电池检测设备的制作方法
1.本实用新型涉及一种电池检测领域,尤其涉及一种电池检测设备。
背景技术:
2.判断锂电池的性能一般需要对锂电池进行多次检测以得到多组锂电池性能参数,将这些参数的平均值作为锂电池的检测结果,然后通过分析锂电池检测结果来判断其性能。而现有的得到多组锂电池性能参数的方法为人工手动对电池进行多次检测,但人工检测电池的效率低,并且每次人工手动检测电池的操作存在差异,常常会导致电池的检测结果不准确,而无法判断电池的性能。
技术实现要素:
3.本实用新型的目的是提供一种电池检测设备,有利于得到准确的电池检测结果并提高电池检测的效率。
4.为了实现上述目的,本实用新型公开了一种电池检测设备,其包括上料装置、检测装置、移料装置和下料装置;所述上料装置包括上料机构和第一传送机构,所述上料机构用于将待测电池转移至所述第一传送机构,所述第一传送机构用于传送待测电池;所述检测装置依次设置有多个检测位置,所述检测装置用于对放置在所述检测位置的待测电池进行检测;所述移料装置包括依次设置的第一移料机构、至少一第二移料机构、第三移料机构和至少一驱动装置,所述驱动装置用于驱动所述第一移料机构、所述第二移料机构和所述第三移料机构同步移动,所述第一移料机构用于将所述第一传送机构上的待测电池转移至起始的所述检测位置,所述第二移料机构用于将上一所述检测位置上完成检测的待测电池转移至下一所述检测位置,所述第三移料机构用于转移末尾的所述检测位置上完成检测的电池;所述下料装置用于接收所述第三移料机构转移的完成检测的电池。
5.本实用新型通过检测装置和移料装置的配合来检测电池以获取多组电池性能参数,检测装置设置有多个检测位置,移料装置依次设置的第一移料机构、第二移料机构和第三移料机构在驱动装置的驱动下同步移动,以将上料装置转移的电池依次转移至多个检测位置,并且将完成检测的电池转移至下料装置,第一移料机构、第二移料机构和第三移料机构同步作动有利于提高转移电池的效率,检测装置在移料装置的配合下能够对电池进行多次检测,电池检测效率高,有利于避免人工手动检测电池的操作差异并计算得到准确的电池检测结果。
6.可选地,所述上料装置还包括移位驱动机构,所述移位驱动机构的输出端安装有所述第一传送机构,所述第一传送机构上间隔设置有多个限位件,所述限位件沿所述第一传送机构的传送方向延伸,相邻的两所述限位件之间形成为传送通道,所述移位驱动机构用于驱动所述第一传送机构移动以使其中一所述传送通道上传送的待测电池与所述第一移料机构对应。
7.可选地,所述上料机构包括上料支架、横向驱动机构、纵向驱动机构、竖向驱动机
构和至少一取料组件,所述横向驱动机构安装在所述上料支架,所述纵向驱动机构安装在所述横向驱动机构的输出端,所述竖向驱动机构安装在所述纵向驱动机构的输出端,所述取料组件安装在所述竖向驱动机构的输出端,所述取料组件用于拾取待测电池,所述取料组件在所述横向驱动机构、所述纵向驱动机构和所述竖向驱动机构的驱动下将拾取的待测电池转移。
8.可选地,所述取料组件包括夹爪驱动器以及安装在所述夹持驱动器的输出端的第一夹爪和第二夹爪,所述夹爪驱动器用于驱动所述第一夹爪和所述第二夹爪相向移动以夹持待测电池。
9.可选地,所述驱动装置包括驱动支撑架、横移驱动机构和竖移驱动机构,所述横移驱动机构安装在所述驱动支撑架上,所述竖移驱动机构安装在所述横移驱动机构的输出端,所述第一移料机构、所述第二移料机构和所述第三移料机构为真空吸料器并安装在所述竖移驱动机构的输出端,所述第一移料机构、所述第二移料机构和所述第三移料机构用于吸取对应的电池并在所述横移驱动机构和所述竖移驱动机构的驱动下同步移动以转移吸取的电池。
10.可选地,所述检测装置包括支撑台和多个检测器,所述检测器包括两检测探针,所述检测位置设置在所述支撑台上,两所述检测探针与放置在所述检测位置上的待测电池的正极和负极电连接,所述检测探针用于检测待测电池的性能参数。
