一种车牌小灯壳体组装检测装置的制作方法
本技术涉及车牌灯自动化组装,尤其涉及一种车牌小灯壳体组装检测装置。
背景技术:
1、随着社会的高速发展,道路上的私家汽车越来越多,汽车生产配件需求也越来越大,车牌灯是安装在汽车尾部车牌框上,用于对车牌的照明,在黑夜时照亮车牌。当前,在进行车牌小灯壳体(如图3所示)的组装时,大多由人工将灯体组装在小灯壳体内,壳体组装效率低,组装过后,还需单独进行检测,自动化程度低,现有的半自动壳体组装只能进行单种型号壳体灯体的组装、检测,壳体组装浪费人力物力,浪费企业生产成本。
技术实现思路
1、实用新型目的:本实用新型所要解决的是现有车牌小灯壳体组装效率低,组装检测自动化程度低的技术问题,本实用新型提供一种车牌小灯壳体组装检测装置。
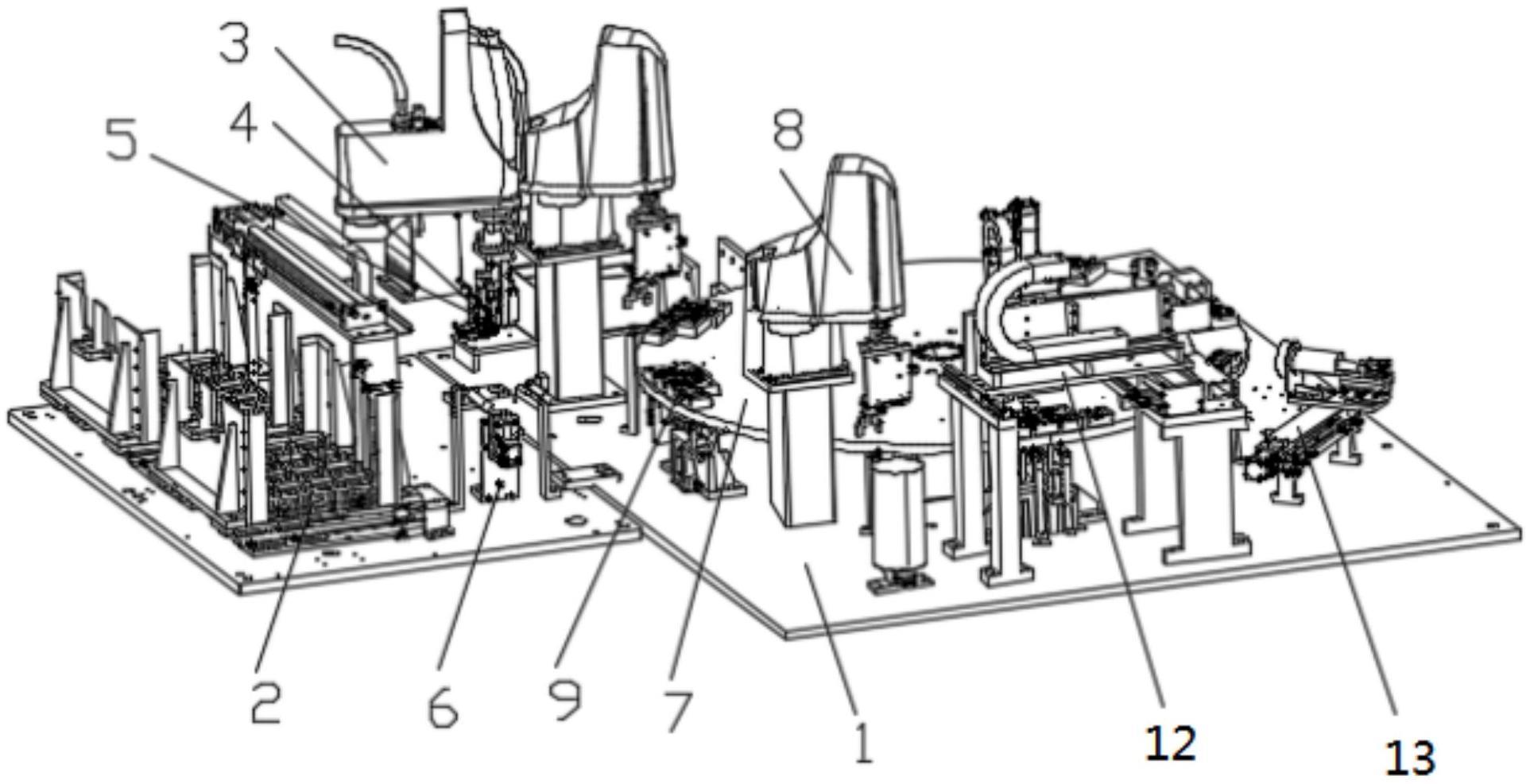
2、技术方案:一种车牌小灯壳体组装检测装置,包括:机架,所述机架的左侧设有小灯壳体料盘,所述小灯壳体料盘右侧的机架上安装有壳体上料机械手,所述壳体上料机械手的下侧安装有第一壳体夹爪气缸和第二壳体夹爪气缸,所述壳体上料机械手下侧的机架安装有壳体检测结构,所述壳体检测结构右侧的机架安装有旋转机台,所述旋转机台前侧的机架上安装有小灯体上料机械手,所述旋转机台上均匀安装有8组壳体夹具,所述壳体夹具上设有第一壳体夹槽和第二壳体夹槽,所述旋转机台前侧壳体夹具的上侧设有小灯壳体组装机构,所述小灯壳体组装机构右侧的机架上安装有车牌小灯检测机构。
3、进一步,所述小灯壳体组装机构包括安装在机架上的y轴直线滑台模组支撑架,所述y轴直线滑台模组支撑架上安装有y轴直线滑台模组,所述y轴直线滑台模组上安装有x轴直线滑台模组,所述x轴直线滑台模组上安装有z轴直线滑台模组,所述z轴直线滑台模组上分别安装有第一壳体压块气缸和第二壳体压块气缸,所述第一壳体压块气缸和第二壳体压块气缸位于壳体夹具上的第一壳体夹槽和第二壳体夹槽的上侧,所述壳体夹具下侧的机架上安装有第一壳体顶盖气缸和第二壳体顶盖气缸,所述第一壳体顶盖气缸和第二壳体顶盖气缸上分别安装有与壳体夹具相通的顶杆。
4、本实用新型的优点是一种车牌小灯壳体组装检测装置,结构紧凑,自动化程度高,壳体上料机械手通过第一壳体夹爪气缸和第二壳体夹爪气缸从小灯壳体上料盘进行第一壳体和第二壳体的夹取,在壳体检测结构的检测后,将第一壳体和第二壳体夹持至壳体夹具上的第一壳体夹槽和第二壳体夹槽内,小灯体上料机械手进行外部小灯的安装,旋转机台转动至小灯壳体组装机构下侧,所述第一壳体顶盖气缸和第二壳体顶盖气缸上的顶杆进行第一壳体和第二壳体的顶盖,顶盖之后,小灯壳体组装机构带动第一壳体压块和第二壳体压块进行第一壳体和第二壳体的压合组装,组装过后,由车牌小灯组装机构进行产品有无安装好的检测,组装效率高,检测效率高。
