一种内嵌式轴心检测器装夹装置的制作方法
本技术属于直升机发动机内嵌式轴心检测领域,具体为一种内嵌式轴心检测器装夹装置。
背景技术:
1、直升机发动机输出轴线与减速器输入轴线的同轴度对直升机的传动安全、振动水平、飞行性能的影响至关重要,在传动系统的调试过程中占据较大比重。目前较为先进的检测方法是用激光对中仪检测两轴的同轴度误差,采用两个激光测量单元代替百分表固定在联轴节联接的两轴(一个基准轴、一个被测轴)上,一个测量单元固定在基准轴上,一个测量单元固定在被测轴上。将两轴转动到三个不同的相位角位置,显示单元会自动记录测量值,并基于三角几何原理自动计算出两轴线的平行偏差和角度偏差。
2、在某型机发动机与过渡减速器的安装调试过程中,需对发动机输出轴线和过渡减速器输入轴线进行同轴度调整,目前使用的是激光对中仪进行测量操作,需使用专用装夹装置,将轴心检测器安装至发动机输出轴线上,实现与发动机输出轴的同步旋转,进而检测出发动机输出轴线与过渡减速器输入轴线的位置和角度关系。
3、面临的技术难点是:
4、1、如何将轴心检测器稳定可靠地固定在发动机输出花键孔中;
5、2、如何保证轴心检测器与发动机同步旋转;
6、3、如何实现轴心检测器与装夹装置的连接。
技术实现思路
1、一种将轴心检测器安装至发动机输出花键孔上的装夹装置,保证与发动机端和检测器的连接稳固可靠,同时可以与发动机的输出轴线同步旋转。
2、技术方案
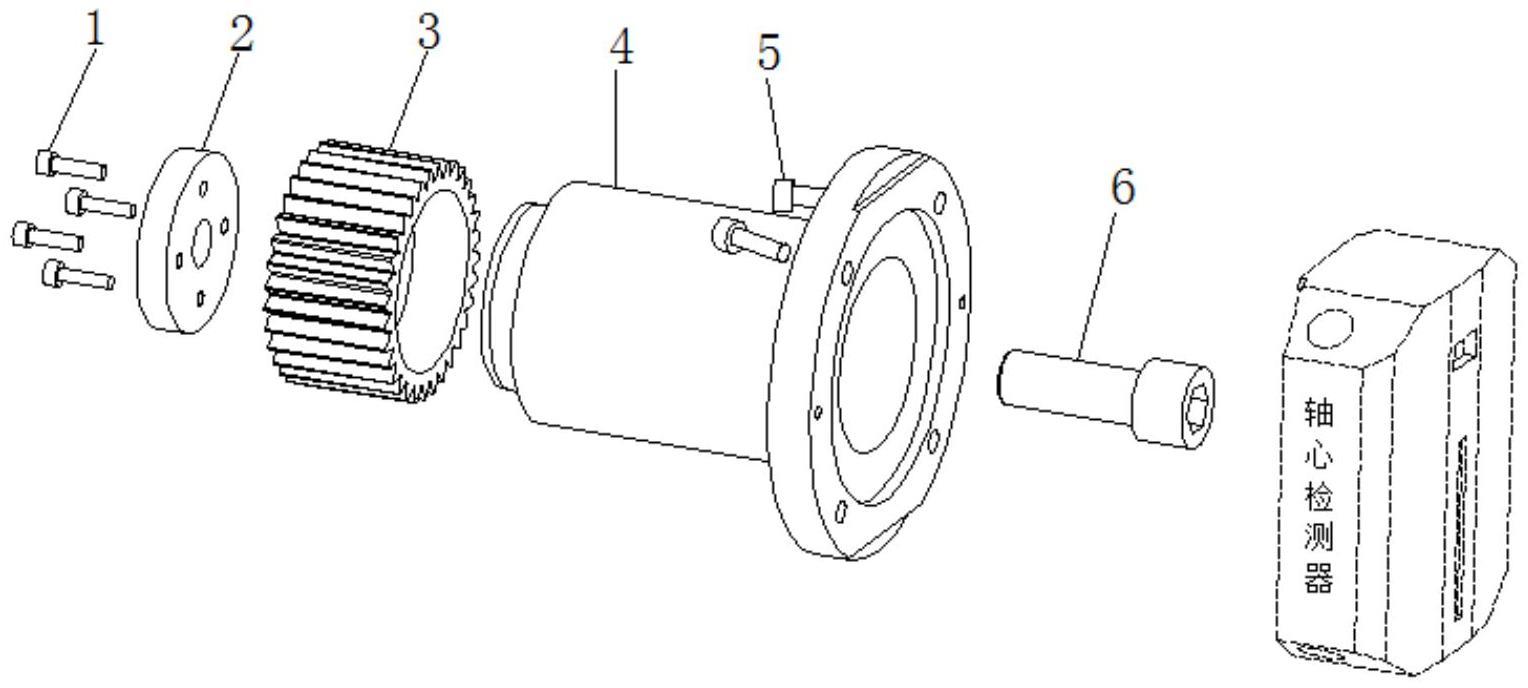
3、一种内嵌式轴心检测器装夹装置,包括第一螺钉1、端盖螺母2、柔性齿轮3、筒身4、第二螺钉5和第三螺钉6。
4、使用第一螺钉1将端盖螺母2固定在柔性齿轮3上,将第三螺钉6穿过筒身4与端盖螺母2连接,在拧紧第三螺钉6的过程中,柔性齿轮3被端盖螺母2带动向筒身4上压紧,通过筒身4最前端的锥面将柔性齿轮3撑大,柔性齿轮3涨开后与发动机的花键孔贴合,并保持涨紧,保证筒身4和柔性齿轮3的结合体与发动机的花键孔紧密结合。使用第二螺钉5穿过筒身4法兰上的孔与轴心检测器背面的螺纹孔连接,反向拉紧轴心检测器,使之与筒身法兰贴合。
5、进一步的,所述柔性齿轮3由tpu或尼龙材料构成。
6、进一步的,所述筒身4由铝合金构成。
7、进一步的,端盖螺母2由铝合金构成,中心加工出螺纹,与第三螺钉6配合,拧紧螺钉6时提供向筒身的压力。
