一种用于卷式引线框架的在线AOI检测设备的制作方法
本技术涉及自动光学检测的,尤其是涉及一种用于卷式引线框架的在线aoi检测设备。
背景技术:
1、aoi,是自动光学检测,是基于光学原理来对焊接生产中遇到的常见缺陷进行检测的,当自动检测时,机器通过自动扫描镀片,图像,经过图像处理,能检查出镀片上所存在的缺陷,并通过显示器或自动标志把缺陷标示出来,供维修人员修整。
2、相关技术中,在线aoi检测设备包括机架、视觉检测设备以及导轨,视觉检测设备设置在机架上,视觉检测设备用于检测镀片的品质是否异常;导轨设置在机架上,导轨用于运输镀片,在对镀片进行在线aoi检测时,先由送料台将镀片运送至导轨上,同时视觉检测设备会检测镀片的品质是否发生异常,最后再由收紧轮进行收取镀片。
3、针对上述中的相关技术,存在有因镀片在被收紧轮在收紧的过程中松紧度不同,导致镀片在导轨上不是匀速行片,所以镀片在导轨上震动较大,从而导致镀片与轨道接触而产生刮伤,进而使镀片的良品率较低的缺陷。
技术实现思路
1、为了提升镀片的良品率,本技术提供一种用于卷式引线框架的在线aoi检测设备。
2、本技术提供的一种用于卷式引线框架的在线aoi检测设备采用如下的技术方案:
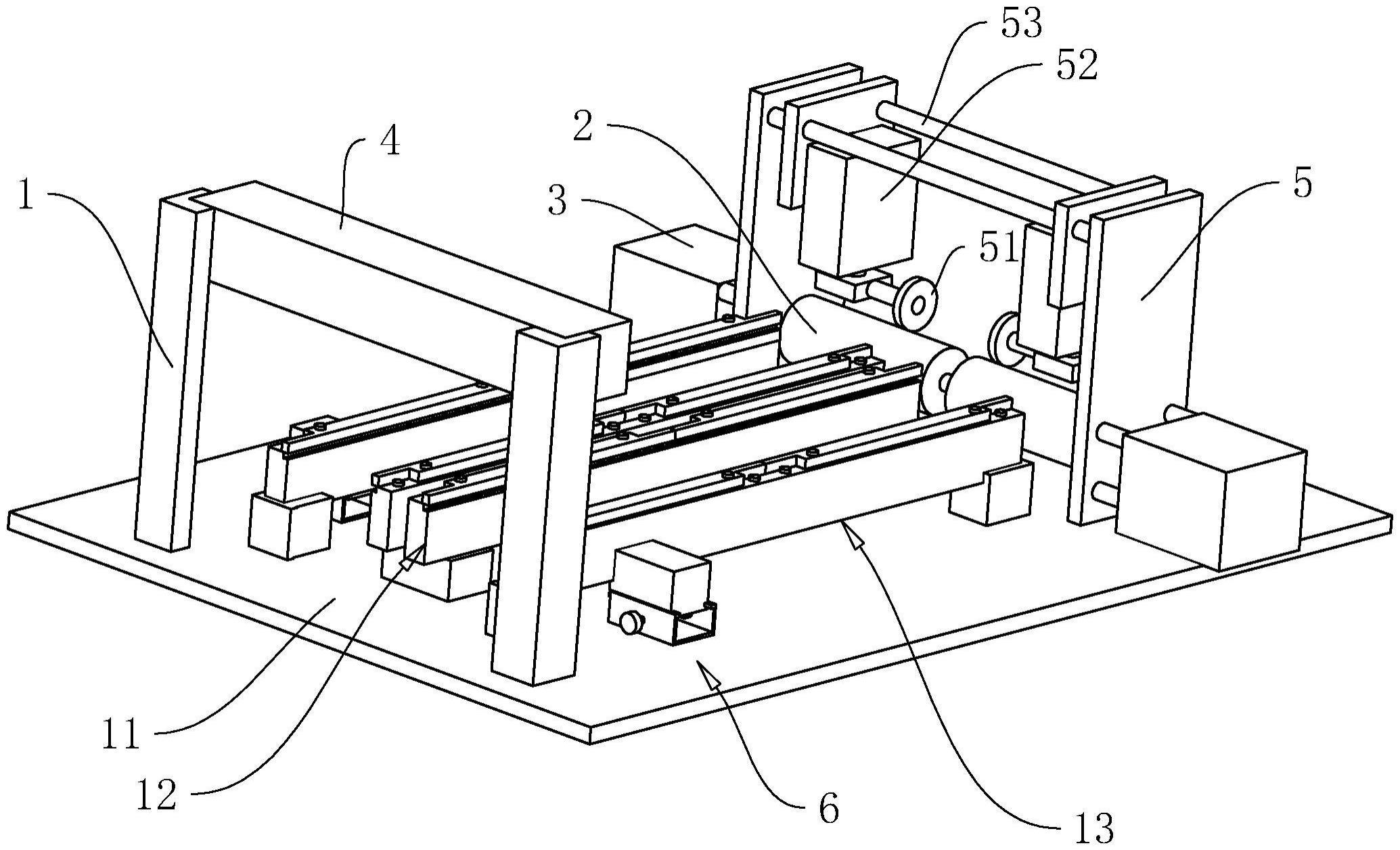
3、一种用于卷式引线框架的在线aoi检测设备,包括机架、光滑滚轮、转动电机以及视觉检测机构,所述机架设置有支撑座,所述支撑座用于支撑镀片,所述支撑座上设置有导向通道,所述导向通道用于供镀片滑动,当镀片在所述导向通道中滑动时,镀片与所述导向通道的底部具有预定距离;所述光滑滚轮转动连接在所述支撑座上,在所述导向通道的出料处与所述光滑滚轮的周侧外壁与所述镀片的下侧面相抵接;所述转动电机设置在所述支撑座上,所述转动电机的输出轴与所述光滑滚轮相连接;所述视觉检测机构设置在所述机架上,所述视觉检测机构用于检测所述导向通道中镀片的品质。
4、通过采用上述技术方案,在需要对镀片进行在线aoi检测时,先通过送料台将镀片送至导向通道中,同时视觉检测机构会对镀片的品质进行检测,接着镀片在导向通道中继续移动,直至镀片移到导向通道的出料口处,光滑滚轮在转动电机的作用下进行转动,同时光滑滚轮的周侧外壁会与镀片的下侧面相抵接,以带动镀片进行移动,最后在由收紧轮进行收料操作,因转动电机转动时匀速的,所以镀片在导向通道中能匀速稳定地进行移动,从而防止镀片在运行过程中与轨道接触而产生刮伤,进而有助于提升镀片的良品率。