技术特征:
1.一种车牌小灯壳体组装检测装置,其特征在于,包括:机架(1),所述机架(1)的左侧设有小灯壳体料盘(2),所述小灯壳体料盘(2)右侧的机架(1)上安装有壳体上料机械手(3),所述壳体上料机械手(3)的下侧安装有第一壳体夹爪气缸(4)和第二壳体夹爪气缸(5),所述壳体上料机械手(3)下侧的机架(1)安装有壳体检测结构(6),所述壳体检测结构(6)右侧的机架(1)安装有旋转机台(7),所述旋转机台(7)前侧的机架(1)上安装有小灯体上料机械手(8),所述旋转机台(7)上均匀安装有8组壳体夹具(9),所述壳体夹具(9)上设有第一壳体夹槽(10)和第二壳体夹槽(11),所述旋转机台(7)前侧壳体夹具(9)的上侧设有小灯壳体组装机构(12),所述小灯壳体组装机构(12)右侧的机架(1)上安装有车牌小灯检测机构(13)。
2.根据权利要求1所述的一种车牌小灯壳体组装检测装置,其特征在于,所述小灯壳体组装机构(12)包括安装在机架(1)上的y轴直线滑台模组支撑架(14),所述y轴直线滑台模组支撑架(14)上安装有y轴直线滑台模组(15),所述y轴直线滑台模组(15)上安装有x轴直线滑台模组(16),所述x轴直线滑台模组(16)上安装有z轴直线滑台模组(17),所述z轴直线滑台模组(17)上分别安装有第一壳体压块气缸(18)和第二壳体压块气缸(19),所述第一壳体压块气缸(18)和第二壳体压块气缸(19)位于壳体夹具(9)上的第一壳体夹槽(10)和第二壳体夹槽(11)的上侧,所述壳体夹具(9)下侧的机架(1)上安装有第一壳体顶盖气缸(20)和第二壳体顶盖气缸(21),所述第一壳体顶盖气缸(20)和第二壳体顶盖气缸(21)上分别安装有与壳体夹具(9)相通的顶杆(22)。
技术总结
本技术公开了一种车牌小灯壳体组装检测装置,包括:机架,所述机架的左侧设有小灯壳体料盘,所述小灯壳体料盘右侧的机架上安装有壳体上料机械手,所述壳体上料机械手的下侧安装有第一壳体夹爪气缸和第二壳体夹爪气缸,所述壳体上料机械手下侧的机架安装有壳体检测结构,所述壳体检测结构右侧的机架安装有旋转机台,所述旋转机台前侧的机架上安装有小灯体上料机械手。本技术的优点是一种车牌小灯壳体组装检测装置,壳体上料机械手通过第一壳体夹爪气缸和第二壳体夹爪气缸从小灯壳体上料盘进行第一壳体和第二壳体的夹取,小灯壳体组装机构带动第一壳体压块和第二壳体压块进行第一壳体和第二壳体的压合组装。
技术研发人员:王晓芹
受保护的技术使用者:昆山卓勇工业设备有限公司
技术研发日:20220804
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!