用于轴向间隙测量装置的定位套灌胶定位机构的制作方法
1.本实用新型涉及一种定位机构,尤其是一种用于飞行器旋转作动器轴向间隙测量装置的定位套灌胶定位机构。
背景技术:
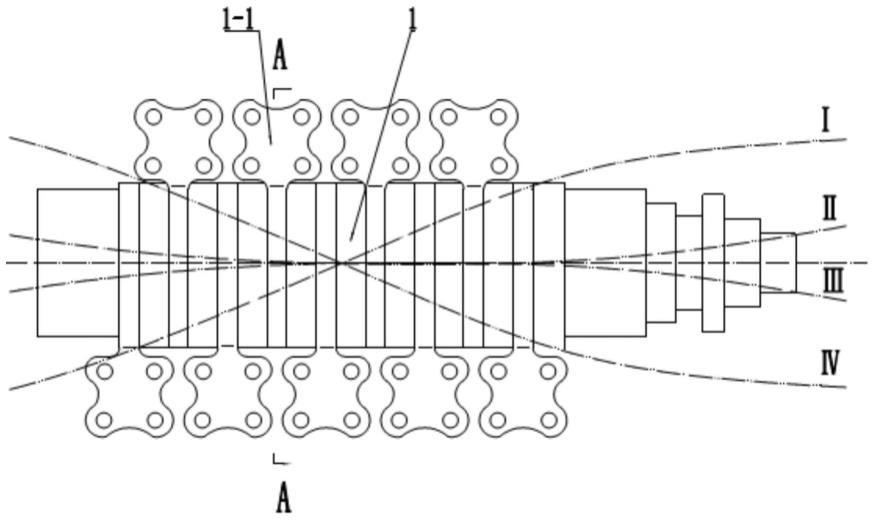
2.如附图1、图2所示,飞行器前缘襟翼驱动系统中的旋转作动器1为关节状柔性连接结构,在机翼受力情况下旋转作动器1能产生如图1中所示ⅰ~ⅳ曲线形状的柔性变形,以此来释放因空气外力作用产生的变形能量。在飞行器经过一定的飞行时间后,旋转作动器1耳片1-1上的装配孔和内部零件都有不同程度磨损,导致旋转作动器1的某些指标参数超出了设定范围,因此在对飞行器检修时,需要将旋转作动器1拆卸,更换磨损严重及使用寿命到期的零件,在重新装配后,还需对旋转作动器轴向活动间隙进行测量,以判断是否满足轴向活动间隙为0.10~0.15mm的技术要求。
3.按照飞行器检修的作业规范,对于旋转作动器轴向活动间隙的测量,应在模拟旋转作动器出厂时的理论状态下进行,为此飞行器修理企业设计了一种专用于旋转作动器轴向间隙测量的测量装置2(如附图3、图4所示),在该测量装置2制作过程中,需要以未使用的原厂旋转作动器作为标准样件,来确定测量装置2中布置在侧压板2-2上的定位套2-4位置,然后通过灌胶方式将定位套2-4固定在侧压板2-2的定位孔中。为保证灌胶过程中定位套2-4位置的稳定性,满足轴向间隙测量装置测量结果准确性要求,还需要设计一种适于定位套灌胶过程中的定位机构。
技术实现要素:
4.本实用新型提供一种用于轴向间隙测量装置的定位套灌胶定位机构,旨在通过中间套与定位套之间圆锥配合面结构,同时实现对标准样件两端夹紧及中心轴线的精准定位作用,以满足定位套在灌胶过程中的稳定性要求,达到保证轴向间隙测量装置测量结果准确性的目的。
5.为实现上述目的,本实用新型采用如下技术方案:
6.一种用于轴向间隙测量装置的定位套灌胶定位机构,包括左右对称布置的两部分,在每一部分中均设置定位座、压紧套、中间套和定位套;所述定位座安装在轴向间隙测量装置中基板框架的左右两端,在定位座的中间部位设有水平布置的圆柱套管,所述圆柱套管外侧端内壁为螺纹孔,圆柱套管的内侧端内壁为光孔;所述压紧套设有外螺纹,压紧套通过外螺纹与定位座的圆柱套管螺纹孔配合装配;所述中间套以间隙配合方式套装在定位座圆柱套管的光孔中,其内壁为圆锥孔;所述定位套外壁为圆锥面,套装在中间套的圆锥孔中,定位套内壁与旋转作动器标准样件两端配合装配。
7.上述用于轴向间隙测量装置的定位套灌胶定位机构,所述定位套选用h62铜锌合金材质,在定位套的侧壁上设有轴向贯通的豁口。
8.上述用于轴向间隙测量装置的定位套灌胶定位机构,所述中间套内壁圆锥孔及定
位套外壁圆锥面的锥角均为6
º
~7
º
。
9.上述用于轴向间隙测量装置的定位套灌胶定位机构,在所述定位座的每一部分中,其上下两端设有向外延伸安装面,在所述安装面上设置的与基板配合的定位销孔,其中布置在上端安装面上的定位销孔数量为一组,布置在下端安装面上的定位销孔数量为两组。
10.上述用于轴向间隙测量装置的定位套灌胶定位机构,所述定位座在上下两侧安装面与中部圆柱套管之间设有加强筋结构。
11.上述用于轴向间隙测量装置的定位套灌胶定位机构,所述压紧套为阶梯套管结构,其外侧大直径端为操作手柄,在所述操作手柄上设置防滑沟槽。
