一种汽车配件用百分表检测面轮廓检具的制作方法
1.本实用新型属于汽车配件检测技术领域,具体涉及一种汽车配件用百分表检测面轮廓检具。
背景技术:
2.汽车配件在制作完成后,需要对其进行逐个检测,保证其质量符合制造要求,便于后续的装配。
3.现有的汽车配件在检测时,将配件放置到工作台上并通过定位固定架进行固定,然后进行测量寻找检测点,最后对检测点进行逐个检测,这样的检测效率较低,对于区域广、空间小、精度要求高的工件面轮廓检测时,检测难度较高。
技术实现要素:
4.(1)要解决的技术问题
5.针对现有技术的不足,本实用新型的目的在于提供一种汽车配件用百分表检测面轮廓检具,该面轮廓检具旨在解决现有技术下汽车配件的检测效率较低,对于区域广、空间小、精度要求高的工件面轮廓检测时,检测难度较高的技术问题。
6.(2)技术方案
7.为了解决上述技术问题,本实用新型提供了这样一种汽车配件用百分表检测面轮廓检具,该面轮廓检具包括工作台和安装在工作台上的定位固定架;所述工作台的上表面固定连接有基准座,所述基准座的前后两侧均开设有多个用于插设百分表的第一检测孔,所述工作台上表面的左右两侧翻转设置有左检测组件和右检测组件,所述左检测组件和右检测组件用于对汽车配件的面轮廓进行检测。
8.使用本技术方案的面轮廓检具时,先旋转锁紧杆带动丝杆旋转,丝杆在旋转的过程中能够与支撑杆分离,然后将支撑杆绕销轴旋转到外侧,接着将汽车零件放在工作台上并通过定位固定架进行固定,随后通过夹钳进一步固定,避免汽车零件出现移动,然后将支撑杆绕销轴反转过来并通过锁紧杆锁紧,接着将百分表数字归零后插入第一检测孔和第二检测孔内,百分表的检测端与汽车配件的面轮廓接触,观察多个百分表上的测量值,即可反映出该汽车配件的面轮廓在标准件尺寸上的误差。
9.优选地,所述工作台的下表面固定连接有移动车架,所述移动车架的下表面四角均安装有万向轮,移动车架和万向轮使该检具移动更加的方便,便于在不同的地点进行检测。
10.进一步的,所述左检测组件与右检测组件的结构相同,所述右检测组件的数量为三个,三个右检测组件设置在不同的位置,便于对不同的地点进行检测。
11.更进一步的,所述右检测组件包括固定座、安装块和支撑杆,所述固定座固定连接在工作台的上表面,所述固定座的上表面开设有安装槽,所述支撑杆的一端通过销轴转动连接在安装槽内,所述支撑杆的另一端与安装块固定连接,所述安装块上开设有用于插设
百分表的第二检测孔,所述固定座上设置锁紧组件,将支撑杆和安装块绕销轴反转过来,将百分表数字归零后插入第二检测孔内,即可反映出该汽车配件的面轮廓在标准件尺寸上的误差。
12.更进一步的,所述锁紧组件包括锁紧杆和丝杆,所述丝杆的一端与锁紧杆固定连接,所述丝杆的另一端贯穿安装槽的内壁并与支撑杆顶紧,所述丝杆与固定座螺纹连接,旋转锁紧杆带动丝杆旋转,丝杆在旋转的过程中能够与支撑杆顶紧,从而避免支撑杆随意转动。
13.更进一步的,所述工作台的上表面前侧安装有用于对百分表对零调整的对零块,对零块方便将百分表对零调整。
14.更进一步的,所述工作台的上表面一圈均安装有多个固定块,所述固定块的上表面固定连接有用于固定汽车配件的夹钳,过夹钳进一步固定,避免汽车零件出现移动。
15.有益效果
16.与现有技术相比,本实用新型的有益效果在于:
17.1、本实用新型的面轮廓检具通过旋转锁紧杆带动丝杆旋转,丝杆在旋转的过程中能够与支撑杆分离,然后将支撑杆绕销轴旋转到外侧,接着将汽车零件放在工作台上并通过定位固定架进行固定,随后通过夹钳进一步固定,避免汽车零件出现移动,然后将支撑杆绕销轴反转过来并通过锁紧杆锁紧,接着将百分表数字归零后插入第一检测孔和第二检测孔内,百分表的检测端与汽车配件的面轮廓接触,观察多个百分表上的测量值,即可反映出该汽车配件的面轮廓在标准件尺寸上的误差,检测更加的方便;
