一种焊接钢管焊缝检验模具的制作方法
1.本实用新型属于钢管加工技术领域,尤其涉及一种焊接钢管焊缝检验模具。
背景技术:
2.焊接钢管由钢管生产厂家生产形成定长的焊接钢管,定长的焊接钢管再整体打包运输给下游厂商,下游厂商会将焊接钢管锯切成一段一段的焊接钢管后,再根据所制作的钢管制品进行后续的加工,其中一种钢管制品是需要进行翻边和挤槽,但目前为了保证钢管制品的加工质量,需要钢管生产厂家将每一批次的焊接钢管进行抽检,而具体的做法一般都是采用探伤的检测方法对焊接钢管的焊缝进行检测,然而由于探伤的检测主要是对钢管的焊接的焊缝处的表面和内部进行质量检测,例如检测焊缝中是否有气孔、裂纹、凹坑、凸点等缺陷,但是由于焊接钢管销售到下游厂商后是需要进行后续的金属加工固定,例如可能需要对钢管进行涨管、缩管、挤槽等操作,而经过探伤检测的钢管并不能准确的反应出生产的钢管就能够满足后续的涨管和挤槽的加工,在实际的生产销售过程中就会出现探伤合格的钢管在后续的机加工出现不合格的情况,而同时,收到钢管生产厂家自身设备的限制,目前并没有能够简单的焊缝检验模具能够准确有效的检验焊接钢管的质量。
技术实现要素:
3.本实用新型所要解决的技术问题是:一种焊接钢管焊缝检验模具,该模具结构简单,能方便进行对焊接钢管样品进行检测,及时发现问题,减少浪费,提高生产效率。
4.为解决上述技术问题,本实用新型的技术方案是:一种焊接钢管焊缝检验模具,所述模具包括上模和下模,所述下模包括用于放置在液压机工作台上的下模板,所述下模板上设有方便插入到焊接钢管内对焊接钢管端部进行涨挤翻边挤槽的翻边挤槽芯模,所述上模包括上模板,所述上模板下方设有与翻边挤槽芯模配合挤压焊接钢管的挤压模,所述上模和下模之间设有方便翻边挤槽芯模和挤压模配合的滑动导向结构,所述上模板上方设有与液压机的工作头位置对应的模柄座,所述模柄座内设有方便对挤压模上的焊接钢管进行挤压使其脱离的脱膜机构。
5.作为一种优选的方案,所述翻边挤槽芯模包括一个与下模板可拆卸连接的底座,所述底座上竖直安装有支撑焊接钢管内壁的芯模柱,所述芯模柱与底座之间圆弧过渡,所述芯模柱底部对称两侧设有挤槽凸起。
6.作为一种优选的方案,所述挤槽凸起为水滴状,该挤槽凸起的上端相比下端更尖。
7.作为一种优选的方案,所述挤压模包括挤压柱,所述挤压柱内设有套装在焊接钢管外部的挤压定位通孔,所述挤压柱的上端焊接于上模的下端面上且位置与模柄座位置对应。
8.作为一种优选的方案,所述脱膜机构包括滑动贯穿整个模柄座的脱模柄,所述脱模柄的下端位于挤压定位通孔内且设置有脱模块,所述脱模柄与脱模块在上模内升降移动,所述脱模柄的上端设置有限制脱模柄的限位结构。
9.作为一种优选的方案,所述限位结构包括螺纹安装于脱模柄上的限位螺栓,该限位螺栓的头部直径大于脱模柄的直径,限位螺栓的头部与模柄座的上端接触配合。
10.作为一种优选的方案,所述滑动导向结构包括固定安装于下模板上的导柱和固定安装于上模板下方的导套,所述导柱插入所述导套内实现导向配合。
11.作为一种优选的方案,所述下模板上设有容纳底座的定位槽。
12.采用了上述技术方案后,本实用新型的效果是:一种焊接钢管焊缝检验模具,所述模具包括上模和下模,所述下模包括用于放置在液压机工作台上的下模板,所述下模板上设有方便插入到焊接钢管内对焊接钢管端部进行涨挤翻边挤槽的翻边挤槽芯模,所述上模包括上模板,所述上模板下方设有与翻边挤槽芯模配合挤压焊接钢管的挤压模,所述上模和下模之间设有方便翻边挤槽芯模和挤压模配合的滑动导向结构,所述上模板上方设有与液压机的工作头位置对应的模柄座,所述模柄座内设有方便对挤压模上的焊接钢管进行挤压使其脱离的脱膜机构;首先把翻边挤槽模具放置于液压机上,先移走上模,接着将切断好的焊接钢管套在翻边挤槽芯模上,再将上模和下模通过滑动导向结构配合,此时控制液压机下降,下压上模板,使挤压模下降与翻边挤槽芯模配合对焊接钢管进行翻边挤槽,完成后,液压机上升,分开上模和下模,接着通过脱膜机构取出翻边挤槽完的焊接钢管,观察是否合格;该模具结构简单,能方便进行对焊接钢管样品进行检测,及时发现问题,减少浪费,提高生产效率。
