铸铁转向节检具的制作方法
1.本技术涉及转向节检测领域,具体而言,涉及铸铁转向节检具。
背景技术:
2.汽车行业是我国重要的支柱产业之一,其发展水平和实力反映了一个国家的综合国力和竞争力。随着社会的进步和经济的发展,汽车的需求量也在不断增长,为了满足日益增加的需求量,与之配套的各个零部件厂家也在进行技术创新,提高工作效率。在机械加工领域更是如此。尤其在检具方面更是需要定位精度高,检测性能稳定、快速可靠,提高工作效率。因此用于大批量零件生产的过程检具得以广泛应用。
3.汽车中使用的铸铁转向节在生产过程中对其精度提出了更高的要求。若难以保证精密的测量,势必影响汽车的操控性能,甚至带来安全隐患。由于转向节下摆臂的位置结构复杂,导致测量难度较大,而现有的转向节检具在检测时功能单一,检测速度慢由此而导致生产周期延长,装配成本提高。
技术实现要素:
4.为了克服现有的不足,本技术实施例提供铸铁转向节检具,其能够解决上述由于转向节下摆臂的位置结构复杂,导致测量难度较大,而现有的转向节检具在检测时功能单一,检测速度慢由此而导致生产周期延长,装配成本提高的问题。
5.本技术实施例解决其技术问题所采用的技术方案是:铸铁转向节检具,包括支撑组件和检具组件。
6.所述支撑组件包括检具基座;所述检具组件包括定位底座、限位块、定位件、第一检测件、竖向压紧件、第二检测件、第三检测件和检测销,所述定位底座安装于所述检具基座上表面,所述限位块固定设置于所述检具基座上且位于所述定位底座一侧,所述定位件安装于所述检具基座上且位于所述定位底座一侧,所述定位件和所述限位块位于所述定位底座的相邻侧,所述第一检测件安装于远离所述定位件一侧的所述检具基座上,所述第二检测件安装于远离所述限位块一侧的所述检具基座上,所述竖向压紧件设置于所述第一检测件和所述第二检测件之间的检具基座上,且所述竖向压紧件另一端位于所述定位底座上方,所述第三检测件安装设置于靠近所述定位件一侧的所述检具基座上,所述检测销设置于所述检具基座上。
7.在一种具体的实施方案中,所述定位件包括第一安装座、第一手柄、第一螺纹杆和定位柱,所述第一安装座安装于所述检具基座上,所述第一手柄一端与所述第一螺纹杆一端固定连接,所述第一螺纹杆另一端螺接贯穿所述第一安装座并与所述定位柱连接。
8.在一种具体的实施方案中,所述第一检测件包括第二安装座、第二手柄、第二螺纹杆、检测柱,所述第二安装座安装于远离所述定位件一侧的所述检具基座上,所述第二手柄与所述第二螺纹杆一端固定,所述第二螺纹杆另一端螺接贯穿所述第二安装座并与所述检测柱连接。
9.在一种具体的实施方案中,所述第二检测件包括第三安装座、第一转动杆和第二转动杆,所述第三安装座安装于远离所述限位块一侧的所述检具基座上,所述第一转动杆和所述第二转动杆分别与所述第三安装座相对面螺接设置。
10.在一种具体的实施方案中,所述第三检测件包括第四安装座、第三转动杆和第四转动杆,所述第四安装座安装于靠近所述第一安装座一侧的所述检具基座上,所述第三转动杆和所述第四转动杆分别与所述第四安装座相对面螺接设置。
11.在一种具体的实施方案中,所述支撑组件还包括支撑腿,四个所述支撑腿顶端分别与所述检具基座下表面四角处固定。
12.在一种具体的实施方案中,四个所述支撑腿底端还分别螺接设置有调节件。
13.在一种具体的实施方案中,所述调节件包括调节螺杆和底座,所述调节螺杆顶端与所述支撑腿螺接设置,所述底座固定于所述调节螺杆底端。
14.本技术实施例的优点是:
15.1、通过定位底座、定位件和竖向压紧件能够对转向节进行限位固定,提高对转向节限位固定的效果。
16.2、通过第一检测件、第二检测件、第三检测件和检测销对转向节进行全方位的检测,解决了现有检具功能单一,提高检测效果,降低生产成本。
附图说明
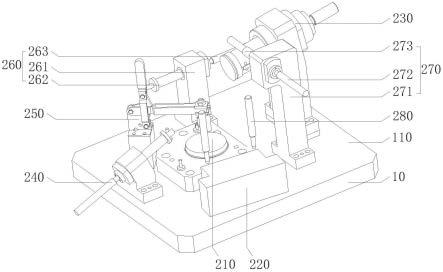
17.图1为本技术实施方式提供的铸铁转向节检具立体结构示意图;
18.图2为本技术实施方式提供的铸铁转向节检具结构示意图;
19.图3为本技术实施方式提供的支撑组件结构示意图;
20.图4为本技术实施方式提供的支撑腿和调节件连接关系结构示意图。
21.图中:10-支撑组件;110-检具基座;120-支撑腿;130-调节件;131-调节螺杆;132-底座;20-检具组件;210-定位底座;220-限位块;230-定位件;231-第一安装座;232-第一手柄;233-第一螺纹杆;234-定位柱;240-第一检测件;241-第二安装座;242-第二手柄;243-第二螺纹杆;244-检测柱;250-竖向压紧件;260-第二检测件;261-第三安装座;262-第一转动杆;263-第二转动杆;270-第三检测件;271-第四安装座;272-第三转动杆;273-第四转动杆;280-检测销。
具体实施方式
22.本技术实施例中的技术方案为解决上述由于转向节下摆臂的位置结构复杂,导致测量难度较大,而现有的转向节检具在检测时功能单一,检测速度慢由此而导致生产周期延长,装配成本提高的问题,总体思路如下:
23.请参阅图1-图4,铸铁转向节检具,包括支撑组件10和检具组件20。
24.其中,支撑组件10用于对检具组件20支撑与安装。检具组件20能够同时实现对铸铁转向节的限位固定以及检测,提高检测效果,降低生产成本。