11.可选地,所述检测装置对应所述检测位置设置有按压机构,于所述检测装置对待测电池进行检测时,所述按压机构用于按压固定所述检测位置上的待测电池。
12.可选地,所述按压机构包括按压支架、安装在所述按压支架上的两按压滑轨和竖向驱动器、两按压滑块以及分别安装在所述按压滑块上的两按压件,两所述按压滑轨呈v形排布,两所述按压滑块分别滑设于两所述按压滑轨;两所述按压滑块的内侧形成有呈倒v形排布的助推斜面,所述竖向驱动器的输出端连接有位于两侧所述助推斜面之间的推动块;所述竖向驱动器向上驱动所述推动块时,所述推动块推动两所述助推斜面,在两所述按压滑轨的约束下,两所述按压滑块产生向外和向上的滑动以带动两所述按压件远离被按压的电池,所述竖向驱动器向下驱动所述推动块时,两所述按压滑块在自身重力的作用下产生向内和向下的滑动以带动两所述按压件按压待测电池。
13.可选地,所述下料装置包括第二传送机构,所述第二传送机构用于接收并传送所述第三移料机构转移的电池,所述第一传送机构和所述第二传送机构分别包括传送驱动机构、与所述传送驱动机构的输出端连接的主动辊、传动辊以及绕设于所述主动辊和所述传动辊之间的传送带,所述传送带在所述传送驱动机构的驱动下循环传动。
14.可选地,所述下料装置设置有计数传感器,所述计数传感器用于感应所述下料装置接收的电池以统计电池的数量。
附图说明
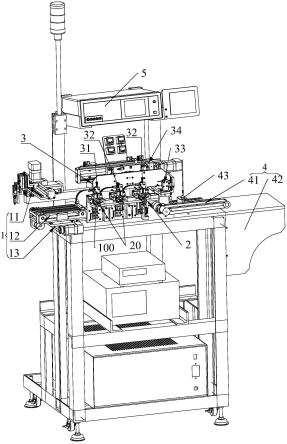
15.图1为本实用新型实施例电池检测设备的立体结构图。
16.图2为本实用新型实施例中第一传送机构和移位驱动机构的立体结构图。
17.图3为本实用新型实施例中上料机构的立体结构图。
18.图4为本实用新型实施例中移料装置的立体结构图。
19.图5为本实用新型实施例中检测装置隐藏了部分按压机构后的立体结构图。
20.图6为本实用新型实施例中按压机构的立体结构图。
21.图7为本实用新型实施例中第二传送机构的立体结构图。
具体实施方式
22.为详细说明本实用新型的技术内容、构造特征、所实现目的及效果,以下结合实施方式并配合附图详予说明。
23.请参阅图1至图7,本实用新型公开了一种电池检测设备,其包括上料装置1、检测装置2、移料装置3和下料装置4;上料装置1包括上料机构11和第一传送机构12,上料机构11用于将待测电池10转移至第一传送机构12,第一传送机构12用于传送待测电池10;检测装置2依次设置有多个检测位置20,检测装置2用于对放置在检测位置20的待测电池10进行检测;移料装置3包括依次设置的第一移料机构31、至少一第二移料机构32、第三移料机构33和至少一驱动装置34,驱动装置34用于驱动第一移料机构31、第二移料机构32和第三移料机构33同步移动,第一移料机构31用于将第一传送机构12上的待测电池10转移至起始的检测位置20,第二移料机构32用于将上一检测位置20上完成检测的待测电池10转移至下一检测位置20,第三移料机构33用于转移末尾的检测位置20上完成检测的电池10;下料装置4用于接收第三移料机构33转移的完成检测的电池10。
24.本实用新型通过检测装置2和移料装置3的配合来检测电池10以获取多组电池10性能参数,检测装置2设置有多个检测位置20,移料装置3依次设置的第一移料机构31、第二移料机构32和第三移料机构33在驱动装置34的驱动下同步移动,以将上料装置1转移的电池10依次转移至多个检测位置20,并且将完成检测的电池10转移至下料装置4,第一移料机构31、第二移料机构32和第三移料机构33同步作动有利于提高转移电池10的效率,检测装置2在移料装置3的配合下能够对电池10进行多次检测,电池10检测效率高,有利于避免人工手动检测电池10的操作差异并计算得到准确的电池10检测结果。
25.参阅图1和图2,上料装置1还包括移位驱动机构13,移位驱动机构13的输出端安装有第一传送机构12,第一传送机构12上间隔设置有多个限位件121,限位件121沿第一传送机构12的传送方向延伸,相邻的两限位件121之间形成为传送通道122,移位驱动机构13用于驱动第一传送机构12移动以使其中一传送通道122上传送的待测电池10与第一移料机构31对应,有利于第一传送机构12与第一移料机构31之间的配合。
