一种新能源电池盖板的氦检夹具的制作方法
1.本实用新型涉及新能源电池技术领域,尤其涉及一种新能源电池盖板的氦检夹具。
背景技术:
2.目前,电池顶盖板氦检主要是用氦气作为示踪气体,在氦检夹具内抽真空再将氦气充入工件,然后通过氦检漏仪能高精度,迅速准确判断工件的泄漏情况。基本操作:操作工将工件放在真空箱内,真空箱与工件自动密封,系统可自动完成大漏检测、抽真空充氦、检漏、回收整个过程,生产节拍快,检漏精度高。但在氦检过程中多次检测到产品不合格,排除产品不合格的原因后。究其原因后发现顶盖板结构上有较多的孔位以及材料强度偏低,经过压力存在会使其有细微的变形,从而导致漏气使得检测结果不够精准,严重影响了氦检效率,不利于降低新能源电池盖板的生产制造成本。
技术实现要素:
3.为了解决上述现有新能源电池盖板氦检过程中的问题,本实用新型提供了一种新能源电池盖板的氦检夹具。
4.为实现上述目的,本实用新型提供如下技术方案:
5.一种新能源电池盖板的氦检夹具,包括:
6.下腔体,所述下腔体顶部设置有第一凹槽,用于放置电池盖板本体;所述第一凹槽的两端均设置有第二凹槽,且中间设置有第三凹槽,用于避让电池盖板本体底部的凸起区域;所述第一凹槽、第二凹槽及第三凹槽的外沿部分分别设置于第一卡槽、第二卡槽和第三卡槽,用于卡接封装橡胶密封件;所述第二凹槽和第三凹槽之间均设置有两个下腔体固定沉头孔,用于配合螺栓将下腔体固定于氦检设备上;所述第二凹槽和第三凹槽中间分别设置有贯通下腔体的大通孔和小通孔,用于氦检时氦气通过通过进入氦检设备;
7.上腔体,所述上腔体的底部设置有第四凹槽,用于配合第一凹槽放置电池盖板本体,且避让电池盖板本体顶部的凸起区域;所述第四凹槽的两端均设置有第五凹槽,且两个第五凹槽之间还对称分布有若干个第六凹槽,所述第五凹槽和第六凹槽内均设置有镶件连接螺纹孔,用于配合螺栓连接固定塑胶镶件;所述上腔体的两端均设置有气管连接螺纹孔,用于连接通入氦气的气管,且气管连接螺纹孔的末端均连通有通气孔,通气孔与第一凹槽连通。
8.优选的,所述下腔体的底部设置有环形的第五卡槽,用于配合卡接橡胶密封件密封住下腔体与氦检设备之间防止漏气。
9.优选的,所述下腔体的底部设置有联通沟槽,用于连通大通孔和小通孔。
10.优选的,所述第二凹槽和第三凹槽之间的下腔体上还设置有第四卡槽,用于配合卡接橡胶密封件。
11.优选的,所述第一凹槽的顶部内沿有倒角,便于机械爪夹取产品准确放入腔体内,
提高了容错率,极大程度提高了生产效率。
12.优选的,所述上腔体的前后两侧均设置有若干个搭扣连接螺纹孔,用于连接搭扣将上腔体与氦检设备连接。
13.优选的,所述橡胶密封件的规格有多种,分别对应第一卡槽、第二卡槽、第三卡槽、第四卡槽和第五卡槽,且橡胶密封件的截面直径比卡槽的截面宽度和深度要小,在合紧腔体时可以将橡胶密封件挤压压紧,提高密封效果。
14.优选的,所述塑胶镶件的规格有两种,位于第五凹槽内的塑胶镶件直径比位于第六凹槽内的塑胶镶件直径更大,且高度更小。
15.与现有技术相比,本实用新型的有益效果为:本实用新型与现有传统氦检夹具结构相比,具有结构可靠性强、制造过程简单、安装快捷方便等特点,尤其在提高新能源电池盖板氦检效率和降低维护成本具有显著优点;氦检夹具选用的材料为al6061,经过表面硬质阳极化处理完全可以满足氦检使用需求,且较钢材更轻,更节约成本,更好加工,镶件选用塑胶材质,即使顶紧产品也不会对产品造成损伤。
附图说明
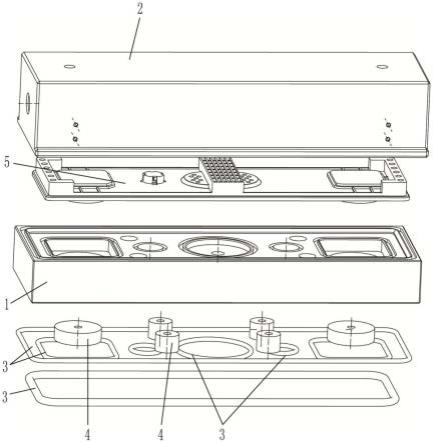
16.图1为本实用新型实施例的分解结构示意图;
17.图2为本实用新型实施例上腔体的反面立体结构示意图;
18.图3为图2中a的放大示意图;
19.图4为本实用新型实施例下腔体的正面立体结构示意图;