12.本实用新型提供一种用于轴向间隙测量装置的定位套灌胶定位机构,适于飞行器旋转作动器轴向间隙测量装置制作过程的定位套灌胶工序,其作用是对旋转作动器标准样件两端固定和中心轴线定位,该定位套灌胶定位机构的定位座上下端面固定在旋转作动器轴向间隙测量装置的基板框架上,压紧套外螺纹与定位座的圆柱套管螺纹孔配合形成螺旋传动副,因此可通过旋拧压紧套,推动中间套向内侧移动,同时中间套内壁圆锥孔与定位套外壁圆锥面配合,向定位套施加径向压紧力,使定位套径向收缩将旋转作动器标准样件两端夹紧固定。在上述定位套灌胶定位机构工作过程中,中间套内壁圆锥孔与定位套外壁圆锥面的配合,还保证了定位座与旋转作动器标准样件中心轴线的一致性,从而同时实现了对标准样件两端夹紧和中心轴线的精准定位作用,满足了定位套在灌胶过程中的稳定性要求,达到了保证轴向间隙测量装置测量结果准确性的目的。
附图说明
13.图1是飞行器前缘襟翼驱动系统旋转作动器结构示意图;
14.图2是图1中a-a剖面结构示意图;
15.图3是飞行器旋转作动器轴向间隙测量装置示意图;
16.图4是图3中b-b剖面结构示意图;
17.图5是定位套灌胶定位机构、旋转作动器标准样件与基座装配示意图;
18.图6是图5的侧视图;
19.图7是本实用新型所述定位套灌胶定位机构剖面结构示意图;
20.图8是图7中ⅰ处结构放大图;
21.图9是定位座结构示意图;
22.图10是图9的侧视图;
23.图11是定位套剖面结构示意图;
24.图12是图11的侧视图。
25.图中各标号释义:
26.1为旋转作动器,1-1为耳片;
27.2为旋转作动器轴向间隙测量装置,2-1为基座,2-2为侧压板,2-3为定位销钉,2-4为定位套;
28.3为定位套灌胶定位机构,3-1为定位座,3-1-1为螺纹孔,3-1-2为光孔,3-1-3为上端安装面,3-1-4为下端安装面,3-1-5为定位销孔,3-1-6为加强筋,3-2为压紧套,3-3为中
间套,3-4为定位套,3-4-1为轴向贯通的豁口。
具体实施方式
29.下面结合附图及具体实施例对本实用新型作进一步说明。
30.参看图 1、图2,飞行器前缘襟翼驱动系统中旋转作动器1为关节状柔性连接结构,在飞行器起飞和降落过程中,机翼受到巨大的空气阻力影响,旋转作动器1通过如图1中所示ⅰ~ⅳ曲线形状的柔性变形,来释放因空气外力作用产生的变形能量。在飞行器经过一定的飞行时间后,旋转作动器1耳片1-1上的装配孔和内部零件会有不同程度磨损,导致旋转作动器1某些指标参数超出了设定范围,因此在对飞行器检修时,需要将旋转作动器1拆卸,更换磨损严重及使用寿命到期的零件,再对装配后的旋转作动器轴向活动间隙进行测量,判断是否满足轴向活动间隙为0.10~0.15mm的技术要求。
31.参看图1、图2、图3、图4,按照飞行器检修的作业规范,对于旋转作动器轴向活动间隙的测量,应在模拟旋转作动器出厂时的理论状态(没有发生柔性变形)下进行,为此飞行器修理企业设计了一种专用于旋转作动器轴向间隙测量的测量装置2(如附图3、图4所示),该测量装置2设有基板2-1、侧压板2-2、定位套2-4和定位销钉2-3,其中定位销钉2-3套装在定位套2-4中,定位套2-4嵌装在侧压板2-2的定位孔中,进行测量作业时,工件被置于基板2-1的工件容纳腔中,通过侧压板2-2、定位销钉2-3对工件定位,使其仅保留轴向活动的自由度,然后对被测量的旋转作动器1工件轴向施加推拉力,利用安装在基板2-1侧壁上的百分表测量旋转作动器1轴向移动数值,此数值即被测量旋转作动器1的轴向活动间隙。
