方式,防止mt试件在循环加载过程中出现松动失稳,提高试件的稳定性,确保试验精度;
[0011]
(4)本实用新型改善了观察孔设计,有利于在压-压循环载荷预制裂纹过程中,时刻观察裂纹扩展情况,有利于预制出合格裂纹;
[0012]
(5)本实用新型可通过u型夹具直接采用试验机普通液压夹头,也可使用专门的压缩夹头通过平面接触方式来施加压-压循环载荷,在某种程度上扩大了夹具的应用范围。
附图说明
[0013]
图1为现有夹具图;
[0014]
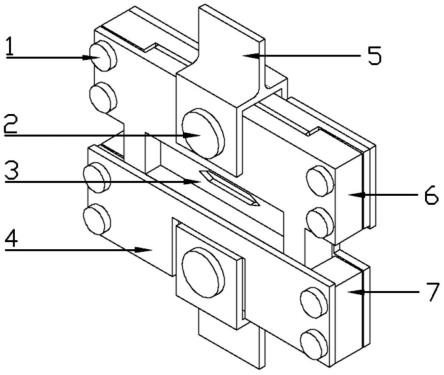
图2为本实用新型加载方式1的整体结构示意图;
[0015]
图3为本实用新型加载方式1的整体结构正视图(a)和侧视图(b);
[0016]
图4为本实用新型加载方式2的整体结构示意图;
[0017]
图5为本实用新型加载方式2的整体结构正视图(a)和侧视图(b);
[0018]
图6为本实用新型长夹板单元的正视图(a)和俯视图(b);
[0019]
图7为本实用新型短夹板单元的正视图(a)和俯视图(b);
[0020]
图8为本实用新型夹持板单元的正视图(a)和俯视图(b);
[0021]
图9为本实用新型u型夹具单元的正视图(a)和右视图(b);
[0022]
图10本实用新型为销轴单元的示意图;
[0023]
图11本实用新型为紧固单元的示意图;
[0024]
图12本实用新型为mt试件的示意图;
[0025]
其中,1为紧固单元,2为销轴单元,3为mt试件,4为夹持板单元,5为u型夹具单元,6为长夹板单元,7为短夹板单元。
具体实施方式
[0026]
下面结合具体实例及附图对本实用新型进行详细说明。
[0027]
本实用新型提供一种防失稳夹具,包括紧固单元、夹持板单元、长夹板单元和短夹板单元,试件两端分别通过长夹板单元和短夹板单元夹持,长夹板单元的凸起端与短夹板单元的凹槽端配合,试件、长夹板单元和短夹板单元通过紧固单元和夹持板单元固定连接。
[0028]
进一步,本实用新型提供一种防失稳夹具,包括紧固单元、u型夹具单元、销轴单元、夹持板单元、长夹板单元和短夹板单元,试件两端分别通过长夹板单元和短夹板单元夹持,长夹板单元的凸起端与短夹板单元的凹槽端配合试件、长夹板单元和短夹板单元通过紧固单元和夹持板单元固定连接,u型夹具单元通过销轴单元安装在长夹板单元和短夹板单元中部,试验机液压夹头夹持u型夹具单元。
[0029]
进一步,长夹板单元和短夹板单元均有一对长夹板和一对短夹板构成,试件一端夹持在一对长夹板内,另一端夹持在一对短夹板内。长夹板和短夹板在厚度方向上加工成台阶状结构,台阶状结构互相配合,将试件夹持在两个夹板之间。
[0030]
进一步,长夹板的一端为凸起结构,在凸起结构上加工观察窗,用于观察试件上加工的裂缝变化情况。短夹板一端为凹槽结构,与长夹板的凸起结构配合。更进一步,在凸起
结构和凹槽结构对接面上加工成楔形。
[0031]
进一步,长夹板单元和短夹板单元夹持试件后,在长夹板单元和短夹板单元相对的一侧安装夹持板单元,再通过紧固单元将长夹板单元、短夹板单元和夹持板单元紧固连接。
[0032]
进一步,长夹板两侧加工与紧固单元配合的安装孔。长夹板中部加工用于与销轴单元的配合的安装孔。
[0033]
进一步,短夹板两侧加工与紧固单元配合的安装孔。短夹板中部加工用于与销轴单元的配合的安装孔。
[0034]
进一步,夹持板单元由一对夹持板构成,一对夹持板分别安装在防失稳夹具两侧,一个夹持板安装在长夹板单元外侧,另一个夹持板安装在短夹板单元外侧。夹持板两侧加工与紧固单元配合的安装孔。更优选,夹持板中部加工豁口,用于安装u型夹具单元。
[0035]
进一步,紧固单元可采用螺纹螺栓结构等现有常规紧固结构,多个紧固单元设置在防失稳夹具两端。
[0036]
夹持板单元和紧固单元的作用是提供进一步保护,防止mt试件在循环加载过程中出现压缩失稳。
[0037]
进一步,u型夹具单元为u型夹和直夹板构成的叉形结构,u型夹夹持在长夹板单元和短夹板单元中部,通过销轴单元与长夹板单元和短夹板单元固定连接,直夹板用于试验机液压夹头夹持。u型夹具单元和销轴单元的作用是为mt试件施加压-压循环载荷,用试验机液压夹头夹持住u型夹具单元,u型夹具单元再通过销轴单元来传递载荷,这样不需要专门的压缩夹头也可以为mt试件施加压-压循环载荷,因此新型夹具可以在更多形式的试验机上使用。
