一种用于焊接管套的液压锁夹板的可调节检测模具的制作方法
1.本实用新型涉及一种用于焊接管套的液压锁夹板的可调节检测模具,属汽车零部件检测设备技术领域。
背景技术:
2.货车驾驶室的后部通常会安装锁止装置,以便于货车驾驶室向前翻转进行检修,目前常用的锁止装置为液压锁止装置,是通过液压缸和锁止板进行锁止,在液压缸和锁止板的两侧对称设置有液压锁夹板,以对液压缸和锁止板进行保护和提供安装基础。
3.液压锁夹板通常是由冲压机通过模具冲压一次成型,在出厂前,需要对液压锁夹板进行加工准确度的抽样检测,现有的检测方式是将液压锁夹板上的各孔位与检测模具上的检测轴组对应,观察是否出现加工偏差导致液压锁夹板无法安装在模具上。为了满足客户的需求,对于部分机型货车的液压锁夹板,会在液压锁夹板的装配孔上进行管套的焊接,以便于在整车安装过程中,通过管套将液压锁止装置安装在货车的后部,对于焊接管套的液压锁夹板,需要先对液压锁夹板的加工孔位进行检测,避免出现加工偏差,将检测合格的液压锁夹板进行管套的焊接后,再对焊接完成的液压锁夹板进行检测,以保证后续安装顺利。由于管套要焊接在液压锁夹板的装配孔内,使得装配孔的直径缩小,因此,对于焊接管套的液压锁夹板需要在焊接前后,分别使用两副模具进行检测,通用性较差;另一方面,由于液压锁夹板与模具的检测轴组之间的间隙较小,将液压锁夹板从模具上下料时,一旦出现偏移,会导致下料的阻力增大,降低了检测效率。
技术实现要素:
4.本实用新型的目的在于,提供一种结构简单,便于对焊接管套前后的液压锁夹板进行检测,便于液压锁夹板下料,以解决现有检测过程中需要使用两副模具,通用性较差,液压锁夹板与模具的检测轴组之间的间隙较小,一旦出现偏移,导致下料的阻力增大,降低了检测效率问题的用于焊接管套的液压锁夹板的可调节检测模具。
5.本实用新型的技术方案是:
6.一种用于焊接管套的液压锁夹板的可调节检测模具,它由前装配板、后装配板、下料机构、检测轴组和调节检测轴构成,其特征在于:前装配板和后装配板通过螺栓固定连接,前装配板和后装配板之间夹装有下料机构,前装配板和后装配板的表面上从左至右依次设置有调节检测轴和检测轴组。
7.所述的前装配板与后装配板之间轴向设置有安装孔,前装配板与后装配板之间径向间隔状设置有让位通槽,让位通槽的顶部与安装孔的中心平齐。
8.所述的检测轴组由定位轴、安装轴a、安装轴b、液压锁轴a和液压锁轴b构成,液压锁轴a和液压锁轴b呈间隔状固装在前装配板上,液压锁轴a和液压锁轴b之间的前装配板上设置有安装轴b,液压锁轴a和液压锁轴b下方的前装配板上设置有定位轴,定位轴一侧的装配板上呈倾斜间隔状设置有安装轴a。
9.所述的调节检测轴由装配凸块、调节环套和固定轴构成,装配凸块固装在后装配板上,装配凸块上固装有固定轴,固定轴的外圆周上活动套装有调节环套,调节环套与装配凸块活动卡接。
10.所述的固定轴外侧的装配凸块顶面呈环状均布有卡口,卡口一端的装配凸块内设置有卡槽。
11.所述的调节环套底面与卡口对应设置有卡块,卡块呈“l”字形。
12.所述的下料机构由转轴、传动杆和下料盘构成,转轴活动安装在安装孔内,转轴上与让位通槽对应固装有传动杆,传动杆的端头通过销轴活动安装有下料盘。
13.所述的转轴端头设置有拨杆。
14.本实用新型的有益效果在于:
