一种六面检查设备的制作方法
1.本实用新型涉及线盘转运的技术领域,具体为一种六面检查设备。
背景技术:
2.现有的产品在生产结束后,对于小型精密设备,需要进行外观检查,现有的外观检查均由人工拍照后通过视觉图像比对来完成,由于人工进行拍照,其拍照比例和角度均会存在误差,进而导致成像比对存在一定的不准确性;且人工拍照比对,其工作效率低下,不能满足大规模生产需求。
技术实现要素:
3.针对上述问题,本实用新型提供了一种六面检查设备,其使得产品的六面检测快速高效,且快速将合格品和不合格品分类,提高了生产效率。
4.一种六面检查设备,其特征在于,其包括:
5.上料流水线;
6.搬运机构;
7.转盘机构;
8.六台相机,具体为第一相机、第二相机、第三相机、第四相机、第五相机、第六相机;
9.砖塔吸盘组,其包括第一砖塔吸盘、第二砖塔吸盘;
10.转运机械手;
11.成品下料平台;
12.移栽缓冲平台;
13.不良分拣流水线;
14.所述上料流水线的输出末端后方设置有所述转盘机构,所述转盘机构的环周位置均布固设有若干载具,所述转盘机构以中心轴步进旋转动作,所述载具用于定位支承放置所述产品;
15.所述搬运机构位于所述上料流水线和所述转盘机构之间,所述搬运机构用于将产品搬运到所述转盘机构的上料工位;
16.所述转盘机构的外环周设置有上表面检测工位、端面和底面检测工位、第一侧面检测工位、合格品转运工位、不良品转运工位;
17.所述上表面检测工位的位置处设置有第一相机,所述第一相机的镜头朝向正下方的产品的上表面布置;
18.所述端面和底面检测工位的外部设置有第一砖塔吸盘,所述第一砖塔吸盘上设置有若干个吸嘴,每个吸嘴用于吸附产品绕着第一砖塔吸盘进行转转作业后再次放置于端面和底面检测工位的对应位置的载具上,所述第一砖塔吸盘的若干个工位位置分别独立对应设置有第二相机、第三相机、第四相机,所述第二相机、第四相机通过反射镜分别捕捉产品的前端面、后端面图像,所述第三相机低于产品下表面、通过反射镜捕捉产品的底面图像;
19.所述第一侧面检测工位的位置处设置有第五相机,所述第五相机朝向的镜头朝向产品的一侧面布置;
20.所述合格品转运工位的外部设置有第二砖塔吸盘,所述第二砖塔吸盘上设置有若干个吸嘴,所述第二砖塔吸盘上设置有产品第二侧面检测位置、合格品转运位置、过渡停留位置,所述吸嘴吸附产品后顺次通过产品第二侧面检测位置、合格品转运位置、过渡停留位置后复位,所述第二侧面检测位置的外部设置有第六相机,所述第六相机的镜头朝向产品的另一侧面布置;
21.所述合格品转运位置的正下方设置有移载缓冲平台,所述移载缓冲平台的后方设置有转运机械手,所述转运机械手的转运翻转内设置有所述成品下料平台;
22.所述不良品转运工位的外周位置设置有所述不良品分拣流水线,处于不良品转运工位的产品被转运到不良品分拣流水线上。
23.其进一步特征在于:
24.其还包括有第三砖塔吸盘,所述不良品转运工位的位置外侧设置有所述第三砖塔吸盘,所述第三砖塔吸盘的吸嘴将不良品转运工位的不良品转运到不良品分拣流水线上;
25.所述不良品分拣流水线包括第一不良品流水线、第二不良品流水线,所述第一不良品流水线、第二不良品流水线分别设置于第三砖塔吸盘的两侧落料位,所述第一不良品流水线、第二不良品流水线用于承接检测不合格的不同产品,确保后续可以针对性改良作业;
26.所述成品下料平台包括成品下料仓、上孔料盘料仓,所述转运机械手将空料盘转运到成品下料仓位置,之后转运机械手将合格产品排布于成品下料仓的料盘上,排布满后,取出装满料的料盘,转运机械手再次补空料盘至成品下料仓;
27.所述移载缓冲平台上设置有直线伺服机构,所述直线伺服机构驱动产品行进至前部的上料位,确保转运机械手的可靠转运。
