一种AOI自动检测机的制作方法
一种aoi自动检测机
技术领域
1.本技术涉及芯片封装技术领域,尤其是涉及一种aoi自动检测机。
背景技术:
2.aoi的中文全称是自动光学检测,是基于光学原理来对焊接生产中遇到的常见缺陷进行检测的设备。当自动检测时,机器通过摄像头自动扫描pcb,采集图像,测试的焊点与数据库中的合格的参数进行比较,经过图像处理,检查出pcb上缺陷,并通过显示器或自动标志把缺陷显示出来,供维修人员修整。
3.现有的aoi检测装置的上料和下料机构均采用传送带或滚轴进行pcb板的运输,但是在传送带或者滚轴进行运输时,在移动的过程中会存在振动的现象,容易造成pcb板发生移位的情况,并且在pcb板进行检测的时候,该振动的现象更加明显,导致检测的发生误报的情况,并且采用传送带或滚轴进行上料机构和下料机构的运输时,也导致检测装置的整体结构较大,给人们的上料和取料带来不便。
技术实现要素:
4.为了克服现有技术中存在的问题,本技术提供一种aoi自动检测机。
5.本技术提供的一种aoi自动检测机采用如下的技术方案:
6.一种aoi自动检测机,包括机架组件、转运组件和信息采集机构,机架组件包括底座、底座上的安装架以及机罩;转运组件安装在底座上,包括进料箱、载板轨道和出料箱,进料箱和出料箱分别设置在载板轨道的两端,其中载板轨道中设有真空吸附装置,且在真空吸附装置的末端设有限位机构;信息采集机构包括驱动组件、ccd镜头和光源组件,驱动组件包括固定在安装架顶部的第一驱动导轨,且第一驱动导轨之间设有能够在第一驱动导轨到上滑动的第一驱动架,ccd镜头和光源组件滑动安装在第一驱动架上。
7.通过采用上述技术方案,机架组件中的底座和安装架上用于安装转动组件,机罩用于罩装在底座上,将转运装置和信息采集装置进行盖装,让转动组件和信息采集机构均设计在aoi自动检测机构内。aoi自动检测机构的外面仅仅有电控设备、显示设备以及转运组件中的进料箱和出料箱,让对于pcb板检测的部件均设置在机罩内部,有效的避免外界的杂质对监测精度的影响。转动组件中通过进料箱将pcb板导入到载板轨道,pcb板移动到载板轨道中的真空吸附装置上,并且真空吸附装置的末端设有限位机构对pcb板进行限位,真空吸附装置对pcb板进行吸附,吸附固定在其上的pcb板通过信息采集机构中的ccd镜头进行pcb板表面的情况进行记录反馈,并且驱动组件能够驱动第一驱动架在第一驱动导轨上进行移动,并配合光源组件对pcb板补充光线,提高ccd镜头记录的精度。
8.优选的,进料箱和出料箱内均采用若干层放置架,其中进料箱外侧开口的顶面开设有弧形开口,进料箱和出料箱的底部均设有箱体升降架,箱体升降架为“u”型架的结构,且箱体升降架的两端均设有升降机构。
9.通过采用上述技术方案,进料箱和出料箱中设置多层放置架,能够存储多片pcb
板,进料箱顶部开设的弧形开口,能够方便推动放置架上的pcb板,让pcb板进入到载板轨道中进行传输及检测。并且进料箱和出料箱底部设有箱体升降架能够在其中导出或者导入一片pcb后进行上升,让另一层的放置架进行导出或者导入。
10.优选的,进料箱的入口处安装有推料机构,推料机构包括“l”型的固定架和推料杆,其中固定架的一端与安装架水平滑动连接,推料杆安装在固定架远离安装架的一端内侧,包括推料腔和推料板,其中推料腔中开设有凹槽与推料板上的杆体滑动连接,且杆体上套装有弹簧,其中弹簧抵接在推料板和推料腔的相对面上。
11.通过采用上述技术方案,进料箱的入口处安装有“l”型的固定架与安装架水平滑动,从而将安装在固定架上的推料杆进行水平移动,推料杆推动进料箱中pcb板进入到载板轨道上去。其中推料杆上的推料腔和推料板之间滑动连接,且两者之间设有弹簧,推料板作用在pcb板的侧面,推料腔固定在固定架上,采用弹簧作为缓冲的设计,在推动pcb板的过程中不易对pcb板造成损坏。
12.优选的,出料箱的入口处设有导出机构,导出机构设置在载板轨道机构的底部,包括升降机构和推板气缸,其中推板气缸安装在升降气缸顶部,推板气缸的输出端安装有矩形推板块。
13.通过采用上述技术方案,出料箱的入口处设有的导出机构,在pcb传输到载板轨道的末端时,导出机构通过底部的升降机构进行提升,升降机构顶部的推板气缸横向设置,通过推板气缸输出端连接的矩形推板块将pcb板推入到出料箱的放置架上。