13.又由于所述翻边挤槽芯模包括一个与下模板可拆卸连接的底座,所述底座上竖直安装有支撑焊接钢管内壁的芯模柱,所述芯模柱与底座之间圆弧过渡,所述芯模柱底部对称两侧设有挤槽凸起;由于焊接钢管为圆柱形,这样就方便套装在芯模柱上,使得对焊接钢管方便挤压,并且芯模柱与焊接钢管会经常产生摩擦,可拆卸连接能方便更换翻边挤槽芯模,保证翻边挤槽效率。
14.又由于所述挤槽凸起为水滴状,该挤槽凸起的上端相比下端更尖,这样焊接钢管在芯模柱上下压时对焊接钢管的挤槽由小变大,受力会更合理,并且在进行检验时,焊接钢管的焊缝可以与挤槽凸起位置对应,利用挤槽凸起对焊缝部位进行挤槽,从而更直观的反应焊接钢管焊缝的质量是否满足挤槽的要求,检验结果更直观准确。
15.又由于所述脱膜机构包括滑动贯穿整个模柄座的脱模柄,所述脱模柄的下端位于挤压定位通孔内且设置有脱模块,所述脱模柄与脱模块在上模内升降移动,所述脱模柄的上端设置有限制脱模柄的限位结构;由于焊接钢管翻边挤槽完成后可能会卡在挤压定位通孔内,这时通过脱模柄带动脱模块下降,就能顶出焊接钢管,保证焊接钢管能顺利取出。
16.又由于所述限位结构包括螺纹安装于脱模柄上的限位螺栓,该限位螺栓的头部直径大于脱模柄的直径,限位螺栓的头部与模柄座的上端接触配合,这样能有效限制脱模块的升降范围,有效放置脱模柄在脱模过程中发生掉落影响生产。
17.又由于所述滑动导向结构包括固定安装于下模板上的导柱和固定安装于上模板下方的导套,所述导柱插入所述导套内实现导向配合;在进行上模和下模的配合时,将导套对准导柱,这样导柱落入导套内,下压上模板时,就能准确进行导向,翻边挤槽更准确。
18.又由于所述下模板上设有容纳底座的定位槽;由于芯模柱在磨损后进行更换,需要准确放置才能与上模的挤压模对应,因此通过定位槽能直接定位所需放置位置,省去了定位的麻烦,提高效率。
附图说明
19.下面结合附图和实施例对本实用新型进一步说明。
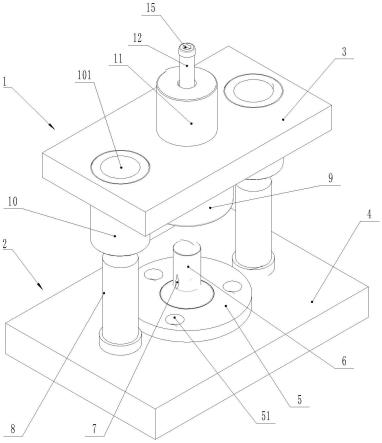
20.图1是本实用新型实施例的立体图;
21.图2是本实用新型实施例的主视图;
22.图3是图2在a-a处的剖视图;
23.图4是本实用新型实施例加工完成的焊接钢管后的剖视图;
24.附图中:1、上模;2、下模;3、上模板;4、下模板;41、定位槽;42、螺纹孔;5、底座;51、沉头通孔;6、芯模柱;7、挤槽凸起;8、导柱;9、挤压柱;91、挤压定位通孔;10、导套;101、导套通孔;11、模柄座;12、脱模柄;13、脱模块;14、螺钉;15、限位螺栓;16、焊接钢管。
具体实施方式
25.下面通过具体实施例对本实用新型作进一步的详细描述。
26.如图1至图4所示,一种焊接钢管焊缝检验模具,所述模具包括上模1和下模2,所述下模2包括用于放置在液压机工作台上的下模板4,所述下模板4上设有方便插入到焊接钢管16内对焊接钢管16端部进行涨挤翻边挤槽的翻边挤槽芯模,所述上模1包括上模板3,所述上模板3下方设有与翻边挤槽芯模配合挤压焊接钢管16的挤压模,所述上模1和下模2之间设有方便翻边挤槽芯模和挤压模配合的滑动导向结构,所述上模板3上方设有与液压机的工作头位置对应的模柄座11,所述模柄座11内设有方便对挤压模上的焊接钢管16进行挤压使其脱离的脱膜机构。
27.在本实施例中,所述上模板3和下模板4均为矩形板,所述翻边挤槽芯模安装在上模板3上方的中部位置,所述挤压模也安装在下模板4下方的中部位置,所述模柄座11与挤压模同轴,方便脱模机构在上模1内升降移动。
28.如图1和图3所示,所述翻边挤槽芯模包括一个与下模板4可拆卸连接的底座5,所述底座5上竖直安装有支撑焊接钢管16内壁的芯模柱6,所述芯模柱6与底座5之间圆弧过渡,所述芯模柱6底部对称两侧设有挤槽凸起7;所述底座5为圆柱状,由于焊接钢管16为圆柱形,这样就方便套装在芯模柱6上,这样使得对焊接钢管16方便挤压,并且芯模柱6与焊接钢管16会经常产生摩擦,可拆卸连接能方便更换翻边挤槽芯模,保证翻边挤槽效率。