26.具体地,在本实施例中,移位驱动机构13包括移位支撑架131、设置在移位支撑架131上的纵移驱动机构132和沿纵向延伸的移位滑轨133以及纵移连接件134,第一传送机构12滑设于移位滑轨133并通过纵移连接件134与纵移传动机构132连接,纵移传动机构132用于驱动第一传送机构12沿移位滑轨133纵向移动,其中纵移传动机构132可以为常规的传动带传动机构,但不限于此。
27.参阅图1和图3,上料机构11包括上料支架111、横向驱动机构112、纵向驱动机构113、竖向驱动机构114和至少一取料组件115,横向驱动机构112安装在上料支架111,纵向驱动机构113安装在横向驱动机构112的输出端,竖向驱动机构114安装在纵向驱动机构113的输出端,取料组件115安装在竖向驱动机构114的输出端,取料组件115用于拾取待测电池10,取料组件115在横向驱动机构112、纵向驱动机构113和竖向驱动机构114的驱动下将拾
取的待测电池10转移。上述上料机构11的自动化程度高,能够自动将待测电池10上料至第一传送机构12,有利于节省生产成本和人力成本。
28.具体地,在本实施例中,横向驱动机构112和竖向驱动机构114为驱动气缸,但不限于此。纵向驱动机构113包括安装在横向驱动机构112的输出端的纵向支架1131、安装在纵向支架1131上的纵向滑轨1132和纵向传动机构1133以及滑设于纵向滑轨1132的纵向移动件1134,竖向驱动机构114安装在纵向移动件1134上,纵向移动件1134在纵向传动机构1133驱动下沿纵向滑轨1132移动,其中纵向传动机构1133可以为常规的传动带传动机构,但不限于此。
29.参阅图3,取料组件115包括夹爪驱动器1151以及安装在夹爪驱动器1151的输出端的第一夹爪1152和第二夹爪1153,夹爪驱动器1151用于驱动第一夹爪1152和第二夹爪1153相向移动以夹持待测电池10,但不限于此,例如取料组件115还可以为真空吸料器。
30.参阅图1和图4,驱动装置34包括驱动支撑架341、横移驱动机构342和竖移驱动机构343,横移驱动机构342安装在驱动支撑架341上,竖移驱动机构343安装在横移驱动机构342的输出端,第一移料机构31、第二移料机构32和第三移料机构33为真空吸料器并安装在竖移驱动机构343的输出端,第一移料机构31、第二移料机构32和第三移料机构33用于吸取对应的电池10并在横移驱动机构342和竖移驱动机构343的驱动下同步移动以转移吸取的电池10,以实现自动化将待测电池10依次转移至不同的检测位置20进行检测,有利于避免人工手动检测电池10的操作差异。
31.在本实施例中,移料装置3设置有一个驱动装置34,但不限于此,例如移料装置3还可以设置有多个驱动装置34,多个驱动装置34分别与第一移料机构31、第二移料机构32和第三移料机构33连接并驱动第一移料机构31、第二移料机构32和第三移料机构33同步移动。
32.具体地,横移驱动机构342包括横移驱动器3421和横移滑块3422,横移驱动器3421用于驱动横移滑块3422横向移动,竖移驱动机构343包括安装在横移滑块3422上的竖移驱动器3431和竖移滑轨3432以及竖移滑块3433,竖移滑块3433滑设于竖移滑轨3432并与竖移驱动器3431的输出端连接,竖移驱动器3431用于驱动竖移滑块3433沿竖移滑轨3432滑动,其中横移驱动器3421为滑台气缸,竖移驱动器3431为双轴气缸,但不限于此。
33.参阅图1和图5,检测装置2包括支撑台211和多个检测器212,检测器212包括两检测探针2121,检测位置20设置在支撑台211上,检测探针2121与放置在检测位置20上的待测电池10的正极101和负极102电连接,检测探针2121用于检测待测电池10的性能参数。通过位于不同检测位置20的检测探针2121来对电池10进行多次检测以获得多组电池10性能参数,能够避免人工手动检测电池10的操作差异,有利于得到准确的检测结果。