8、进一步的,所述筒身前端锥面角度为7°-10°。
9、进一步的,所述柔性齿轮3的凹槽深度大于锥面高度。
10、技术效果
11、经实际验证本装置与发动机花键孔的连接稳固,轴心检测器与筒身法兰贴合紧密无晃动,用手盘动发动机自由涡轮时,轴心检测器可与发动机同步旋转,对应过渡检测器端的激光接收装置以相同的转速同步旋转,以接收发动机端发出的信号,通过三次不同相位角度的测量,实现对发动机输出轴线的检测,该装置还可实现对其他相同类型不同尺寸花键孔轴线的检测,仅需更换不同尺寸的柔性齿轮即可。
技术特征:
1.一种内嵌式轴心检测器装夹装置,其特征在于,包括第一螺钉(1)、端盖螺母(2)、柔性齿轮(3)、筒身(4)、第二螺钉(5)和第三螺钉(6);
2.根据权利要求1所述的一种内嵌式轴心检测器装夹装置,其特征在于,所述柔性齿轮(3)由tpu或尼龙材料构成。
3.根据权利要求1所述的一种内嵌式轴心检测器装夹装置,其特征在于,所述筒身(4)由铝合金构成。
4.根据权利要求1所述的一种内嵌式轴心检测器装夹装置,其特征在于,端盖螺母(2)由铝合金构成,中心加工出螺纹,与第三螺钉(6)配合,拧紧螺钉6时提供向筒身的压力。
5.根据权利要求1所述的一种内嵌式轴心检测器装夹装置,其特征在于,所述筒身(4)前端锥面角度为7°-10°。
6.根据权利要求1所述的一种内嵌式轴心检测器装夹装置,其特征在于,所述柔性齿轮(3)的凹槽深度大于锥面高度。
技术总结
本技术属于直升机发动机内嵌式轴心检测领域,具体为一种内嵌式轴心检测器装夹装置。包括第一螺钉、端盖螺母、柔性齿轮、筒身、第二螺钉和第三螺钉。轴心检测器与筒身法兰贴合紧密无晃动,用手盘动发动机自由涡轮时,轴心检测器可与发动机同步旋转,对应过渡检测器端的激光接收装置以相同的转速同步旋转,以接收发动机端发出的信号,通过三次不同相位角度的测量,实现对发动机输出轴线的检测,该装置还可实现对其他相同类型不同尺寸花键孔轴线的检测,仅需更换不同尺寸的柔性齿轮即可。
技术研发人员:白红超,李洁宇,陶冲,李江剑,任德宝,徐前,潘伟航
受保护的技术使用者:江西昌河航空工业有限公司
技术研发日:20221110
技术公布日:2024/1/11
- 还没有人留言评论。精彩留言会获得点赞!