25.请参阅图1、图2、图3和图4,支撑组件10包括检具基座110;其中检具基座110实现对检具组件20的安装,且用于对整个装置的支撑。
26.支撑组件10还包括支撑腿120,四个支撑腿120顶端分别与检具基座110下表面四
角处固定,检具基座110与四个支撑腿120顶端采用螺栓固定,检具基座110上表面四角处分别设置有四个沉头孔,四个螺栓分别设置于每个沉头孔内部且底部与支撑腿120顶端螺接设置。其中,支撑腿120用于支撑检具基座110。
27.四个支撑腿120底端还分别螺接设置有调节件130。其中,调节件130用于调整支撑腿120的高度。调节件130包括调节螺杆131和底座132,调节螺杆131顶端与支撑腿120螺接设置,具体的,调节螺杆131与支撑腿120底端螺接设置,且调节螺杆131上还设置有防松螺母,能够防止在使用时调节螺杆131与支撑腿120松动。底座132固定于调节螺杆131底端,具体的,底座132与调节螺杆131也可螺接设置,底座132底部可设置防滑垫。
28.请参阅图1和图2,检具组件20包括定位底座210、限位块220、定位件230、第一检测件240、竖向压紧件250、第二检测件260、第三检测件270和检测销280,定位底座210安装于检具基座110上表面,限位块220固定设置于检具基座110上且位于定位底座210一侧,定位件230安装于检具基座110上且位于定位底座210一侧,定位件230和限位块220位于定位底座210的相邻侧,第一检测件240安装于远离定位件230一侧的检具基座110上,第二检测件260安装于远离限位块220一侧的检具基座110上,竖向压紧件250设置于第一检测件240和第二检测件260之间的检具基座110上,且竖向压紧件250另一端位于定位底座210上方,第三检测件270安装设置于靠近定位件230一侧的检具基座110上,检测销280设置于检具基座110上。其中,当需要对铸铁转向节进行检测时,将铸铁转向节放置于定位底座210上,限位块220对铸铁转向节一侧进行固定限位,然后调节定位件230对铸铁转向节另一侧进行限位固定,再调节竖向压紧件250压紧铸铁转向节上方,最后通过第一检测件240、第二检测件260、第三检测件270和检测销280同时对铸铁转向节进行全方位的检测,解决了现有检具功能单一,提高检测效果,降低生产成本。
29.定位件230包括第一安装座231、第一手柄232、第一螺纹杆233和定位柱234,第一安装座231安装于检具基座110上,第一手柄232一端与第一螺纹杆233一端固定连接,第一螺纹杆233另一端螺接贯穿第一安装座231并与定位柱234连接。第一安装座231通过螺栓安装固定于检具基座110上,第一手柄232与第一螺纹杆233焊接固定。其中,通过第一螺纹杆233可以调节定位柱234,使得定位柱234对铸铁转向节进行限位固定。
30.第一检测件240包括第二安装座241、第二手柄242、第二螺纹杆243、检测柱244,第二安装座241安装于远离定位件230一侧的检具基座110上,第二手柄242与第二螺纹杆243一端固定,第二螺纹杆243另一端螺接贯穿第二安装座241并与检测柱244连接。第二安装座241通过螺栓安装固定于检具基座110上,第二手柄242与第二螺纹杆243焊接固定,通过第二螺纹杆243实现对检测柱244的调节,实现对铸铁转向节的检测。
31.第二检测件260包括第三安装座261、第一转动杆262和第二转动杆263,第三安装座261安装于远离限位块220一侧的检具基座110上,第一转动杆262和第二转动杆263分别与第三安装座261相对面螺接设置。第三安装座261通过螺栓与检具基座110固定,通过调节第一转动杆262和第二转动杆263对铸铁转向节进行检测。
32.第三检测件270包括第四安装座271、第三转动杆272和第四转动杆273,第四安装座271安装于靠近第一安装座231一侧的检具基座110上,第三转动杆272和第四转动杆273分别与第四安装座271相对面螺接设置。第四安装座271通过螺栓安装固定于检具基座110上,通过调节第三转动杆272和第四转动杆273对铸铁转向节进行检测。
33.本技术使用时:当需要对铸铁转向节进行检测时,将铸铁转向节放置于定位底座210上,限位块220对铸铁转向节一侧进行固定限位,然后调节定位件230对铸铁转向节另一侧进行限位固定,再调节竖向压紧件250压紧铸铁转向节上方,最后通过第一检测件240、第二检测件260、第三检测件270和检测销280同时对铸铁转向节进行全方位的检测,解决了现有检具功能单一,提高检测效果,降低生产成本。
34.综上,本技术利用第一检测件240、第二检测件260、第三检测件270和检测销280对转向节进行全方位的检测,解决了现有检具功能单一,提高检测效果,降低生产成本。
35.最后应说明的是:显然,上述实施例仅仅是为清楚地说明本发明所作的举例,而并非对实施方式的限定。对于所属领域的普通技术人员来说,在上述说明的基础上还可以做出其它不同形式的变化或变动。这里无需也无法对所有的实施方式予以穷举。而由此所引申出的显而易见的变化或变动仍处于本发明的保护范围之中。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1