34.具体地,检测装置2还包括数据处理器(图未示),检测器212还包括数据传输线2122,检测探针2121通过数据传输线2122与数据处理器连接。电池10的正极101和负极102为铜片,检测探针2121向下压接于电池10的正极101和负极102以检测电池10,然后将检测到的电池10性能参数通过数据传输线2122传输给数据处理器。
35.具体地,在本实施例中,检测装置2设置有三个检测位置20并对应设置有三个检测器212,但不限于此,移料装置3设置有两个第二移料机构32,在第一移料机构31和两第二移料机构32的配合下,检测装置2能够对电池10进行三次检测以得到电池10的三组性能参数,
电池10的性能参数包括电压和内阻等数据,数据处理器会对这三组参数进行识别判断并计算其平均值以得出电池10的检测结果,电池10的检测结果会通过显示器5显示,测试人员能够根据检测结果判断电池10的性能。
36.参阅图1、图5和图6,检测装置2对应检测位置20设置有按压机构22,于检测装置2对待测电池10进行检测时,按压机构22用于按压固定检测位置20上的待测电池10,有利于检测探针2121与待测电池10之间稳定地连接,以检测得到准确的电池10性能参数。
37.参阅图5和图6,按压机构22包括按压支架221、安装在按压支架221上的两按压滑轨222和竖向驱动器223、两按压滑块224以及分别安装在按压滑块224上的两按压件225,两按压滑轨222呈v形排布,两按压滑块224分别滑设于两按压滑轨222;两按压滑块224的内侧形成有呈倒v形排布的助推斜面2241,竖向驱动器223的输出端连接有位于两侧助推斜面2241之间的推动块2231;竖向驱动器223向上驱动推动块2231时,推动块2231推动两助推斜面2241,在两按压滑轨222的约束下,两按压滑块224产生向外和向上的滑动以带动两按压件225远离被按压的电池10,以便于移料装置3拾取检测位置20上的电池10;竖向驱动器223向下驱动推动块2231时,两按压滑块224在自身重力的作用下产生向内和向下的滑动以带动两按压件225按压待测电池10,有利于避免检测时待测电池10偏移。
38.参阅图1、图2和图7,下料装置4包括第二传送机构41,第二传送机构41用于接收并传送第三移料机构33转移的电池10,第一传送机构12和第二传送机构41分别包括传送驱动机构201、与传送驱动机构201的输出端连接的主动辊202、传动辊203以及绕设于主动辊202和传动辊203之间的传送带204,传送带204在传送驱动机构201的驱动下循环传动,有利于电池10自动上下料的实现。
39.具体地,在本实施例中,传送驱动机构201为旋转驱动电机,但不限于此。其中第一传送机构12的旋转驱动电机通过传动带205与第一传送机构12的主动辊202传动连接,而第二传送机构41的主动辊202安装在第二传送机构41的旋转驱动电机的输出端。
40.具体地,下料装置4还包括放置台42,放置台42设置在第二传送机构41远离移料装置3的一端以接收第二传送机构41传送的完成检测的电池10。
41.参阅图1和图7,下料装置4设置有计数传感器43,计数传感器43用于感应下料装置4传送的电池10以统计电池10的数量。
42.具体地,在本实施例中,计数传感器43为红外线计数器,但不限于此。计数传感器43设置在第二传送机构41的一侧,当计数传感器43感应到电池10后会向数据处理器发送感应信息,数据处理器根据感应信息记录下电池10的数量。
43.以上所揭露的仅为本实用新型的优选实施例而已,当然不能以此来限定本实用新型之权利范围,因此依本实用新型申请专利范围所作的等同变化,仍属本实用新型所涵盖的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1