14.优选的,载板轨道包括两侧对称分布的驱动板,驱动板的顶部内侧面开设有导板槽,其中导板槽的两端设有驱动轮组,驱动轮组包括底部绕装有传输带的主动轮和顶部和从动轮。
15.通过采用上述技术方案,载板轨道由两侧的驱动板组成,驱动板上开设有的导板槽用于对pcb板的传递过程中的限位,导板槽两端设有的驱动轮组通过主动轮带有的传输带驱动pcb板进行移动,设置在主动轮上的从动轮能够在载板轨道的入口和出口对pcb板进行导向,便于pcb板进出载板轨道。
16.优选的,真空吸附装置安装在载板轨道的中心,且真空吸附装置底部设有升降机构,真空吸附装置包括真空吸板和放置罩,真空吸板上设有若干真空泵,放置罩的底部与真空吸板密封连接,且放置罩顶部均匀开设有有若干吸附孔。
17.通过采用上述技术方案,真空吸附装置通过底部升降机构的作用,在pcb板到达其上方时,放置罩的底部与pcb板贴合,通过真空吸板上的真空泵的作用,让放置罩内产生负压,放置罩上设有的若干吸附孔就会吸附pcb板的背面,将其牢牢的固定在放置罩上,从而避免了信息采集机构采集pcb板表面情况时pcb板晃动的情况,大大提高了测量精度。
18.优选的,真空吸附装置靠近出料箱的一端开设有限位槽体,且载板轨道中对应限位槽体的底部设有限位机构,限位机构包括升降机构和固定在升降机构顶部的限位杆。
19.通过采用上述技术方案,真空吸附装置末端的开设的限位槽体能够与限位机构适配,在pcb板来之前,限位机构上的限位杆通过升降机构上升到导板槽的上方,起到对pcb板的拦截作用,当pcb板到达真空吸附装置上方的时候,真空吸附装置底部的升降机构上升,让放置罩能够与pcb板贴合进行吸附。此时限位机构中的限位杆通过其底部的升降机构下降至pcb板下方,让完成检测的pcb板能够通过。
20.优选的,ccd镜头和光源组件均安装在第一驱动架侧面的滑动支架上,ccd镜头纵向滑动安装在滑动支架表面中间,光源组件安装在ccd镜头的下方两侧,且光源组件转动安装在支架表面。
21.通过采用上述技术方案,ccd镜头和光源组件均安装在滑动支架上,滑动支架能够在第一驱动架上进行移动,从而调节检测点的位置,并且ccd镜头纵向滑动安装在滑动支架上,能够调节ccd镜头的高度,并配合安装在ccd镜头下方两侧的光源组件,以此来达到最佳的检测精度。
22.综上所述,本技术包括以下至少一种有益技术效果:
23.1.进料箱和出料箱中设置多层放置架,能够存储多片pcb板,进料箱顶部开设的弧形开口,能够方便推动放置架上的pcb板,一次装卸可以实现多个pcb板的检测,大大减少了上料和下料的时间,提高了检测效率;
24.2.真空吸附装置通过其顶部放置罩上的若干吸附孔吸附在pcb板的背面,将其牢牢的固定在放置罩上,从而避免了信息采集机构采集pcb板表面情况时pcb板晃动的情况,大大提高了测量精度;
25.3.机罩对转运装置和信息采集装置进行盖装,让转动组件和信息采集机构均设计在aoi自动检测机构内,aoi自动检测机构的外面仅仅有电控设备、显示设备以及转运组件中的进料箱和出料箱,方便操作人员在机罩外侧进行操作和上下料,操作更加简单便捷。
附图说明
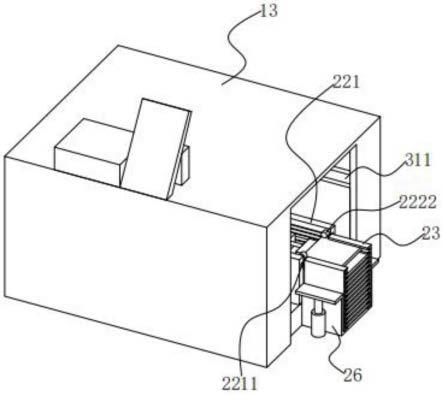
26.图1是一种aoi自动检测机整体结构示意图;
27.图2是一种aoi自动检测机中去除机罩的结构示意图;
28.图3是一种aoi自动检测机中去除机架组件的结构示意图。
29.附图标记说明:1、机架组件;11、底座;12、安装架;13、机罩;2、转运组件;21、进料箱;211、弧形开口;212、推料机构;213、固定架;214、推料杆;2141、推料腔;2142、推料板;22、载板轨道;221、驱动板;2211、导板槽;222、驱动轮组;2221、主动轮;2222、从动轮;23、出料箱;231、导出机构;2311、推板气缸;2312、矩形推板块;24、真空吸附装置;241、真空吸板;2411、真空泵;242、放置罩;2421、吸附孔;243、限位槽体;25、限位机构;251、限位杆;26、箱体升降架;3、信息采集机构;31、驱动组件;311、第一驱动导轨;312、第一驱动架;32、ccd镜头;33、光源组件;34、滑动支架。