20.图5为本实用新型实施例下腔体的反面立体结构示意图;
21.图6为图4中b的放大示意图;
22.图7为本实用新型实施例工作状态的剖视结构示意图。
23.图中:1、下腔体,101、第一凹槽,102、第二凹槽,103、第三凹槽,104、第一卡槽,105、第二卡槽,106、第三卡槽,107、第四卡槽,108、大通孔,109、小通孔,1010、下腔体固定沉头孔,1011、第五卡槽,1012、联通沟槽,2、上腔体,201、第四凹槽,202、第五凹槽,203、第六凹槽,204、通气孔,205、气管连接螺纹孔,206、镶件连接螺纹孔,207、搭扣连接螺纹孔,208、上腔体固定螺纹孔,3、橡胶密封件,4、塑胶镶件,5、电池盖板本体。
具体实施方式
24.在本实用新型的描述中,需要理解的是,术语“上”、“下”、“前”、“后”、“左”、“右”、“顶”、“底”、“内”、“外”、“竖直”、“水平”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
25.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。
26.如图1至7所示,本实用新型实施例包括下腔体1,下腔体1顶部设置有第一凹槽101,用于放置电池盖板本体5;第一凹槽101的两端均设置有第二凹槽102,且中间设置有第三凹槽103,用于避让电池盖板本体5底部的凸起区域;第一凹槽101、第二凹槽102及第三凹
槽103的外沿部分分别设置于第一卡槽104、第二卡槽105和第三卡槽106,用于卡接封装橡胶密封件3;第二凹槽和第三凹槽之间均设置有两个下腔体固定沉头孔,用于配合螺栓将下腔体1固定于氦检设备上;第二凹槽102和第三凹槽103中间分别设置有贯通下腔体的大通孔108和小通孔109,用于氦检时氦气通过通过进入氦检设备;下腔体1的底部设置有环形的第五卡槽1011,用于配合卡接橡胶密封件3密封住下腔体1与氦检设备之间防止漏气。
27.上腔体2的底部设置有第四凹槽201,用于配合第一凹槽101放置电池盖板本体5,且避让电池盖板本体5顶部的凸起区域;第四凹槽201的两端均设置有第五凹槽202,且两个第五凹槽202之间还对称分布有若干个第六凹槽203,第五凹槽202和第六凹槽203内均设置有镶件连接螺纹孔206,用于配合螺栓连接固定塑胶镶件4;上腔体2的两端均设置有气管连接螺纹孔205,用于连接通入氦气的气管,且气管连接螺纹孔205的末端均连通有通气孔204,通气孔204与第一凹槽201连通。
28.如图7所示,在对电池盖板本体5进行氦检时,首先将电池盖板本体5放置在下腔体1的第一凹槽101中,且电池盖板本体5上需要检测的两个极柱以及防爆阀分别对应两个第二凹槽102和第三凹槽103,接着控制氦检设备工作,使得上腔体2下移,当上下腔体合紧时塑胶镶件4可以把电池顶盖本体5顶紧并将橡胶密封件3压缩,即可起到密封的作用;接着可以通过气管先将上下腔体内抽真空,再通过气管通入氦气,氦气通过通气口注入上腔体2的第四凹槽201内,即使得氦气位于电池盖板本体5上方,若电池盖板本体5待检测的极柱及防爆阀区域有漏气,则氦气会通过大通孔108或小通孔109流出,被氦检设备中的氦气检测质谱仪检测到,则判定为不良品,若电池盖板本体5为良品,则氦气检测质谱仪检测不到氦气。
29.尽管已经示出和描述了本实用新型的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本实用新型的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本实用新型的范围由所附权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1