一种钢丝绳焊接工艺验证工装的制作方法
1.本实用新型涉及验证工装技术领域,特别是一种钢丝绳焊接工艺验证工装。
背景技术:
2.在医疗器械行业,设计开发的全流程是在质量体系的框架内运行的,其一般的流程为:立项
→
设计开发计划
→
设计输入及评审
→
设计输出及评审
→
设计验证
→
设计确认
→
设计更改。其中设计验证环节主要是对设计输出内容进行验证。设计开发输出内容中,有一项生产作业指导书,其中规定了很多生产的具体流程和参数;以软性内窥镜为例,其生产作业指导书中,一般规定了钢丝绳的焊接工艺参数,包括焊接温度、预热时间、焊接时间等等。
3.目前,内窥镜生产企业当中,对于钢丝绳的焊接工艺验证基本上都是在拉力计的辅助之下手动测试其牢固度,这种方法比较简陋,当工艺验证参数较多,每次都要手动操作,相当耗费人力而且验证的效率很低。
技术实现要素:
4.为了克服现有技术的上述缺点,本实用新型的目的是提供一种钢丝绳焊接工艺验证工装。
5.本实用新型解决其技术问题所采用的技术方案是:一种钢丝绳焊接工艺验证工装,包括待焊件、钢丝绳、滑动轨、检测计、滑块和施力装置,所述钢丝绳包括前绳和后绳,所述前绳和待焊件通过焊接连接,所述滑动轨和滑块滑动连接,所述滑块和后绳连接,所述滑块上设有检测计,所述施力装置和检测计连接。
6.作为本实用新型的进一步改进:还包括导向装置,所述钢丝绳缠绕在导向装置上。所述导向装置的作用有两个:第一,用于改变钢丝绳的方向、改变对钢丝绳施加拉力的方向从而减小工装在一个方向上的跨度,使工装的结构更加紧凑、可控,可以根据厂房的位置、大小和宽度进行设置;第二,使拉力、后绳、施力装置、滑块和检测计的轴心始终保持在同一个方向从而保证检测的准确性,保证每次更换工艺参数,重新进行焊接后,拉力的方向都能保持不变。所述导向装置是滑轮和滑轮轴,所述滑轮轴固定连接在底座上,所述滑轮套在滑轮轴上,所述滑轮和滑轮轴在轴向方向上活动连接。
7.作为本实用新型的进一步改进:还包括底座,所述待焊件和底座固定连接,所述滑动轨和底座固定连接,所述导向装置设在底座上,所述施力装置设在底座上。所述底座用于固定待焊件、滑动轨和导向装置,起支撑作用。所述待焊件、滑动轨、导向装置的滑轮轴和施力装置的缸体可以通过焊接、紧固件连接和连接件连接等方式固定连接在底座上。
8.作为本实用新型的进一步改进:所述后绳、施力装置、滑块和检测计的轴心共线。这几项部件的轴心共线的作用是防止出现偏载造成检查结果出现偏差。
9.作为本实用新型的进一步改进:还包括控制系统,施力装置包括缸体和推杆,所述推杆设在缸体内滑动连接,所述推杆和检测计连接,所述控制系统和缸体连接。所述推杆往检测计施力,所述检测计将力传至滑块,所述滑块拉钢丝绳,所述钢丝绳将拉力传至钢丝绳
和待焊件之间的焊点,所述检测计检测到力的大小。所述控制系统给施力装置提供动力和发出控制指令。
10.作为本实用新型的进一步改进:所述施力装置可以是液压缸,所述缸体是液压缸体,所述推杆是液压杆,所述控制系统是液压系统,所述缸体内设有液压用的介质,所述控制系统通过给缸体充油控制推杆的运动,所述液压系统中设有三位四通阀控制油路的切换,实现拉紧、放松钢丝绳的动作,所述液压系统内设有液压泵站,为缸体提供动力。
11.作为本实用新型的进一步改进:所述施力装置可以是电缸,所述缸体是电缸体,所述推杆是电推杆,所述控制系统是电控系统,所述控制系统给电缸体提供电能和发出指令,所述电缸体根据指令推出或缩回电推杆以实现拉紧、放松钢丝绳的动作。
12.作为本实用新型的进一步改进:还包括控制器,所述控制器和控制系统连接。所述控制器上设有拉紧和放松钢丝绳等按键,供人工操作使用。
