一种玻璃瓶瑕疵检测装置的制作方法
1.本实用新型属于玻璃瓶生产设备技术领域,具体涉及一种玻璃瓶瑕疵检测装置。
背景技术:
2.在生产口服液玻璃瓶时,常因为供料机的滴料温度过高或制瓶机口模交接中心不正等原因导致瓶口不圆,瓶口出现扁口或畸形等瑕疵,瓶口瑕疵的玻璃瓶通常使用试柱进行检测,将不符合使用要求的玻璃瓶检出后回收再利用。现有的瓶口不圆的检测方法主要是检测员逐个玻璃瓶进行检测,检测工具是手持试柱对瓶口进行逐个检测,试柱通过的瓶口为合格瓶口。这种逐个玻璃瓶进行瓶口瑕疵检测的方法效率较低,影响了生产效率。故此,设计一种能够进行批量检测瓶口不圆的瑕疵检测装置是十分必要的。
技术实现要素:
3.本实用新型的目的是提供一种能够进行批量检测瓶口不圆的瑕疵检测装置,该检测装置能够对口服液玻璃瓶的瓶口进行批量瑕疵检测,检测出瓶口不圆的瑕疵品,检测效率高,提高了生产效率。
4.本实用新型采用的技术方案为:一种玻璃瓶瑕疵检测装置,检测装置由前后滑动机构和升降机构组成;所述前后滑动机构包括滑动箱、两个v型槽滑道、支撑梁、两个v型滑轨、标识板和瓶架,两个v型滑轨焊接在滑动箱底部,v 型滑轨位于v型槽滑道内,v型槽滑道焊接在支撑梁上,标识板通过l型支板焊接在左侧的v型槽滑道的外侧,标识板上涂有红色标记;瓶架由托板、中间板和顶板组成,托板、中间板和顶板之间设有若干个支柱,中间板和顶板上开有位置相同且呈矩阵排布的圆孔,每排圆孔的左侧分别涂有红色标记,瓶架放置在滑动箱内;所述升降机构包括摇柄、轴座、杆轴、两个齿轮、两个齿条、两个支撑板、轴套、立轴、板梁和若干个试柱组件,试柱组件由套管、滑套、试柱和弹簧组成,套管两侧开有对称分别的限位槽,滑套两侧设有对称分布的滑块,试柱由锥形导头、塞柱和螺纹连接头组成;弹簧安装在套管内,滑套安装在弹簧下方,且滑套的两个滑块位于限位槽内,试柱通过螺纹安装在滑套底部;所述试柱组件的套管焊接在板梁的底面上,所述立轴和两个齿条焊接在板梁的顶面上,立轴上套装有轴套,轴套两侧焊接有对称分布的支撑板,所述的两个齿轮分别与两个齿条啮合,齿轮安装在杆轴上,杆轴的右端通过轴承安装在轴座上,轴座焊接在支撑板的后侧,所述摇柄焊接在杆轴的右端,两个支撑板的底端分别焊接在两个v型槽滑道的外侧;所述标识板上的红色标记的对称中心线与试柱的对称线在同一个垂直平面上。
5.进一步的,所述v型滑轨的长度和滑动箱的宽度相同,且v型滑轨的长度是v型槽滑道长度的一半。
6.进一步的,所述支撑板的底板上开有用于安装的安装孔,支撑板通过安装孔安装在操作台架上。
7.进一步的,所述v型槽滑道的两端分别焊接有挡板。
8.进一步的,所述滑动箱的前面焊接有拉手。
9.进一步的,所述瓶架的材质为塑料,所述试柱的材质为耐磨塑料。
10.进一步的,所述弹簧处于三分之一压缩状态。
11.进一步的,所述滑套的滑块上涂有红漆。
12.进一步的,所述中间板和底板上圆孔的直径大于被检测药瓶的直径,且直径差不小于5毫米。
13.进一步的,所述瓶架上每排圆孔在横向的孔距与试柱的中心距相同。
14.本实用新型的有益效果:本实用新型提供了一种能够实现药用玻璃瓶高度批量检测的检测设备,该检测设备通过往复运动的高位拨板和低位拨板以及间歇传输的传输带实现对药瓶高度的批量检测。检测效率高,提高了生产效率,能够满足自动化生产线的生产需要。
附图说明
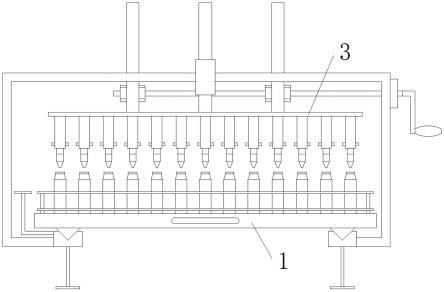
15.图1是实施例一的主视结构示意图;
16.图2是图1的俯视图;
17.图3是实施例一中前后滑动机构的主视结构示意图;
18.图4是图3的俯视图;
19.图5是实施例一中v型槽滑道的分布示意图;
20.图6是图5的俯视图;
21.图7是图5的左视图;
22.图8是实施例一中滑动箱结构示意图;
23.图9是图8的俯视图;
24.图10是实施例一中瓶架的结构示意图;
25.图11是图10的俯视图;
26.图12是实施例一中升降机构的主视结构示意图;