[0038]
本实用新型增加夹持部分紧固单元的数量,可以防止mt试件在循环加载过程中出现松动失稳,提高试件的稳定性,确保试验精度。
[0039]
本实用新型观察孔设置在长夹板一端,宽度更大,有利于在压-压循环载荷预制裂纹过程中,时刻观察裂纹扩展情况,有利于预制出合格裂纹。
[0040]
本实用新型可以采用两种方式施加压-压循环载荷,一种是试验机普通液压夹头通过u型夹具和销轴来施加载荷,第二种是使用专门的压缩夹头通过平面接触方式来施加压-压循环载荷,在某种程度上扩大新型夹具的应用范围。
[0041]
实施例1
[0042]
如图2、3所示,本实例提供可用试验机普通液压夹头的防失稳夹具,包括紧固单元1、销轴单元2、夹持板单元4、u型夹具单元5、长夹板单元6和短夹板单元7。
[0043]
长夹板单元6和短夹板单元7有一对长夹板和短夹板构成,mt试件3位于夹具中间,被长夹板单元6和短夹板单元7包住,观察孔被加工在长夹板单元,为了方便在压-压循环载荷下观察预制裂纹的全过程,将观察孔宽度设计为试验件宽度的0.8倍。长夹板单元6和短夹板单元7通过紧固单元1和夹持板单元4固定连接,u型夹具单元5通过销轴单元2安装在长夹板单元6和短夹板单元7中部,试验机液压夹头夹持u型夹具单元5。
[0044]
实施例2
[0045]
如图4、5所示,本实例提供使用专门的压缩夹头的防失稳夹具,包括紧固单元1、夹持板单元4、长夹板单元6和短夹板单元7。
[0046]
长夹板单元6和短夹板单元7有一对长夹板和短夹板构成,mt试件3位于夹具中间,被长夹板单元6和短夹板单元7包住,观察孔被加工在长夹板单元,为了方便在压-压循环载荷下观察预制裂纹的全过程,将观察孔宽度设计为试验件宽度的0.8倍。长夹板单元6和短夹板单元7通过紧固单元1和夹持板单元4固定连接。
[0047]
实施例3
[0048]
如图6所示,本实例提供一种长夹板,长夹板的一端为凸起结构61,在凸起结构61上加工观察窗63,用于观察试件上加工的裂缝变化情况。长夹板两侧加工与紧固单元配合的安装孔62。长夹板中部加工用于与销轴单元的配合的安装孔64。
[0049]
长夹板为三级阶梯厚度,其中,为保证夹具强度和刚度,最薄厚度处不小于5t,t为mt试件厚度。根据试验件的尺寸设计夹具,夹具(长夹板)的宽度w为试验件宽度的1.2w,w为mt试件宽度,开口的宽度w1为0.8w,w和w1如图6所示。开口的另一方向宽度不作具体值要求,通常不小于1.5倍mt试件预制开孔的最大特征长度。
[0050]
一对长夹板通过厚度方向上的阶梯配合,将mt试件夹持在中间。凸起结构63端部加工成楔形。
[0051]
实施例4
[0052]
如图7所示,本实例提供一种短夹板,短夹板一端为凹槽结构71,与长夹板的凸起结构61配合。在凹槽结构底面加工楔形,与凸起结构63端部楔形配合。短夹板两侧加工与紧固单元配合的安装孔72。短夹板中部加工用于与销轴单元的配合的安装孔73。一对短夹板通过厚度方向上的阶梯配合,将mt试件夹持在中间。
[0053]
短夹板为三级阶梯厚度,其中,为保证夹具强度和刚度,最薄厚度处不小于5t,t为mt试件厚度。
[0054]
实施例5
[0055]
如图8所示,本实例提供一种夹持板,成对安装在防失稳夹具两侧,两侧加工与紧固单元配合的安装孔42。夹持板中部加工豁口41,用于安装u型夹具单元5。
[0056]
如图11所示,提供一种紧固单元,采用螺栓结构,为了保证试验过程中试件夹持部位的稳定性,需要增加螺栓来提供侧向约束力,其他参数设计主要参考astm d6484试验标准。
[0057]
实施例6
[0058]
如图9所示,本实例提供一种u型夹具单元,由u型夹52和直夹板51构成的叉形结构,u型夹52夹持在长夹板单元和短夹板单元中部,其上加工销孔53,通过如图10所示的销轴单元与长夹板单元和短夹板单元固定连接,直夹板51用于试验机液压夹头夹持。
[0059]
实施例7
[0060]
如图12所示,本实例提供一种mt试件,中间加工预制裂纹31,两端加工安装孔32,与紧固单元配合。mt试件采用7075铝合金制造。
[0061]
本实用新型未详细说明部分为本领域技术人员公知技术。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1