13.作为本实用新型的进一步改进:所述检测计是压力计。所述检测计设在“口”字型滑块的左侧,所述检测计被推以检测力的大小,所述检测计被压进行检测比拉进行检测少连接的结构,所述检测计是压力计的结构比拉力计要简单、可靠。所述检测计是数显检测计,所述数显检测计可以从上面设有的显示屏直接读出力的大小,方便快捷、而且误差小,可以减少误差带来的验证偏差。
14.作为本实用新型的进一步改进:所述滑动轨设在两侧,所述滑块为“口”字型,所述滑块的两侧和两侧的滑动轨滑动连接。所述滑块有两侧进行滑动连接,另外两侧中,一侧和钢丝绳连接,一侧和检测计连接。所述滑块和滑动轨连接的两侧是凸轨,所述滑动轨是母轨,所述滑块另外两侧是角钢、方管、矩形钢等型钢,所述型钢和凸轨通过焊接连接。
15.与现有技术相比,本实用新型的有益效果是:
16.1.使用本实用新型验证,可以在很省力的情况下,即只按按键的情况下就能验证钢丝绳焊点可承受拉力,减少人力消耗;
17.2.使用本实用新型验证,可以提高验证工作效率。比如要连续验证几十种焊接温度和预热时间组合对焊点的影响,使用工装验证可以比手动操作节省大量时间。
附图说明
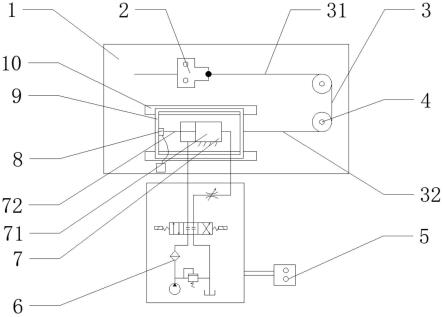
18.图1为本实用新型的结构示意图。
19.附图标记:1、底座;2、待焊件;3、钢丝绳;31、前绳;32、后绳;4、导向装置;5、控制器;6、控制系统;7、施力装置;71、缸体;72、推杆;8、检测计;9、滑块;10、滑动轨。
具体实施方式
20.为使本实用新型的目的、技术方案和优点更加清楚,下面将结合本实用新型具体实施例及相应的附图对本实用新型技术方案进行清楚和完整地描述。显然,所描述的实施例仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
21.需要说明的是,本实用新型的说明书和权利要求书及上述附图中的术语“包括”和“具有”以及他们的任何变形,意图在于覆盖不排他的包含,例如,包含了一系列步骤或单元
的过程、方法、系统、产品或设备不必限于清楚地列出的那些步骤或单元,而是可包括没有清楚地列出的或对于这些过程、方法、产品或设备固有的其它步骤或单元。
22.现结合附图说明与实施例对本实用新型进一步说明:
23.本实用新型的详细描述:
24.实施案例:
25.如图1所示的一种钢丝绳焊接工艺验证工装,包括待焊件2、钢丝绳3、滑动轨10、检测计8、滑块9和施力装置7,所述钢丝绳3包括前绳31和后绳32,所述前绳31和待焊件2通过焊接连接,所述滑动轨10和滑块9滑动连接,所述滑块9和后绳32连接,所述滑块9上设有检测计8,所述施力装置7和检测计8连接。
26.对本实施例做进一步限定,所述待焊件2具有焊接性能好的特点。
27.对本实施例做进一步限定,所述前绳31和后绳32的轴心的方向不同。
28.所述工艺参数还包括焊接时间、预热时间和焊接温度等。
29.对本实施例做进一步限定,还包括导向装置4,所述钢丝绳3缠绕在导向装置4上。所述导向装置4的作用有两个:第一,用于改变钢丝绳3的方向、改变对钢丝绳3施加拉力的方向从而减小工装在一个方向上的跨度,使工装的结构更加紧凑、可控,可以根据厂房的位置、大小和宽度进行设置;第二,使拉力、后绳32、施力装置7、滑块9和检测计8的轴心始终保持在同一个方向从而保证检测的准确性,保证每次更换工艺参数,重新进行焊接后,拉力的方向都能保持不变。
30.对本实施例做进一步限定,所述导向装置4是滑轮和滑轮轴,所述滑轮轴固定连接在底座1上,所述滑轮套在滑轮轴上,所述滑轮和滑轮轴在轴向方向上活动连接。