27.图13是图12的俯视图;
28.图14是实施例一中试柱组件的结构示意图;
29.图15是实施例一中套管的结构示意图;
30.图16是图15的左视图;
31.图17是实施例一中滑套的结构示意图;
32.图18是实施例一中滑套的安装示意图;
33.图19是实施例一中试柱的结构示意图。
具体实施方式
34.实施例一
35.参照各图,一种玻璃瓶瑕疵检测装置,检测装置由前后滑动机构1和升降机构3组成;所述前后滑动机构1包括滑动箱11、两个v型槽滑道12、支撑梁 13、两个v型滑轨14、标识板15和瓶架16,两个v型滑轨焊接在滑动箱底部, v型滑轨位于v型槽滑道内,v型槽滑道焊接在支撑梁上,标识板通过l型支板焊接在左侧的v型槽滑道的外侧,标识板上涂有红色标记17;瓶架由托板18、中间板19和顶板20组成,托板、中间板和顶板之间设有若干个支柱,中
间板和顶板上开有位置相同且呈矩阵排布的圆孔21,每排圆孔的左侧分别涂有红色标记,瓶架放置在滑动箱内;所述升降机构3包括摇柄31、轴座32、杆轴33、两个齿轮34、两个齿条35、两个支撑板36、轴套37、立轴38、板梁39和若干个试柱组件40,试柱组件40由套管41、滑套42、试柱43和弹簧44组成,套管41两侧开有对称分别的限位槽45,滑套42两侧设有对称分布的滑块46,试柱43由锥形导头47、塞柱48和螺纹连接头49组成;弹簧安装在套管内,滑套安装在弹簧下方,且滑套的两个滑块位于限位槽内,试柱通过螺纹安装在滑套底部;所述试柱组件的套管焊接在板梁的底面上,所述立轴和两个齿条焊接在板梁的顶面上,立轴上套装有轴套,轴套两侧焊接有对称分布的支撑板,所述的两个齿轮分别与两个齿条啮合,齿轮安装在杆轴上,杆轴的右端通过轴承安装在轴座上,轴座焊接在支撑板的后侧,所述摇柄焊接在杆轴的右端,两个支撑板的底端分别焊接在两个v型槽滑道的外侧;所述标识板上的红色标记的对称中心线与试柱的对称线在同一个垂直平面上;所述v型滑轨的长度和滑动箱的宽度相同,且v型滑轨的长度是v型槽滑道长度的一半;所述支撑板的底板上开有用于安装的安装孔,支撑板通过安装孔安装在操作台架上;所述v 型槽滑道的两端分别焊接有挡板;所述滑动箱的前面焊接有拉手;所述瓶架的材质为塑料,所述试柱的材质为耐磨塑料;所述弹簧处于三分之一压缩状态;所述滑套的滑块上涂有红漆;所述中间板和底板上圆孔的直径大于被检测药瓶的直径,且直径差不小于5毫米;所述瓶架上每排圆孔在横向的孔距与试柱的中心距相同,且横向上圆孔的数量与试柱的数量相同。
36.在对口服液玻璃瓶瓶口不圆的瑕疵检测时,将瓶架放置在滑动箱内,瓶架的尺寸控制在其四周与滑动箱内壁之间的间隙不大于3毫米。再将玻璃瓶摆放在瓶架的圆孔内,向试柱组件方向推送滑动箱,当瓶架上靠近试柱组件的第一排圆孔左侧的红色标记与标识板上的红色标记对齐时,通过摇柄转动两个齿轮,使得与齿轮啮合的齿条向下移动,同时带动试柱组件向下移动。由于瓶架上横向相邻的两个圆孔的孔距与相邻的两个试柱的中心距相同,当整个试柱组件向下移动时,试柱与玻璃瓶对准,试柱底部的锥形导头从瓶口先插入到玻璃瓶内,由于玻璃瓶与圆孔之间存在间隙,在锥形导头向下逐渐移动时,玻璃瓶将自动对正试柱的塞柱段。继续缓慢转动摇柄,在试柱的塞柱段与瓶口接触后,由于弹簧处于三分之一的压缩状态,当玻璃瓶的瓶口够通过试柱的塞柱段时,该试柱则继续向下移动并插入到玻璃瓶内,当某些玻璃瓶的瓶口无法通过试柱的塞柱段时,该试柱被卡在瓶口,而套管则会压缩弹簧后继续向下移动,也即套管和滑套产生相对移动,通过滑套上两个涂有红漆的滑块能够清楚的观察到哪个试柱没有向下移动并插入到玻璃瓶内,则该玻璃瓶为瓶口存在不圆瑕疵的次品,将其分拣出来。通过旋转摇柄使得整个试柱组件向上移动,然后继续推送滑动箱进行第二排玻璃瓶瓶口瑕疵的检测,以此类推完成瓶架上所有玻璃瓶的瑕疵检测并将瓶口不圆瑕疵的玻璃瓶分拣出来。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1