一种球墨铸铁管件水压机的制作方法
1.本实用新型涉及静水压试验的技术领域,特别涉及一种球墨铸铁管件水压机。
背景技术:
2.水压机是一种利用油水平衡控制对钢管进行静水压试验的机器。它主要由钢管传送装置、水路系统、油路系统和控制系统组成,在球墨铸铁管生产线,水压机用于球墨铸管件生产线水压耐压检测,保证出厂产品满足水压测试要求以及管道无渗漏。水压机测试过程:球墨铸铁管通过承插口堵头将两端密封,管内充满高压水,保压一定时间,无漏水现象,检测合格后管通往下一道工序。
3.在中国专利cn111595688a中公开了一种球墨铸铁管水压机,减小了插口堵头的更换频率,提高了插口堵头的使用寿命,降低了劳动成本,而球墨铸铁管件一般有直筒状和曲型,在对曲型的球墨铸铁管件水压机进行水压耐压检测时,通常只能针对固定弯曲度的球墨铸铁管件进行测试,导致水压机的适应性较低,浪费了生产资源。
技术实现要素:
4.(一)技术方案:为解决上述问题,本实用新型采用以下技术方案,一种球墨铸铁管件水压机,包括固定底座,所述固定底座上端面的左右两侧相对设置有对接安装机构,所述对接安装机构还与外部设置的供水机构和水压检测机构连接,将球墨铸铁管件曲面朝下放置在对接安装机构上,即可通过对接安装机构对曲型的球墨铸铁管件进行简易夹持并同时根据曲型的球墨铸铁管件的弯曲程度自动调整对接位置,提高了球墨铸铁管件水压机的适应性,避免了资源浪费,然后再通过供水机构对安转对接并密封完成的球墨铸铁管件内注入高压水,对球墨铸铁管件内的水进行保压并持续一定时间,观察有无漏水现象,检测合格后再使球墨铸铁管件通往下一道工序。
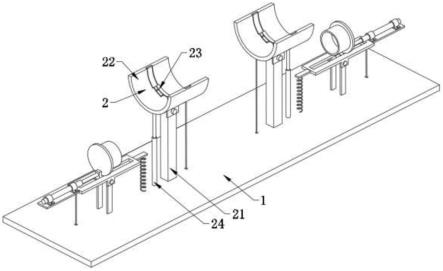
5.所述对接安装机构包括安装杆、弧形放置板、辅助夹持组件、弹性伸缩杆、支撑杆、旋转板、对接组件、限位槽和连接绳,所述固定底座上端面的左右两侧对称固定有安装杆,安装杆的上端面转动设置有弧形放置板,弧形放置板上安装有辅助夹持组件,所述固定底座上端面的左右两侧相对安装有弹性伸缩杆,弹性伸缩杆的顶端滑动设置于弧形放置板的下侧壁上,固定底座的左右两侧对称设置有支撑杆组,支撑杆组包括两个前后对称设置的支撑杆,支撑杆上转动连接有旋转板,旋转板上设置有对接组件,固定底座上的左右两侧对称开设有限位槽,限位槽内贯穿设置有连接绳,连接绳的一端与旋转板下端远离安装杆的一侧连接,连接绳的另一端与弧形放置板下端面远离弹性伸缩杆的一端连接。
6.作为本实用新型的一种优选实施方式,所述旋转板靠近安装杆的一端固定有方型杆,方型杆下端通过连接弹簧与固定底座的上端面连接。
7.作为本实用新型的一种优选实施方式,所述对接组件包括滑槽、滑块、堵头和液压缸,所述旋转板上开设有滑槽,滑槽内滑动安装有滑块,滑块的上端固定有堵头,所述旋转板上端远离方型杆的一侧安装有液压缸,液压缸的顶出端与滑块连接。
24、支撑杆25、旋转板26、对接组件27、限位槽28和连接绳29,所述固定底座1上端面的左右两侧对称固定有安装杆21,安装杆21的上端面转动设置有弧形放置板22,设置敞开式的弧形放置板22是为了便于从上方放入球墨铸铁管件,弧形放置板22上安装有辅助夹持组件23,所述固定底座1上端面的左右两侧相对安装有弹性伸缩杆24,弹性伸缩杆24用于维持弧形放置板22的初始状态为水平状态同时使弧形放置板22在发生转动后能及时复位,弹性伸缩杆24的顶端滑动设置于弧形放置板22的下侧壁上,固定底座1的左右两侧对称设置有支撑杆25组,支撑杆25组包括两个前后对称设置的支撑杆25,支撑杆25上转动连接有旋转板26;所述旋转板26靠近安装杆21的一端固定有方型杆261,方型杆261下端通过连接弹簧262与固定底座1的上端面连接,连接弹簧262用于维持旋转板26的初始状态处于水平状态并在测试完成后及时带动旋转板26复位;旋转板26上设置有对接组件27,固定底座1上的左右两侧对称开设有限位槽28,限位槽28内贯穿设置有连接绳29,连接绳29的一端与旋转板26下端远离安装杆21的一侧连接,连接绳29 