32.参看图3、图4、图5、图6,为满足飞行器检修作业规范要求,在旋转作动器轴向间隙测量装置2制作过程中,需要首先在侧压板2-2上开设与旋转作动器耳片1-1上装配孔位置相匹配的定位孔,该定位孔直径尺寸大于定位套直径尺寸,再以未使用的原厂旋转作动器作为标准样件,将标准样件与基板2-1和侧压板2-2装配,定位套2-4穿入侧压板2-2的定位孔中,选配合适规格的定位销钉2-3,使定位销钉2-3穿过定位套2-4和标准样件上耳片装配孔,由此确定了侧压板2-2上定位销钉2-3及定位套2-4的位置,然后通过灌胶方式将定位套固定在侧压板2-2的定位孔中。
33.参看图5、图6、图7、图8、图9、图10,为了保证在定位套2-4与侧压板2-2上定位孔之间灌胶过程中定位套位置的稳定性,本实用新型提供一种定位套灌胶定位机构,该定位套灌胶定位机构3包括左右对称布置的两部分,其中每一部分均设有定位座3-1、压紧套3-2、中间套3-3和定位套3-4;所述定位座3-1安装在轴向间隙测量装置2中基板2-1框架的左右两端,在定位座3-1的中间部位设有水平布置的圆柱套管,所述圆柱套管外侧端内壁为螺纹孔3-1-1,圆柱套管的内侧端内壁为光孔3-1-2;所述压紧套3-2为阶梯套管结构,其外侧大直径端为操作手柄,内侧小直径端设有外螺纹,压紧套3-2通过外螺纹与定位座3-1的圆柱套管螺纹孔3-1-1配合装配,在操作手柄上设置防滑沟槽;所述中间套3-3以间隙配合方式套装在定位座3-1圆柱套管的光孔3-1-2中,其内壁为圆锥孔;所述定位套3-4外壁为圆锥面,套装在中间套3-3的圆锥孔中,定位套3-4内壁与旋转作动器标准样件两端配合装配。
34.参看图5、图6、图9、图10,本实用新型所述的定位套灌胶定位机构,其定位座3-1上下两端设有向外延伸安装面,在所述安装面上设置的与基板2-1配合的定位销孔3-1-5,其中布置在上端安装面3-1-3上的定位销孔3-1-5数量为一组,布置在下端安装面3-1-4上的
定位销孔3-1-5数量为两组;在定位座3-1上下两侧安装面与中部圆柱套管之间设置加强筋3-1-6结构,其中上端安装面3-1-3与圆柱套管之间加强筋数量为两组,下端安装面3-1-4与圆柱套管之间加强筋数量为三组。
35.参看图11、图12,本实用新型所述的定位套灌胶定位机构,其定位套3-4选用h62铜锌合金材质,在定位套3-4的侧壁上设有轴向贯通的豁口3-4-1。
36.参看图5至图12,本实用新型所述的定位套灌胶定位机构,在定位套灌胶作业前,将定位座3-1上下端面固定在旋转作动器轴向间隙测量装置2的基板2-1框架上,由于可在定位座上下端面上装配三组与基板2-1配合的定位销,因此形成了稳固的三点定位结构;本实用新型结构中,压紧套3-2外螺纹与定位座3-1的圆柱套管螺纹孔3-1-1配合形成螺旋传动副,因此可通过旋拧压紧套3-2,推动中间套3-3向内侧移动,同时中间套3-3内壁圆锥孔与定位套3-4外壁圆锥面配合,向定位套3-4施加径向压紧力,因定位套3-4的侧壁上设置了轴向贯通的豁口3-4-1,定位套3-4在受到径向压紧力后,轴向贯通的豁口3-4-1逐渐闭合,通过定位套3-4的径向收缩将旋转作动器标准样件两端夹紧固定;另外中间套3-3内壁圆锥孔与定位套3-4外壁圆锥面的配合,起到了自定心的作用,保证了定位座3-1与旋转作动器标准样件中心轴线的一致性,从而同时实现了对标准样件两端夹紧和中心轴线的精准定位作用。在完成上述操作后,即可在定位套2-4与侧压板2-2的定位孔之间进行灌胶作业,待黏胶剂固化后将侧压板2-2及旋转作动器标准样件拆除,换装待测量的旋转作动器工件,按照操作规范的要求进行轴向活动间隙的测量。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1