18.2、本实用新型的面轮廓检具通过在工作台上表面的左右两侧分别设置有左检测组件和右检测组件,左检测组件和右检测组件上均设置有第二检测孔,同时在基准座上开设有多个用于插设百分表的第一检测孔,将百分表插入第一检测孔和第二检测孔内即可对测量数据进行读数,从而提高检测速度和检测精度。
附图说明
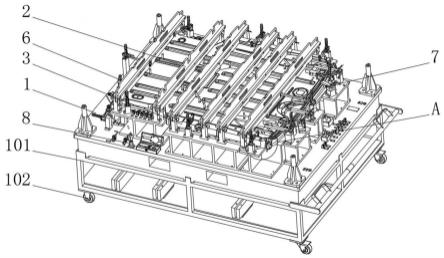
19.图1为本实用新型装置一种具体实施方式的立体结构示意图;
20.图2为本实用新型装置一种具体实施方式的俯视图;
21.图3为本实用新型装置一种具体实施方式的图1中a处的放大示意图;
22.图4为本实用新型装置一种具体实施方式的右检测组件的示意图。
23.附图中的标记为:1、工作台;2、定位固定架;3、基准座;4、第一检测孔;5、对零块;6、左检测组件;7、右检测组件;8、固定块;9、夹钳;101、移动车架;102、万向轮;701、固定座;702、安装块;703、支撑杆;704、安装槽;705、销轴;706、第二检测孔;707、锁紧组件;7071、锁紧杆;7072、丝杆。
具体实施方式
24.本具体实施方式是一种汽车配件用百分表检测面轮廓检具,其结构示意图如图1-4所示,该面轮廓检具包括工作台1和安装在工作台1上的定位固定架2;工作台1的上表面固定连接有基准座3,基准座3的前后两侧均开设有多个用于插设百分表的第一检测孔4,工作台1上表面的左右两侧翻转设置有左检测组件6和右检测组件7,左检测组件6和右检测组件
7用于对汽车配件的面轮廓进行检测。
25.针对本具体实施方式,工作台1的型号和规格可以根据需要进行设定。
26.其中,工作台1的下表面固定连接有移动车架101,移动车架101的下表面四角均安装有万向轮102。
27.此外,左检测组件6与右检测组件7的结构相同,右检测组件7的数量为三个,右检测组件7包括固定座701、安装块702和支撑杆703,固定座701固定连接在工作台1的上表面,固定座701的上表面开设有安装槽704,支撑杆703的一端通过销轴705转动连接在安装槽704内,支撑杆703的另一端与安装块702固定连接,安装块702上开设有用于插设百分表的第二检测孔706,固定座701上设置锁紧组件707,锁紧组件707包括锁紧杆7071和丝杆7072,丝杆7072的一端与锁紧杆7071固定连接,丝杆7072的另一端贯穿安装槽704的内壁并与支撑杆703顶紧,丝杆7072与固定座701螺纹连接。
28.其中,工作台1的上表面前侧安装有用于对百分表对零调整的对零块5,工作台1的上表面一圈均安装有多个固定块8,固定块8的上表面固定连接有用于固定汽车配件的夹钳9。
29.该面轮廓检具其立体图如图1所示,其俯视图如图2所示,其右检测组件的立体图如图4所示。
30.使用本技术方案的装置时,在工作台1上表面的左右两侧分别设置有左检测组件6和右检测组件7,同时在基准座3上开设有多个用于插设百分表的第一检测孔4,检测时旋转锁紧杆7071带动丝杆7072旋转,丝杆7072在旋转的过程中能够与支撑杆703分离,然后将支撑杆703绕销轴705旋转到外侧,接着将汽车零件放在工作台1上并通过定位固定架2进行固定,随后通过夹钳9进一步固定,避免汽车零件出现移动,然后将支撑杆703绕销轴705反转过来并通过锁紧杆7071锁紧,接着将百分表数字归零后插入第一检测孔4和第二检测孔706内,百分表的检测端与汽车配件的面轮廓接触,观察多个百分表上的测量值,即可反映出该汽车配件的面轮廓在标准件尺寸上的误差。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1