5、可选的,所述支撑座上设置有多个导向块,多个所述导向块平行间隔设置,两个所述导向块为一组以形成一个导向通道。
6、通过采用上述技术方案,因支撑座上设置有多个导向块,所以支撑台上可以设置多个导向通道,从而可以供多个镀片进行检测,进而有助于提升镀片检测的效率。
7、可选的,所述导向块其中一侧面设置有限位通槽,所述限位通槽供所述镀片滑过,在两个所述导向块形成一个导向通道时,两个所述导向块上的所述限位通槽槽口平行相对设置。
8、通过采用上述技术方案,在镀片在导向通道中滑动时,镀片的两侧边缘会滑动插设在两个限位通槽中,则在镀片滑动的过程中,可以防止镀片出现震动的现象,从而可以防止镀片下侧面与导向通道相碰撞而出现刮坏的现象,进而有助于提升镀片的良品率。
9、可选的,所述导向块包括连接方杆以及导向方杆,所述连接方杆与所述支撑座连接,所述连接方杆远离所述支撑座的一侧面边缘处设置有限位缺口;所述导向方杆与所述连接方杆远离所述支撑座的一侧面可拆式连接,所述导向方杆与所述限位缺口形成限位通槽。
10、通过采用上述技术方案,相比于连接方杆与导向方杆一体成型的方式,此种设计方式,因连接方杆与导向方杆可拆式连接,所以在检测设备工作一段时间后,连接方杆与导向方杆需要拆开清洗灰尘以及异物,从而可以防止镀片在导向通道移动的过程中被刮坏,进而有助于提升镀片的良品率。
11、可选的,所述导向方杆包括多个同等大小的导向单元,多个所述导向单元沿同一条直线分布设置,多个所述导向单元分别与所述连接方杆可拆式连接,相邻两个所述导向单元可拆式连接。
12、通过采用上述技术方案,相比于导向方杆一体成型的方式,此种设计方式,因导向方杆包括多个同等大小的导向单元,并且多个导向单元可拆式连接在一起,所以当导向单元的实际位置与预定位置发在线生偏移时,只需要更换位置发生偏移的导向单元,从而可以降低镀片在进行aoi检测的成本。
13、可选的,所述机架上设置有安装架、轮盘以及压紧气缸,所述安装架设置在支撑座上;所述轮盘转动连接在所述安装架上,所述轮盘的周侧外壁与镀片的上侧面相抵接;所述压紧气缸设置在所述安装架上,所述压紧气缸的活塞杆与所述轮盘相连接以使所述轮盘与镀片始终相抵接。