29.进一步的,在将焊接钢管16放置于芯模柱6上时将焊接钢管16的焊缝对准一处的挤压凸起7,经过翻遍挤槽后通过观察焊缝经过挤压凸起7后是否出现瑕疵缺陷,从而更直观的反应焊接钢管16焊缝的质量是否满足挤槽的要求,检验结果更直观准确,避免了无法探伤而影响焊缝的检测。
30.再进一步的,所述可拆卸连接为螺钉14连接,所述上模板3上开设有三个螺纹孔42,所述底座5上开设有对应的三个沉头通孔51,通过螺钉14固定,方便拆装,简单可靠。
31.在本实施例中,所述挤槽凸起7为水滴状,该挤槽凸起7的上端相比下端更尖,这样焊接钢管16在芯模柱6上下压时对焊接钢管16的挤槽由小变大,受力会更合理。
32.如图3所示,所述挤压模包括挤压柱9,所述挤压柱9内设有套装在焊接钢管16外部的挤压定位通孔91,所述挤压柱9的上端焊接于上模1的下端面上且位置与模柄座11位置对应,挤压定位通孔91直径大于芯模柱6直径,且挤压定位通孔91的深度大于芯模柱6的高度,这样通过滑动导向结构,使挤压柱9的挤压定位通孔91对准芯模柱6下降挤压,这样就能完
成对焊接钢管16的翻边挤槽。
33.进一步的,所述芯模柱6和挤压柱9均采用钨钢材料,钨钢具有硬度高、耐磨、强度和韧性较好、耐热、耐腐蚀等一系列优良性能,因此通过这些特性能有效延长所述芯模柱6和挤压柱9的使用寿命。
34.如图2和图3所示,所述脱膜机构包括滑动贯穿整个模柄座11的脱模柄12,所述脱模柄12的下端位于挤压定位通孔91内且设置有脱模块13,所述脱模柄12与脱模块13在上模1内升降移动,所述脱模柄12的上端设置有限制脱模柄12的限位结构;由于焊接钢管16翻边挤槽完成后会卡在挤压定位通孔91内,这时通过脱模柄12带动脱模块13下降,就能顶出焊接钢管16,保证焊接钢管16能顺利取出。
35.进一步的,所述限位结构包括螺纹安装于脱模柄12上的限位螺栓15,该限位螺栓15的头部直径大于脱模柄12的直径,限位螺栓15的头部与模柄座11的上端接触配合,有效限制了脱模块13的最大移动范围,确保能准确的将处于芯模柱6内的焊接钢管16取出,减少不必要的移动,提高效率。
36.在本实施例中,所述滑动导向结构包括固定安装于下模板4上的导柱8和固定安装于上模板3下方的导套10,所述导柱8插入所述导套10内实现导向配合,所述导柱8为一对,对称固定安装于芯模柱6的两侧,所述导套10与导柱8对应,对称安装在挤压模两侧,所述导套10上设有导套通孔101,所述导套通孔101与导柱8配合,因此在进行上模1和下模2的配合时,将导套10对准导柱8,这样导柱8落入导套通孔101内,下压上模板3时,就能准确进行导向,有效定位,翻边挤槽更准确。
37.如图3所示,所述下模板4上设有容纳底座5的定位槽41;所述螺纹孔42设在定位槽41内,由于芯模柱6在磨损后进行更换或者需要更换不同直径的芯模柱6,需要准确放置才能与上模1的挤压模对应,因此通过定位槽41能直接定位所需放置位置,且定位槽41能限定底座5位置,防止底座5晃动,省去了定位的麻烦,提高效率。
38.本实用新型的工作原理:首先把翻边挤槽模具放置于液压机上,先移走上模1,接着将切断好的焊接钢管16套在芯模柱6上,且将焊接钢管16的焊缝对准挤槽凸起7,此时将上模1取来,将导套10对准导柱8,导套10套在导柱8上,此时控制液压机下降,下压上模1上模板3,使挤压柱9下降,使焊接钢管16进入挤压定位通孔91内并且与芯模柱6配合,焊接钢管16的端部挤压至圆弧过渡出,形成开口,同时通过挤槽凸起7对焊接钢管16挤压出凹槽,完成后,液压机上升,分开上模1和下模2,接着通过推动脱模柄12带动脱模块13顶出焊接钢管16,接着观察焊接钢管16翻边挤槽是否合格。
39.以上所述实施例仅是对本发明的优选实施方式的描述,不作为对本发明范围的限定,在不脱离本发明设计精神的基础上,对本发明技术方案作出的各种变形和改造,均应落入本发明的权利要求书确定的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1