15.该用于焊接管套的液压锁夹板的可调节检测模具通过卡块和卡口配合,使卡块的横杆部插入到卡槽内,从而使调节环套卡装在装配凸块上,通过拆装调节环套,以适应液压锁夹板在焊接管套前后的装配孔尺寸,通用性强;通过拨动拨杆,使转轴带动下料盘发生转动,将液压锁夹板向外推出进行下料,解决了现有检测过程中需要使用两副模具,通用性较差,液压锁夹板与模具的检测轴组之间的间隙较小,一旦出现偏移,导致下料的阻力增大,降低了检测效率的问题。
附图说明
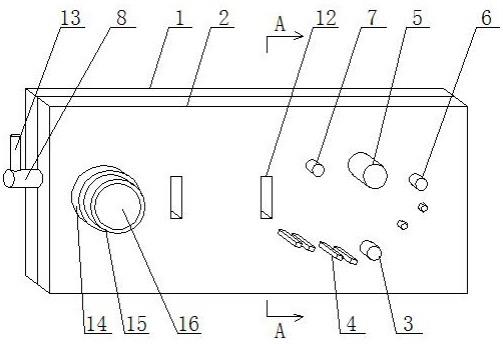
16.图1为本实用新型的立体结构示意图;
17.图2为图1中a-a向的剖视结构示意图;
18.图3为本实用新型装配凸块的立体结构示意图;
19.图4为本实用新型的调节环套的立体结构示意图;
20.图5为本实用新型焊接管套的液压锁夹板立体结构示意图。
21.图中:1、前装配板;2、后装配板;3、定位轴;4、安装轴a;5、安装轴b;6、液压锁轴a;7、液压锁轴b;8、转轴;9、传动杆;10、下料盘;11、安装孔;12、让位通槽;13、拨杆;14、装配凸块;15、调节环套;16、固定轴;17、卡口;18、卡槽;19、卡块;20、液压锁夹板。
具体实施方式
22.该用于焊接管套的液压锁夹板的可调节检测模具由前装配板1、后装配板2、下料机构、检测轴组和调节检测轴构成,前装配板1和后装配板2结构相同,以分别对对称设置的两块液压锁夹板20进行检测,前装配板1和后装配板2之间通过螺栓固定连接,前装配板1与后装配板2之间的接触面上轴向设置有圆柱形的安装孔11,安装孔11内设置有下料机构,下料机构由转轴8、传动杆9和下料盘10构成,转轴8通过轴承活动安装在安装孔11内,转轴8上呈间隔状固装有传动杆9,传动杆9的端头通过销轴活动安装有下料盘10,通过下料盘10将液压锁夹板20向外推出进行下料。
23.与下料盘10对应的前装配板1与后装配板2之间的接触面上径向设置有矩形的让位通槽12,让位通槽12对下料盘10进行让位,使下料盘10通过让位通槽12能从前装配板1和后装配板2之间向前或向后移出,让位通槽12的顶部与安装孔11的中心平齐,以避免让位通槽12的顶部与传动杆9发生干涉,从而增大传动杆9的转动角度。
24.转轴8的一端延伸至安装孔11外侧,延伸至安装孔11外侧的转轴8端头垂直状设置有拨杆13,拨杆13的作用是避免工作人员用手握持转轴8进行转动而容易打滑,不便于推动液压锁夹板20下料,自然状态下,由于下料盘10的重力作用,拨杆13竖直向上,工作时,通过摇动拨杆13,使转轴8在安装孔11内发生转动,从而带动下料盘10从让位通槽12中移出,由此将前装配板1或后装配板2上的液压锁夹板20向外推出进行下料。
25.前装配板1和后装配板2的表面上从左至右依次设置有调节检测轴和检测轴组,调节检测轴由装配凸块14、调节环套15和固定轴16构成,装配凸块14固定安装在后装配板2上,装配凸块14上固定安装有固定轴16,固定轴16外侧的装配凸块14端面上呈环状均布有卡口17,卡口17一端的装配凸块14内设置有卡槽18,固定轴16的外圆周上活动套装有调节环套15,调节环套15的底端端面上与卡口17对应设置有卡块19,卡块19呈“l”字形,调节环套15与装配凸块14通过卡块19和卡槽18配合活动卡接,工作时,先将调节环套15套装在固定轴16上,使卡块19插入到卡口17内,然后转动调节环套15,使卡块19的横杆部插入到卡槽18中,由此使调节环套15在固定轴16上轴向固定,避免对焊接管套的液压锁夹板20进行下料时,由于管套与调节环套15的间隙较小,摩擦阻力较大,使得调节环套15与固定轴16分离。