28.采用本实用新型后,人工将产品放入上料流水线,产品到达取料位后,搬运机构将产品吸附搬运到转盘机构的上料位置的载具,转盘机构旋转,将载具及产品旋转到第一下方,完成产品上表面检查,转盘机构步进带动产品旋转到端面和底面检测工位,第一砖塔吸盘吸附产品,使得产品顺次经过第二相机、第三相机、第四相机的拍摄、检查两端面和产品底面,之后产品被再次放入到端面和地面检测工位的对应载具上,转盘机构再次步进旋转,第五相机捕捉产品的第一侧面拍摄,之后产品进入到合格品转运工位,若此时产品被判定为不合格,则第二砖塔吸盘不吸附产品,产品在转盘机构的驱动下转至不良品转运工位,若产品经过五个相机拍照比对后被判定合格,则第二砖塔吸盘吸附产品,第二砖塔吸盘步进转动,第六相机拍照产品的第二侧面,通过比对合格后的产品流转下放至移载缓冲平台,比对不合格则通过第二砖塔吸盘转动后再次被放入到合格品转运工位,产品在转盘机构的驱动下转至不良品转运工位,通过比对全部合格的产品置于移载缓冲平台,并被转运机械手转运至成品下料平台;,其使得产品的六面检测快速高效,且快速将合格品和不合格品分类,提高了生产效率。
附图说明
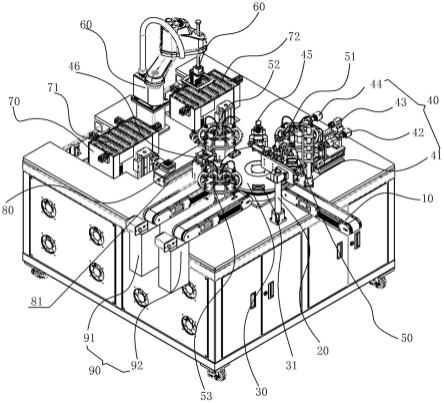
29.图1为本实用新型的立体图结构示意图;
30.图2为本实用新型的俯视图结构示意图;
31.图中序号所对应的名称如下:
32.上料流水线10、搬运机构20、转盘机构30、载具31、上表面检测工位301、端面和底面检测工位302、第一侧面检测工位303、合格品转运工位304、不良品转运工位305、相机40、第一相机41、第二相机42、第三相机43、第四相机44、第五相机45、第六相机46、砖塔吸盘组50、第一砖塔吸盘51、第二砖塔吸盘52、产品第二侧面检测位置521、合格品转运位置522、过渡停留位置523、第三砖塔吸盘53、转运机械手60、吸持组件61、成品下料平台70、成品下料仓71、上孔料盘料仓72、移栽缓冲平台80、直线伺服机构81、不良分拣流水线90、第一不良品流水线91、第二不良品流水线92。
具体实施方式
33.一种六面检查设备,见图1和图2,其包括上料流水线10、搬运机构20、转盘机构30、六台相机40、砖塔吸盘组50、转运机械手60、成品下料平台70、移栽缓冲平台80、以及不良分拣流水线90;
34.六台相机40具体为第一相机41、第二相机42、第三相机43、第四相机44、第五相机45、第六相机46;
35.砖塔吸盘组50包括第一砖塔吸盘51、第二砖塔吸盘52、第三砖塔吸盘53;
36.上料流水线10的输出末端后方设置有转盘机构30,转盘机构30的环周位置均布固设有若干载具31,转盘机构30以中心轴步进旋转动作,载具31用于定位支承放置产品;
37.搬运机构20位于上料流水线10和转盘机构30之间,搬运机构20用于将产品搬运到转盘机构20的上料工位;
38.转盘机构20的外环周设置有上表面检测工位301、端面和底面检测工位302、第一侧面检测工位303、合格品转运工位304、不良品转运工位305;
39.上表面检测工位301的位置处设置有第一相机41,第一相机41的镜头朝向正下方的产品的上表面布置;
40.端面和底面检测工位302的外部设置有第一砖塔吸盘51,第一砖塔吸盘51上设置有若干个吸嘴,每个吸嘴用于吸附产品绕着第一砖塔吸盘51进行转转作业后再次放置于端面和底面检测工位302的对应位置的载具31上,第一砖塔吸盘51除去上料工位的其余三个工位位置分别独立对应设置有第二相机42、第三相机43、第四相机44,第二相机42、第四相机44通过反射镜分别捕捉产品的前端面、后端面图像,第三相机43低于产品下表面、通过反射镜捕捉产品的底面图像;
41.第一侧面检测工位303的位置处设置有第五相机45,第五相机45朝向的镜头朝向产品的一侧面布置;