31.对本实施例做进一步限定,还包括底座1,所述待焊件2和底座1固定连接,所述滑动轨10和底座1固定连接,所述导向装置4设在底座1上,所述施力装置7设在底座1上。所述底座1用于固定待焊件2、滑动轨10和导向装置4,起支撑作用。所述待焊件2、滑动轨10、导向装置4的滑轮轴和施力装置7的缸体71可以通过焊接、紧固件连接和连接件连接等方式固定连接在底座1上。
32.对本实施例做进一步限定,所述后绳32、施力装置7、滑块9和检测计8的轴心共线。这几项部件的轴心共线的作用是防止出现偏载造成检查结果出现偏差。
33.对本实施例做进一步限定,还包括控制系统6,施力装置7包括缸体71和推杆72,所述推杆72设在缸体71内滑动连接,所述推杆72和检测计8连接,所述控制系统6和缸体71连接。所述推杆72往检测计8施力,所述检测计8将力传至滑块9,所述滑块9拉钢丝绳3,所述钢丝绳3将拉力传至钢丝绳3和待焊件2之间的焊点,所述检测计8检测到力的大小。所述控制系统6给施力装置7提供动力和发出控制指令。
34.对本实施例做进一步限定,所述施力装置7是液压缸,所述缸体71是液压缸体71,所述推杆72是液压杆,所述控制系统6是液压系统,所述缸体71内设有液压用的介质,所述控制系统6通过给缸体71充油控制推杆72的运动,所述液压系统中设有三位四通阀控制油路的切换,实现拉紧、放松钢丝绳3的动作,所述液压系统内设有液压泵站,为缸体71提供动力。
35.对本实施例做进一步限定,调整缸体71在底座1上的位置使推杆72的推动行程小至钢丝绳3始终都不会脱离导向装置4。
36.对本实施例做进一步限定,还包括控制器5,所述控制器5和控制系统6连接。所述控制器5上设有拉紧和放松钢丝绳3等按键,供人工操作使用。
37.对本实施例做进一步限定,所述检测计8是压力计。所述检测计8设在“口”字型滑块9的左侧,所述检测计8被推以检测力的大小,所述检测计8被压进行检测比拉进行检测少连接的结构,所述检测计8是压力计的结构比拉力计要简单、可靠。
38.对本实施例做进一步限定,所述检测计8是数显检测计8,所述数显检测计8可以从上面设有的显示屏直接读出力的大小,方便快捷、而且误差小,可以减少误差带来的验证偏差。
39.对本实施例做进一步限定,所述滑动轨10设在两侧,所述滑块9为“口”字型,所述滑块9的两侧和两侧的滑动轨10滑动连接。所述滑块9有两侧进行滑动连接,另外两侧中,一侧和钢丝绳3连接,一侧和检测计8连接。
40.对本实施例做进一步限定,所述滑块9和滑动轨10连接的两侧是凸轨,所述滑动轨10是母轨,所述滑块9另外两侧是方管,所述方管和凸轨通过焊接连接。
41.本实用新型的工作流程:
42.使用者通过在控制器上按按键,控制系统向施力装置发出指令、提供动力,施力装置对检测计施加推力,检测计将力传至滑块,滑块往力的方向滑动至钢丝绳紧绷,滑块将力传至钢丝绳,钢丝绳将力传至钢丝绳和待焊件的焊点,检测计检测到焊点此时所受到的力,施力装置逐渐加大推力,当检测计检测到焊点所受拉力至设定值时,验证结束。
43.本实用新型的主要功能:
44.1.使用本实用新型验证,可以在很省力的情况下,即只按按键的情况下就能验证钢丝绳焊点可承受拉力,减少人力消耗;
45.2.使用本实用新型验证,可以提高验证工作效率。比如要连续验证几十种焊接温度和预热时间组合对焊点的影响,使用工装验证可以比手动操作节省大量时间。
46.综上所述,本领域的普通技术人员阅读本实用新型文件后,根据本实用新型的技术方案和技术构思无需创造性脑力劳动而作出其他各种相应的变换方案,均属于本实用新型所保护的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1