26.检测轴组由定位轴3、安装轴a4、安装轴b5、液压锁轴a6和液压锁轴b7构成,液压锁轴a6和液压锁轴b7呈间隔状固装在后装配板2上,液压锁轴a6和液压锁轴b7用于检测液压锁夹板20上与锁钩和锁板对应的安装孔11位是否加工准确。
27.液压锁轴a6和液压锁轴b7之间的后装配板2上设置有安装轴b5,安装轴b5与液压锁夹板20的下凹对应,液压锁轴a6和液压锁轴b7下方的后装配板2上设置有定位轴3,定位轴3一侧的装配板上呈倾斜间隔状设置有安装轴a4,安装轴a4与液压锁夹板的安装孔11对应,定位轴3和安装轴a4用于检测液压锁夹板20在整车安装中的定位孔和安装孔11,通过将液压锁夹板20安装在前装配板1和后装配板2上,使液压锁夹板20上对应的孔位分别与定位轴3、安装轴a4、安装轴b5、液压锁轴a6和液压锁轴b7配合,从而对液压锁夹板20加工的准确度进行检测,当对称的液压锁夹板20能分别安装在前装配板1和后装配板2上时,说明该液压锁夹板20加工合格。
28.该检测模具使用时,先对未焊接管套的液压锁夹板20进行检测,将对称的液压锁夹板20分别安装在前装配板1和后装配板2上,使液压锁夹板20上加工的孔位分别与定位轴3、安装轴a4、安装轴b5、液压锁轴a6和液压锁轴b7对应,液压锁夹板20的装配孔与调节环套15对应,观察是否出现无法安装的情况,并找出对应的加工孔位进行分类处理。
29.对检测合格的液压锁夹板20进行下料时,工作人员通过依次向前和向后摇动拨杆13,使转轴8在安装孔11内发生转动,从而带动下料盘10从让位通槽12中移出,下料盘10先与液压锁夹板20抵触,在转轴8的转动作用下,下料盘10将液压锁夹板20逐渐向外推出,由此将前装配板1和后装配板2上的液压锁夹板20分别推出进行下料。
30.对检测合格的液压锁夹板20焊接管套,在焊接完成后,对焊接管套的液压锁夹板20进行检测前,工作人员先转动调节环套15,使卡块19从卡槽18中移出,再将调节环套15从固定轴16上取下,以便于对焊接管套的液压锁夹板20进行检测,检测的操作与上述操作相同,观察管套是否能安装在固定轴16上,无法正常安装,则说明管套的焊接不合格,检测完成后,再次通过上述操作进行下料,由此完成对焊接管套的液压锁夹板20的检测工作。
31.该检测模具通过卡块19和卡口17配合,使卡块19的横杆部插入到卡槽18内,从而使调节环套15卡装在装配凸块14上,通过拆装调节环套15,以适应液压锁夹板20在焊接管套前后的装配孔尺寸,通用性强;通过拨动拨杆13,使转轴8带动下料盘10发生转动,将液压锁夹板20向外推出进行下料,解决了现有检测过程中需要使用两副模具,通用性较差,液压锁夹板20与模具的检测轴组之间的间隙较小,一旦出现偏移,导致下料的阻力增大,降低了检测效率的问题。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1