42.合格品转运工位304的外部设置有第二砖塔吸盘52,第二砖塔吸盘52上设置有若干个吸嘴,第二砖塔吸盘52上设置有产品第二侧面检测位置521、合格品转运位置522、过渡停留位置523,吸嘴吸附产品后顺次通过产品第二侧面检测位置521、合格品转运位置522、过渡停留位置523后复位,第二侧面检测位置521的外部设置有第六相机46,第六相机46的镜头朝向产品的另一侧面布置;
43.合格品转运位置522的正下方设置有移载缓冲平台80,移载缓冲平台80的后方设
置有转运机械手60,转运机械手60的转运翻转内设置有成品下料平台70;
44.不良品转运工位305的外周位置设置有不良品分拣流水线90,处于不良品转运工位305的产品被转运到不良品分拣流水线90上。
45.具体实施时,不良品转运工位305的位置外侧设置有第三砖塔吸盘53,第三砖塔吸盘53的吸嘴将不良品转运工位的不良品转运到不良品分拣流水线上;
46.不良品分拣流水线90包括第一不良品流水线91、第二不良品流水线92,第一不良品流水线91、第二不良品流水线92分别设置于第三砖塔吸盘53的两侧落料位,第一不良品流水线91、第二不良品流水线92用于承接检测不合格的不同产品,确保后续可以针对性改良作业;
47.成品下料平台70包括成品下料仓71、上孔料盘料仓72,转运机械手60将空料盘转运到成品下料仓71位置,之后转运机械手将合格产品排布于成品下料仓71的料盘上,排布满后,取出装满料的料盘,转运机械手60再次补空料盘至成品下料仓71;
48.移载缓冲平台80上设置有直线伺服机构81,直线伺服机构81驱动产品行进至前部的上料位,确保转运机械手的可靠转运。
49.具体实施时,转运机械手60具体为四轴机械臂,其包括有末端吸持组件61。
50.其工作原理如下,人工将产品放入上料流水线,产品到达取料位后,搬运机构将产品吸附搬运到转盘机构的上料位置的载具,转盘机构旋转,将载具及产品旋转到第一下方,完成产品上表面检查,转盘机构步进带动产品旋转到端面和底面检测工位,第一砖塔吸盘吸附产品,使得产品顺次经过第二相机、第三相机、第四相机的拍摄、检查两端面和产品底面,之后产品被再次放入到端面和地面检测工位的对应载具上,转盘机构再次步进旋转,第五相机捕捉产品的第一侧面拍摄,之后产品进入到合格品转运工位,若此时产品被判定为不合格,则第二砖塔吸盘不吸附产品,产品在转盘机构的驱动下转至不良品转运工位,若产品经过五个相机拍照比对后被判定合格,则第二砖塔吸盘吸附产品,第二砖塔吸盘步进转动,第六相机拍照产品的第二侧面,通过比对合格后的产品流转下放至移载缓冲平台,比对不合格则通过第二砖塔吸盘转动后再次被放入到合格品转运工位,产品在转盘机构的驱动下转至不良品转运工位,通过比对全部合格的产品置于移载缓冲平台,并被转运机械手转运至成品下料平台,其使得产品的六面检测快速高效,且快速将合格品和不合格品分类,提高了生产效率。
51.对于本领域技术人员而言,显然本实用新型不限于上述示范性实施例的细节,而且在不背离本实用新型的精神或基本特征的情况下,能够以其他的具体形式实现本实用新型。因此,无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本实用新型的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化囊括在本实用新型内。不应将权利要求中的任何附图标记视为限制所涉及的权利要求。
52.此外,应当理解,虽然本说明书按照实施方式加以描述,但并非每个实施方式仅包含一个独立的技术方案,说明书的这种叙述方式仅仅是为清楚起见,本领域技术人员应当将说明书作为一个整体,各实施例中的技术方案也可以经适当组合,形成本领域技术人员可以理解的其他实施方式。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1