的另一端与弧形放置板22下端面远离弹性伸缩杆24的一端连接,具体工作时,将球墨铸铁管件放置在弧形放置板22上端面,在球墨铸铁管件自身的重力作用下,带动辅助夹持组件23对球墨铸铁管件进行简易的夹持,防止球墨铸铁管件在测试过程中稳定性不足,同时,在球墨铸铁管件自身的重力作用下,使弧形放置板22随之旋转并与紧贴在球墨铸铁管件的曲面上,弹性伸缩杆24随之被压缩,在弧形放置板22旋转的同时,弧形放置板 22与连接绳29的连接处向上运动,从而使连接绳29在限位槽28内滑动并带动旋转板26 发生旋转,旋转板26旋转的同时对连接弹簧262进行拉伸,使对接组件27随之一起发生旋转并对球墨铸铁管件的通口处对齐,然后通过对接组件27将球墨铸铁管件通口处进行对接密封,再将球墨铸铁管件内注入高压水以检测球墨铸铁管件的质量。
24.所述对接组件27包括滑槽271、滑块272、堵头273和液压缸274,所述旋转板26上开设有滑槽271,滑槽271内滑动安装有滑块272,滑块272的上端固定有堵头273,所述旋转板26上端远离方型杆261的一侧安装有液压缸274,液压缸274的顶出端与滑块272 连接,具体工作时,当对接组件27与球墨铸铁管件的通口处对齐后,通过液压缸274推动滑块272向靠近球墨铸铁管件的方向运动,使滑块272在滑槽271内滑动并使堵头273 随之向靠近球墨铸铁管件的方向运动并与球墨铸铁管件通口处接触对其进行对接密封。
25.实施例2
26.所述辅助夹持组件23包括安装槽231、弧形夹持杆232、弹簧绳233、圆槽234、匚型板235、滑杆236、回位弹簧237、放置板238和抵紧块239,所述弧形放置板22的前后两侧对称开设有安装槽231,安装槽231内转动安装有弧形夹持杆232;弧形夹持杆232 上端靠近滑杆236的一侧固定有限位块,限位块用于避免抵紧块239与弧形夹持杆232脱离;所述弧形夹持杆232上侧固定有磁石240,磁石240可使弧形夹持杆232接近球墨铸铁管件时直接吸附在球墨铸铁管件表面,增大弧形夹持杆232的夹持强度;所述弧形夹持杆232上端面设置有多个增阻块241,增阻块241用于增加球墨铸铁管件外壁与弧形夹持杆232之间的摩擦力,提升球墨铸铁管件的稳定性;弧形夹持杆232的上侧通过弹簧绳233与安装槽231连接,弹簧绳233初始状态处于压缩状态,使弧形夹持杆232收缩于安装槽231内,所述弧形放置板22的中部贯穿设置有圆槽234,弧形放置板22下端面的中部安装有匚型板235,圆槽234内滑动连接有滑杆236,滑杆236的下端通过回位弹簧 237与匚型板235连接,回位弹簧237用于维持滑杆236和放置板238的初始位置并在检测完成后及时带动放置板238复位,滑杆236的上端固定
有放置板238,放置板238下端面的前后两侧对称安装有抵紧块239,抵紧块239的下端紧贴在弧形夹持杆232上端面,具体工作时,将球墨铸铁管件曲面朝下逐渐放置于弧形放置板22上端,球墨铸铁管件先与放置板238接触,在球墨铸铁管件自身重力作用下,球墨铸铁管件挤压放置板238向下运动,从而使滑杆236向圆槽234内运动并同步挤压回位弹簧237,放置板238向下运动时,抵紧块239随之向下运动并挤压弧形夹持杆232,使弧形夹持杆232发生转动并使其上侧向靠近球墨铸铁管件的方向运动,从而使弧形夹持杆232与球墨铸铁管件接触,在磁石240的作用下,弧形夹持杆232紧紧吸附于球墨铸铁管件表面,进而在球墨铸铁管件自身的重力作用下,对球墨铸铁管件外壁进行简易夹持,防止其在检测过程中出现偏移。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1