具体实施方式
30.以下结合附图1-3对本技术作进一步详细说明。
31.本技术实施例公开一种aoi自动检测机。
32.参照图1、图2及图3,一种aoi自动检测机,包括机架组件1、转运组件2和信息采集机构3,机架组件1包括底座11、底座11上的安装架12以及机罩13;转运组件2安装在底座11上,包括进料箱21、载板轨道22和出料箱23,进料箱21和出料箱23分别设置在载板轨道22的两端,其中载板轨道22中设有真空吸附装置24,且在真空吸附装置24的末端设有限位机构25;信息采集机构3包括驱动组件31、ccd镜头32和光源组件33,驱动组件31包括固定在安装架12顶部的第一驱动导轨311,且第一驱动导轨311之间设有能够在第一驱动导轨311到上
滑动的第一驱动架312,ccd镜头32和光源组件33滑动安装在第一驱动架312上。机架组件1中的底座11和安装架12上用于安装转动组件,机罩13用于罩装在底座11上,将转运装置和信息采集装置进行盖装,让转动组件和信息采集机构3均设计在aoi自动检测机构内。aoi自动检测机构的外面仅仅有电控设备、显示设备以及转运组件2中的进料箱21和出料箱23,让对于pcb板检测的部件均设置在机罩13内部,有效的避免外界的杂质对监测精度的影响。转动组件中通过进料箱21将pcb板导入到载板轨道22,pcb板移动到载板轨道22中的真空吸附装置24上,并且真空吸附装置24的末端设有限位机构25对pcb板进行限位,真空吸附装置24对pcb板进行吸附,吸附固定在其上的pcb板通过信息采集机构3中的ccd镜头32进行pcb板表面的情况进行记录反馈,并且驱动组件31能够驱动第一驱动架312在第一驱动导轨311上进行移动,并配合光源组件33对pcb板补充光线,提高ccd镜头32记录的精度。
33.参照图1、图2及图3,进料箱21和出料箱23内均采用若干层放置架,其中进料箱21外侧开口的顶面开设有弧形开口211,进料箱21和出料箱23的底部均设有箱体升降架26,箱体升降架26为“u”型架的结构,且箱体升降架26的两端均设有升降机构。进料箱21和出料箱23中设置多层放置架,能够存储多片pcb板,进料箱21顶部开设的弧形开口211,能够方便推动放置架上的pcb板,让pcb板进入到载板轨道22中进行传输及检测。并且进料箱21和出料箱23底部设有箱体升降架26能够在其中导出或者导入一片pcb后进行上升,让另一层的放置架进行导出或者导入。
34.参照图2及图3,进料箱21的入口处安装有推料机构212,推料机构212包括“l”型的固定架213和推料杆214,其中固定架213的一端与安装架12水平滑动连接,推料杆214安装在固定架213远离安装架12的一端内侧,包括推料腔2141和推料板2142,其中推料腔2141中开设有凹槽与推料板2142上的杆体滑动连接,且杆体上套装有弹簧,其中弹簧抵接在推料板2142和推料腔2141的相对面上。进料箱21的入口处安装有“l”型的固定架213与安装架12水平滑动,从而将安装在固定架213上的推料杆214进行水平移动,推料杆214推动进料箱21中pcb板进入到载板轨道22上去。其中推料杆214上的推料腔2141和推料板2142之间滑动连接,且两者之间设有弹簧,推料板2142作用在pcb板的侧面,推料腔2141固定在固定架213上,采用弹簧作为缓冲的设计,在推动pcb板的过程中不易对pcb板造成损坏。
35.参照图1、图2及图3,出料箱23的入口处设有导出机构231,导出机构231设置在载板轨道22机构的底部,包括升降机构和推板气缸2311,其中推板气缸2311安装在升降气缸顶部,推板气缸2311的输出端安装有矩形推板块2312。出料箱23的入口处设有的导出机构231,在pcb传输到载板轨道22的末端时,导出机构231通过底部的升降机构进行提升,升降机构顶部的推板气缸2311横向设置,通过推板气缸2311输出端连接的矩形推板块2312将pcb板推入到出料箱23的放置架上。