14、通过采用上述技术方案,因轮盘以及压紧气缸的设置,在镀片滑出导向通道时,镀片的上下两侧面分别与轮盘的周侧外壁以及光滑滚轮的周侧外壁相抵接,以使镀片与光滑滚轮之间具有足够的摩擦力,从而能使镀片更好地滑出导向通道。
15、可选的,所述支撑座上还设置有宽度调节组件,所述宽度调节组件包括调节架、调节销、调节齿轮、调节齿条以及调节块,所述调节架设置在所述支撑座上;所述调节销转动连接在所述调节架上;所述调节齿轮套设在所述调节销上;所述调节齿条滑动连接在调节架上,所述调节齿条与所述调节齿轮相啮合;所述调节块滑动连接在所述调节架上,所述调节块与所述调节齿条远离所述调节齿轮的一侧相连接,所述调节块与所述连接方杆相连接。
16、通过采用上述技术方案,因调节齿轮套设在调节销上,在调节销的转动时,会带动调节齿轮转动,以使调节齿条沿着导向通道的宽度方向滑动,从而可以推动连接方杆以调节导向通道的宽度,进而使检测设备适用于不同规格大小的镀片。
17、可选的,所述安装架上还设置有滑动杆,所述滑动杆设置在所述安装架上,所述滑动杆供所述压紧气缸滑动连接。
18、通过采用上述技术方案,因压紧气缸滑动设置在滑动杆上,所以可以滑动调节轮盘所在的位置,从而可以适用于不同规格镀片的检测。
19、综上所述,本技术包括以下至少一种有益技术效果:
20、1.在需要对镀片进行在线aoi检测时,先通过送料台将镀片送至导向通道中,同时视觉检测机构会对镀片的品质进行检测,接着镀片在导向通道中继续移动,直至镀片移到导向通道的出料口处,光滑滚轮在转动电机的作用下进行转动,同时光滑滚轮的周侧外壁会与镀片的下侧面相抵接,以带动镀片进行移动,最后在由收紧轮进行收料操作,因转动电机转动时匀速的,所以镀片在导向通道中能匀速稳定地进行移动,从而防止镀片在运行过程中与轨道接触而产生刮伤,进而有助于提升镀片的良品率;
21、2.通过设置调节销、调节齿轮以及调节齿条的方式,因调节齿轮套设在调节销上,在调节销的转动时,会带动调节齿轮转动,以使调节齿条沿着导向通道的宽度方向滑动,从而可以推动连接方杆以调节导向通道的宽度,进而使检测设备适用于不同规格大小的镀片;
22、3.通过设置压紧气缸以及滑动杆的方式,因压紧气缸滑动设置在滑动杆上,所以可以滑动调节轮盘所在的位置,从而可以适用于不同规格镀片的检测。
- 还没有人留言评论。精彩留言会获得点赞!