36.参照图1、图2及图3,载板轨道22包括两侧对称分布的驱动板221,驱动板221的顶部内侧面开设有导板槽2211,其中导板槽2211的两端设有驱动轮组222,驱动轮组222包括底部绕装有传输带的主动轮2221和顶部和从动轮2222。载板轨道22由两侧的驱动板221组成,驱动板221上开设有的导板槽2211用于对pcb板的传递过程中的限位,导板槽2211两端设有的驱动轮组222通过主动轮2221带有的传输带驱动pcb板进行移动,设置在主动轮2221上的从动轮2222能够在载板轨道22的入口和出口对pcb板进行导向,便于pcb板进出载板轨道22。
37.参照图2及图3,真空吸附装置24安装在载板轨道22的中心,且真空吸附装置24底部设有升降机构,真空吸附装置24包括真空吸板241和放置罩242,真空吸板241上设有若干真空泵2411,放置罩242的底部与真空吸板241密封连接,且放置罩242顶部均匀开设有有若干吸附孔2421。真空吸附装置24通过底部升降机构的作用,在pcb板到达其上方时,放置罩242的底部与pcb板贴合,通过真空吸板241上的真空泵2411的作用,让放置罩242内产生负压,放置罩242上设有的若干吸附孔2421就会吸附pcb板的背面,将其牢牢的固定在放置罩242上,从而避免了信息采集机构3采集pcb板表面情况时pcb板晃动的情况,大大提高了测量精度。
38.参照图2及图3,真空吸附装置24靠近出料箱23的一端开设有限位槽体243,且载板轨道22中对应限位槽体243的底部设有限位机构25,限位机构25包括升降机构和固定在升降机构顶部的限位杆251。真空吸附装置24末端的开设的限位槽体243能够与限位机构25适配,在pcb板来之前,限位机构25上的限位杆251通过升降机构上升到导板槽2211的上方,起到对pcb板的拦截作用,当pcb板到达真空吸附装置24上方的时候,真空吸附装置24底部的升降机构上升,让放置罩242能够与pcb板贴合进行吸附。此时限位机构25中的限位杆251通过其底部的升降机构下降至pcb板下方,让完成检测的pcb板能够通过。
39.参照图2及图3,ccd镜头32和光源组件33均安装在第一驱动架312侧面的滑动支架34上,ccd镜头32纵向滑动安装在滑动支架34表面中间,光源组件33安装在ccd镜头32的下方两侧,且光源组件33转动安装在支架表面。ccd镜头32和光源组件33均安装在滑动支架34上,滑动支架34能够在第一驱动架312上进行移动,从而调节检测点的位置,并且ccd镜头32纵向滑动安装在滑动支架34上,能够调节ccd镜头32的高度,并配合安装在ccd镜头32下方两侧的光源组件33,以此来达到最佳的检测精度。
40.工作原理:首先将进料箱21中放置架内装满待检测的pcb板,进料箱21放置在箱体升降架26上,并将推料机构212调节到与进料箱21顶部的放置架对应的位置。推料机构212通过“l”型的固定架213通过与安装架12之间的滑动连接,通过往复运动驱动固定架213端部的推料杆214推动进料箱21中的pcb板端部进入到载板轨道22上。载板轨道22通过两侧的驱动板221组成,pcb板通过载板轨道22端部的驱动轮组222进入,经过驱动板221相对面上的导板槽2211进行滑动,当pcb板运动到真空吸附装置24的顶部时,限位机构25中的限位杆251下降,真空吸附装置24在升降机构的作用下上升,使得放置罩242的顶部与pcb板的底面贴合,并启动真空吸板241上真空泵2411,放置罩242上的吸附孔2421对pcb板施压负压,使得两者之间紧密贴合。贴合的pcb板通过信息采集机构3中的光源组件33进行照射,并通过ccd镜头32进行拍摄,将收集的信息通过电控设备处理反馈到机罩13外的显示设备上,可以从显示设备上直观的观察到pcb板的质量,并进行记录储存。完成采集之后真空吸附装置24中的真空泵2411关闭,负压消失,驱动轮组222中的主动轮2221通过传输带带动pcb板移动进入到出料箱23中,并且当pcb板停止后,导出机构231通过升降机构作用上升,导出机构231中的推板气缸2311驱动其输出端的矩形推板块2312推动pcb进入到出料箱23中,这样就完成一块pcb板的检测。此时通过箱体升降架26提升进料箱21和出料箱23,让下一个放置架上的pcb板重复上述的检测过程,以此类推,知道进料箱21中的所有pcb板完成检测。
41.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1